



弧焊变压器的基本原理与一般的电力变压器相同,但为了满足弧焊工艺的要求而应有以下特殊性:为了保证交流电弧的稳定燃烧,要有一定的空载电压和较大的电感;主要用于焊条电弧焊、埋弧焊和钨极氩弧焊,应具有下降的外特性;为了调节焊接参数,弧焊变压器内部感抗数值应可调。
弧焊变压器都是下降特性的电源,是通过增大主回路的电感量来获得下降特性的。
常用的有动铁式弧焊变压器、动圈式弧焊变压器和抽头式弧焊变压器。
1.动圈式弧焊变压器
(1)结构特点 动圈式弧焊变压器的结构如图6-6所示。它的铁心形状特点是高而窄,在两侧的心柱上套有一次绕组W1和二次绕组W2。一次绕组和二次绕组是分开缠绕的。一次绕组在下方是固定不动的;二次绕组在上方是活动的,摇动手柄可令其沿铁心柱上下移动,以改变其与一次绕组之间的距离δ12。由于铁心窗口较高,δ12可调范围大。
(2)焊接参数的调节 当动圈式弧焊变压器的结构一定时,调节漏抗XL,通过改变变压器二次绕组的匝数N2和一、二次绕组之间的距离δ12来实现。
1)调节δ12。摇动手柄,通过螺杆带动二次绕组W2上下移动,使一、二次绕组之间的距离δ12发生变化。由于δ12与漏抗XL成正比,因此当二次绕组W2上移使δ12增大时,XL增加,焊接电流Ih减小;反之δ12减小时,焊接电流Ih增加。δ12连续变化,则焊接电流Ih可获得连续调节。显而易见,调节δ12可以实现焊接电流Ih的细调节。

图6-6 动圈式弧焊变压器结构示意图
2)改变N2。由于XL与N2的平方成正比,所以改变N2可以在较大的范围内调节焊接电流Ih。使用小电流时,同时将一、二次绕组各自接成串联形式;若使用大电流时,同时将一、二次绕组各自接成并联形式。由各自串联换成各自并联时,输出的电流可增大4倍。这样就扩大了电流调节范围。因此,用这种串并联的方法改变N2,可用作焊接电流的分挡粗调节。
(3)特点及产品介绍
1)特点。动圈式弧焊变压器的优点是没有活动铁心,因此避免了由于铁心振动所引起小电流焊接时的电弧不稳;外特性为陡降,电流调节范围比较宽,空载电压较高,且小电流焊接时空载电压更高。这些对各种焊接参数下的焊条电弧焊来说,都是比较合适的,特别是小电流焊接时引弧容易,电弧稳定,易保证焊接质量。这类弧焊变压器适合制成中等容量的。
2)产品介绍。国产动圈式弧焊变压器有BX3系列。产品有BX3—120、BX3—300、BX3—500、BX3—1—300、BX3—1—500等型号。前三种适用于焊条电弧焊,后两种适用于交流钨极氩弧焊。其区别在于后两种弧焊变压器的空载电压较高,约在80V以上,可以满足交流钨极氩弧焊的要求。
2.动铁式弧焊变压器(https://www.xing528.com)
(1)结构特点 动铁式弧焊变压器的结构如图6-7所示,它是由静铁心Ⅰ、动铁心Ⅱ、一次绕组W1和二次绕组W2组成。动铁心和静铁心之间存在空气隙δ。动铁心可以移动,用以调节焊接电流的大小。

图6-7 动铁式弧焊变压器结构原理图
Ⅰ—静铁心 Ⅱ—动铁心δ—空气隙长度
(2)焊接参数的调节 和动圈式弧焊变压器一样,动铁式弧焊变压器焊接参数的调节仍是指焊接电流Ih的调节,也是通过改变弧焊变压器的漏抗XL来实现。动铁式弧焊变压器焊接参数的调节方式如下:
1)细调,即摇动手柄使动铁心在静铁心之间的位置发生变化,达到均匀改变焊接电流的目的。
2)粗调,即通过改变二次绕组的匝数N2达到粗调焊接电流的目的。
(3)产品介绍 动铁式弧焊变压器国产型号属于BX1系列。产品有BX1—135、BX1—300、BX1—500、BX1—330等型号。
3.抽头式弧焊变压器
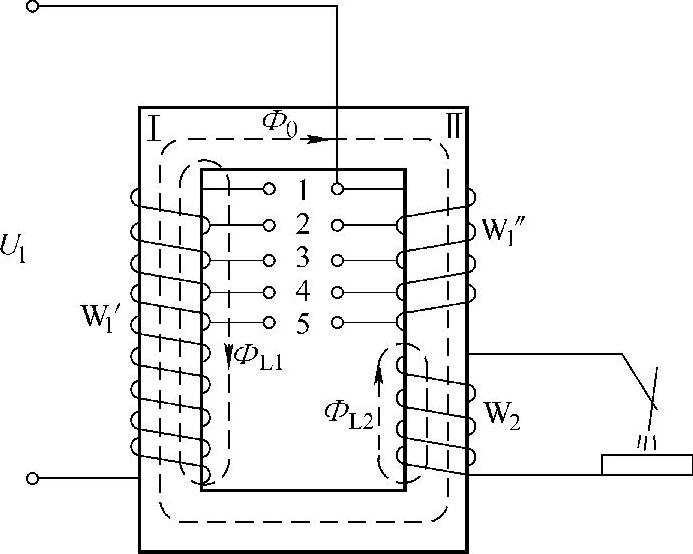
图6-8 抽头式弧焊变压器结构原理图
(1)结构特点 抽头式弧焊变压器的结构如图6-8所示。在侧柱Ⅰ上绕有一次绕组的一部分W1′,在侧柱Ⅱ上绕有一次绕组的另一部分W1″和二次绕组W2。一次绕组的匝数较多,并留有若干个抽头,二次绕组的匝数较少。一次绕组W1″和二次绕组W2是同轴缠绕的,它们之间的漏磁很少,可以忽略不计。而W1′和W2则分别绕在不同的侧柱上,彼此间有较大的漏磁。抽头式弧焊变压器没有活动部件,靠改变一次绕组的抽头来调节漏抗,抽头式弧焊变压器也是由此得名。
(2)特点及产品介绍 抽头式弧焊变压器的结构简单,易于制造,无活动部分,避免了由于电磁力而引起的振动,因此焊接电弧稳定,无噪声,使用可靠,成本低,但调节性能欠佳。由于以上特点,抽头式弧焊变压器一般都做成小容量、轻便型的,适用于维修工作及一些小型企业。国产产品有BX6—120—1型,其额定电流为120A,电流调节范围为45~160A,额定负载持续率为20%,质量只有25kg。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。