



【摘要】:焊接时,熔池中的气泡在凝固时未能逸出而残留下来所形成的空穴称为气孔,如图4-80所示。气孔的存在也破坏了焊缝的致密性,严重时还会引起结构的破坏。根据气孔的分布特点 气孔可分为分散气孔和密集气孔两种。根据气孔产生的原因 气孔可分为氢气孔、氮气孔和一氧化碳气孔三种。选择合适的电源种类和极性 用直流弧焊电源反接比交流弧焊电源的气孔倾向性小。
焊接时,熔池中的气泡在凝固时未能逸出而残留下来所形成的空穴称为气孔,如图4-80所示。
气孔的存在对焊缝的力学性能影响较大,它不仅减小了焊缝的有效工作断面,降低了焊接接头的承载能力,而且还使接头金属的塑性,特别是冷弯和冲击韧度降低得更多。气孔的存在也破坏了焊缝的致密性,严重时还会引起结构的破坏。
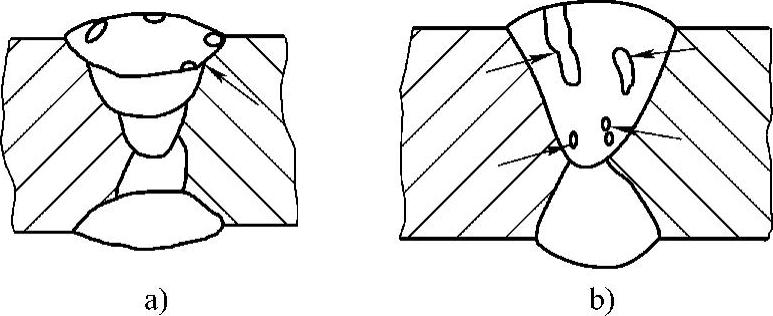
图4-80 气孔
a)焊缝表面气孔 b)焊缝内部气孔
1.气孔的分类
(1)根据气孔产生的部位 气孔可分为内部气孔和外部气孔两种。
(2)根据气孔的分布特点 气孔可分为分散气孔和密集气孔两种。
(3)根据气孔产生的原因 气孔可分为氢气孔、氮气孔和一氧化碳气孔三种。(https://www.xing528.com)
2.气孔产生的原因
溶解在熔池中的气体,在熔池冷却结晶过程中,因气体溶解度急剧降低,来不及逸出而残留在焊缝金属内就形成了气孔。
焊条电弧焊造成焊缝中产生气孔的工艺因素是:焊条受潮,使用前烘干的温度和时间不够,焊件坡口边缘上的油、锈、水、氧化皮等污物未清理干净,电弧偏吹对电弧区保护不好等。
3.防止气孔的措施
(1)消除产生气孔的气体来源 仔细清理焊件坡口及坡口两侧20~30mm范围内的油、锈、水等污物,焊条要按规定烘干后再使用。
(2)正确选择焊接参数 在允许的条件下,尽可能用大的热输入进行焊接。
(3)加强熔池保护 焊条药皮不要脱落,短弧焊接时,电弧不要随意拉长,装配间隙不要过大,注意引弧和收尾。
(4)选择合适的电源种类和极性 用直流弧焊电源反接比交流弧焊电源的气孔倾向性小。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。