



立焊是在垂直方向进行焊接的一种操作方法。
立焊有两种操作方法:一种是向上立焊,另一种是向下立焊。向下立焊要有专用的焊条才能保证焊缝成形。目前生产中应用最广泛的仍是向上立焊。下面介绍的就是向上立焊法。
1.对接立焊
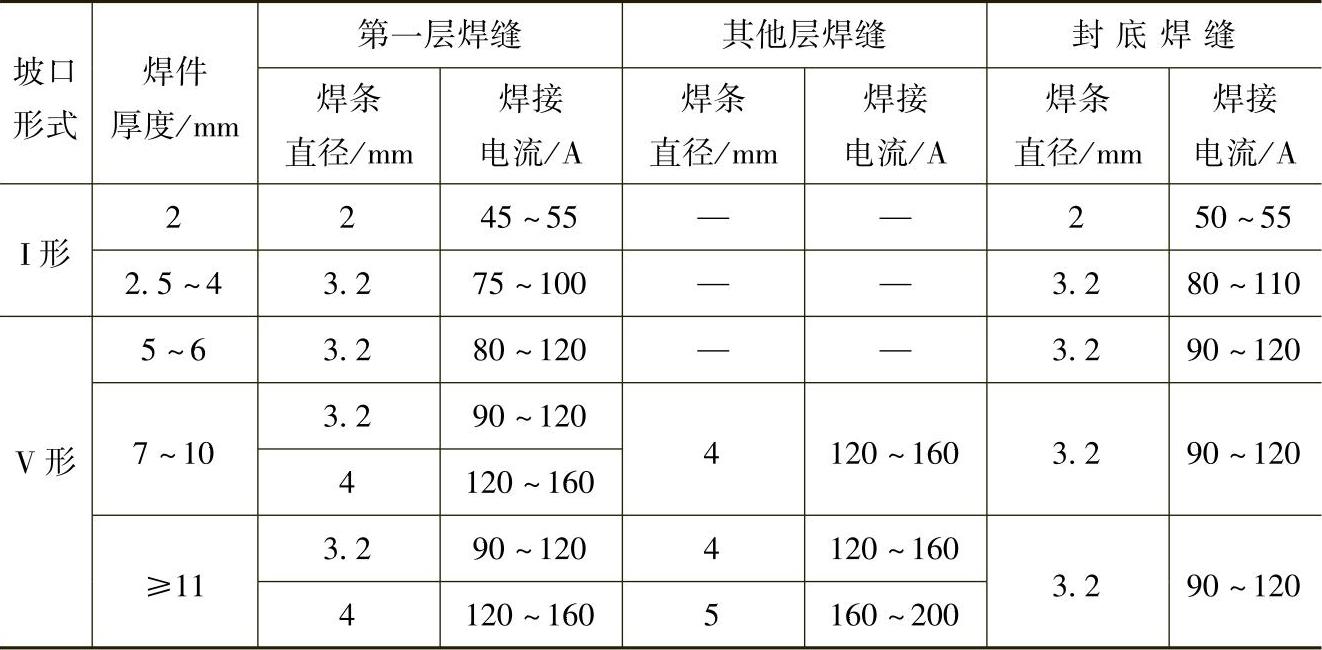
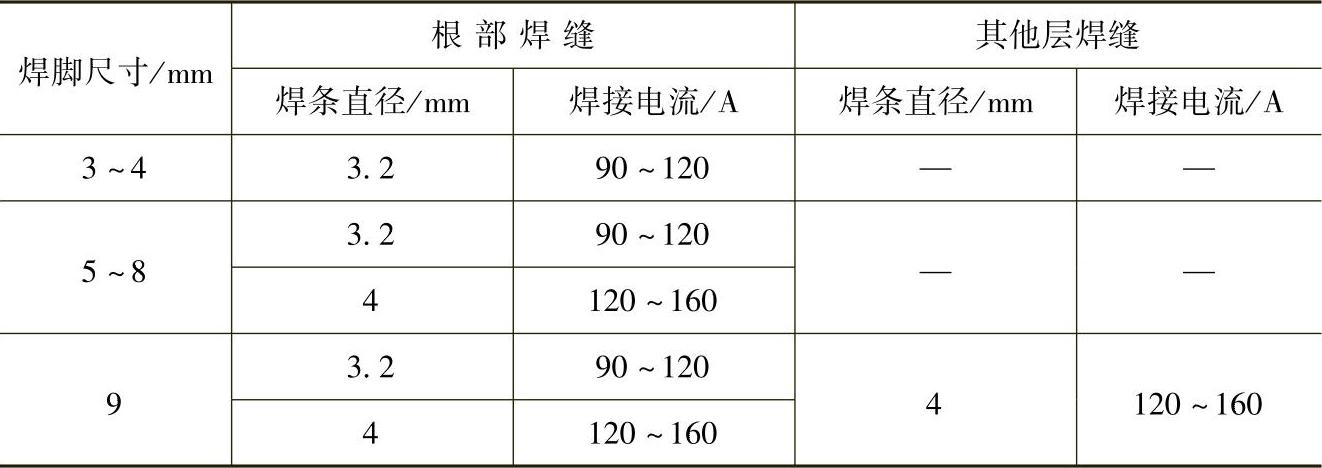
对接立焊有两种:一种是I形坡口对接立焊,另一种是V形坡口对接立焊。对接接头立焊的焊接参数见表4-10。
表4-10 对接接头立焊的焊接参数
(1)I形坡口对接立焊I形坡口对接立焊常用于薄板焊接。施焊过程中,容易产生焊穿、咬边、熔化金属受重力作用下淌等问题,给焊接带来很大困难。因此焊接时,为防止焊穿和产生焊瘤可采用跳弧法和灭弧法。焊条与焊件的角度左右方向各为90°,向下与焊缝成60°~80°的夹角,如图4-37所示。
1)跳弧法是指焊接时,当熔滴脱离焊条末端过渡到熔池后,应立即将电弧向上提起,使熔池冷却,当熔池冷却缩小到焊条直径的1~1.5倍时,再将电弧拉回到熔池上,如此不断地进行熔化—冷却—再熔化的过程,如图4-38所示。
2)断弧法是指焊接时,当熔滴脱离焊条末端过渡到熔池后,立即将电弧熄灭,当熔池冷却缩小后,再重新在熔池上引弧焊接,如此引弧熔化—断弧冷却—再引弧熔化交替进行。
