



1.焊接电弧的基本知识
焊接电弧是由焊接电源供给的,在具有一定电压的两电极间或电极与母材间的气体介质中产生的强烈而持久的放电现象。
(1)气体电离 一般情况下,由于气体的分子和原子都呈中性,气体中没有带电质点,因此气体不能导电。气体不导电,电流通不过,电弧也就不能自发地产生,要使电弧引燃和连续燃烧,就必须使两电极间的气体变成导电体,这是电弧产生和维持的重要条件。使气体导电的方法是把气体电离,即使中性的气体分子或原子释放电子变成能导电的离子。
焊接时能引起气体电离的方式有:碰撞电离、热电离和光电离三种。
(2)阴极电子发射 阴极电子发射是阴极端金属表面连续地向外发射出电子的现象。
焊接时,虽然气体电离是产生电弧的重要条件,但是,如果只有气体电离而阴极不能发射电子流,那么电弧还是不能形成。因此,阴极电子发射和气体电离是电弧产生和维持的两个必要条件。
一般情况下,电子是不能自由离开金属表面向外发射的。要使电子逸出金属表面而产生电子发射,就必须给电子施加一定的能量。
焊接时,根据阴极所吸收的能量不同,所产生的电子发射有:热电子发射、强电场电子发射和撞击电子发射三种。
2.焊接电弧的产生过程(https://www.xing528.com)
不同的焊接方法引燃电弧的方法并不相同,但总体有以下两种:
(1)高频高压引弧法 这种方法是将两电极互相靠近2~5mm,然后加上2000~3000V的空载电压,利用高电压将空气击穿,引燃电弧。由于高压电危险性很大,通常将其频率提高到150~260kHz,利用高频电流强烈的集肤效应,以减少对人身的危害性。这种引弧方法主要用于钨极惰性气体保护焊。
(2)接触短路引弧法 焊条电