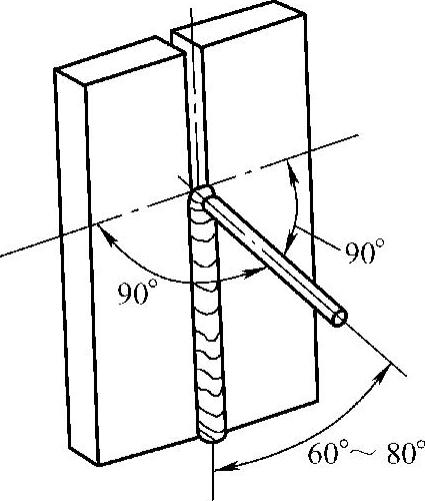
图4-37 I形坡口对接立焊的焊条角度
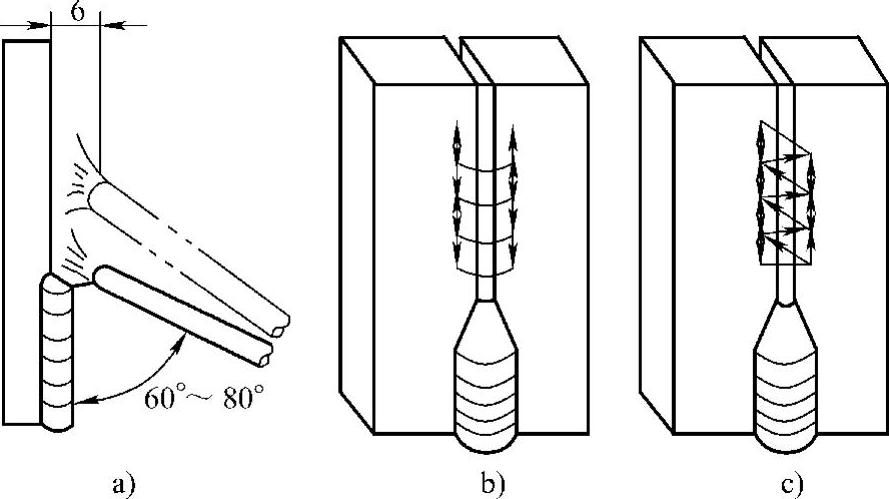
图4-38 对接立焊跳弧法
a)直线形跳弧法 b)月牙形跳弧法 c)锯齿形跳弧法
施焊过程中运条要稳,要注意观察熔池形状,当发现熔池温度过高时(见图4-39),要使灭弧或跳弧时间长一些,使熔池温度降低,防止产生焊穿或焊瘤等缺陷。
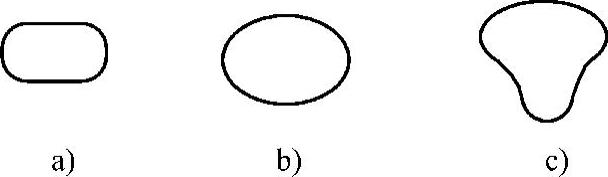
图4-39 I形坡口对接立焊时的熔池形状与温度
a)正常 b)温度稍高 c)温度过高
焊缝的连接要尽量采用热接法,如采用冷接法,引弧时要将电弧拉长并延长连接处的停留时间,同时使焊条与焊缝之间的夹角增大到90°,以便消除混渣现象,防止接头产生夹渣、过高等缺陷。收尾时,要采用断弧法收尾,待填满弧坑后熄弧。
(2)V形坡口对接立焊 板厚大于4mm时,为了保证熔透,一般都要开V形坡口。施焊时采用多层焊,其焊层数多少,可根据焊件厚度来决定。
1)根部焊法。根部焊接是V形坡口对接立焊的关键,要求熔深均匀,保证焊透并没有其他缺陷。因此,应选用小直径焊条和较小的焊接电流施焊。焊接时,焊条角度和运条方法如图4-40所示。
施焊过程中,要严格保持短弧,运条速度要均匀,焊条在坡口两侧要稍有停顿,以保持熔合良好,运条间距A不易过大,焊缝表面要求平整,避免呈凸形(见图4-41),否则在焊第二层焊缝时,易产生夹渣和熔合不良等缺陷。
2)其他焊层焊法。在焊第二层焊缝之前,应将前一层焊缝的焊渣清除干净,并检查焊接质量,如有焊瘤应铲平。焊接时运条方法和焊条角度如图4-42所示。(https://www.xing528.com)
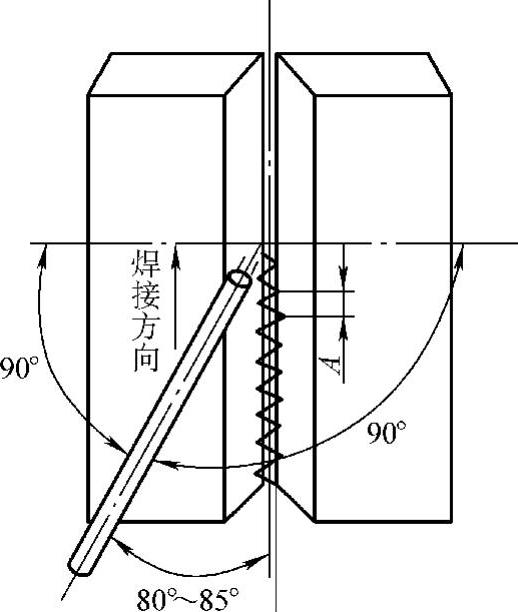
图4-40 V形坡口对接立焊根部焊接时的焊条角度和运条方法
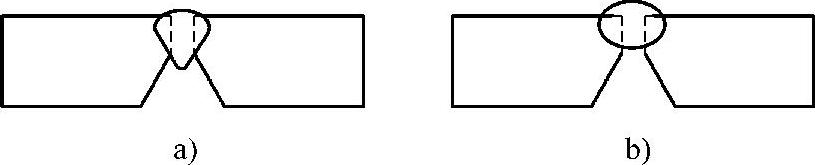
图4-41 V形坡口对接立焊的根部焊缝
a)根部焊缝成形不良 b)根部焊缝成形良好
施焊过程中,运条要稳,在焊道中间运条速度要稍快,而在坡口边缘处要稍作停留,注意观察熔池形状,保持熔池是椭圆形。如果焊道中间运条速度过慢,易造成液态金属下淌,形成凸形不良焊道,会导致焊接下一层焊道时产生未焊透和夹渣等缺陷。焊接盖面焊层时,要注意运条摆动幅度要一致,电弧在坡口边缘要稍有压低和停顿,防止产生咬边等缺陷。
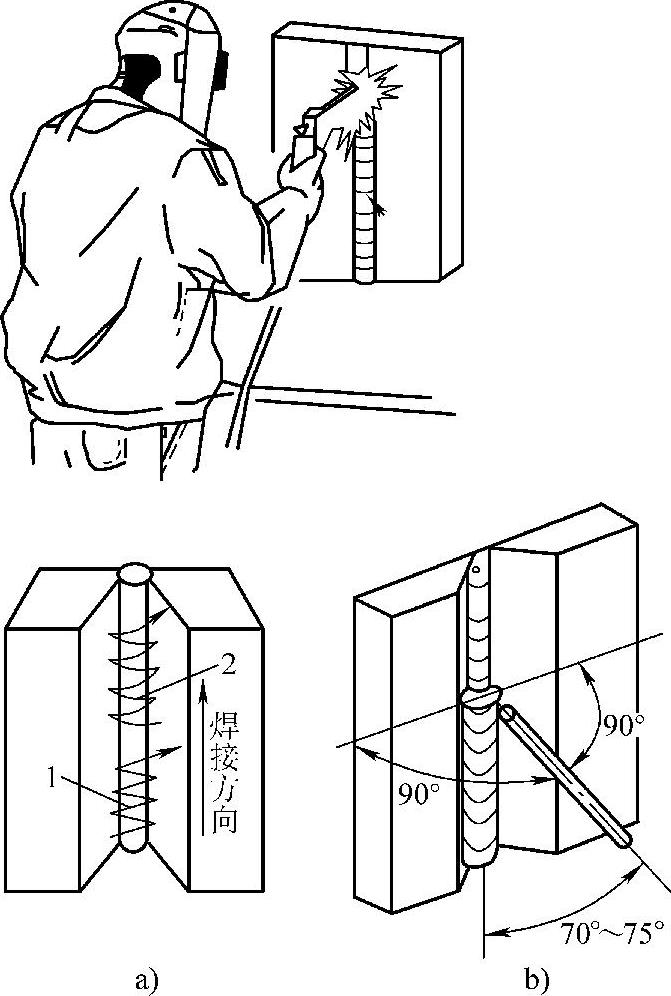
图4-42 开坡口对接立焊时其他焊层运条方法和焊条角度
a)运条方法 b)焊条角度
1—锯齿形 2—月牙形
2.T形接头立焊
T形接头立焊的焊接参数见表4-11。
表4-11 T形接头立焊的焊接参数
T形接头立焊容易产生的缺陷是根部焊缝未焊透,而且焊缝两边容易咬边,因此施焊过程中为了使两块钢板均匀受热,保证熔深,防止液态金属下淌,焊条与两块钢板的夹角应等于45°,与焊缝中心线的夹角为60°~80°,如图4-43所示。
根部焊缝可采用跳弧或小三角形运条法焊接,其余层采用月牙形或锯齿形运条法焊接,如图4-44所示。运条要平稳均匀,并在焊缝两侧稍作停留,防止产生咬边、焊脚不齐和焊波不均等缺陷。
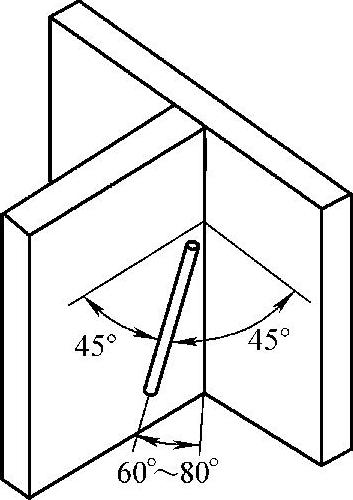
图4-43 T形接头立焊的焊条角度
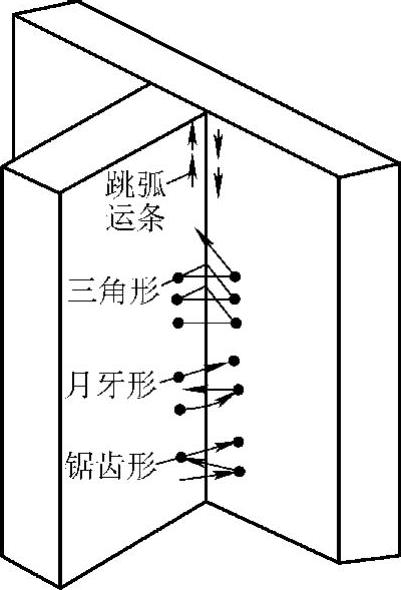
图4-44 T形接头立焊的运条方法
焊接过程中要控制熔池温度和熔池形状,发现熔池温度过高,液态金属要下淌时应立即挑起或熄灭电弧,使熔池温度降低;当看到熔池瞬间冷却成一个暗红点时,应迅速在原熔池2/3处引弧焊接。引弧速度过慢时,会造成熔合不良;引弧位置不正确时,会使焊波脱节,影响焊缝的美观和焊接质量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。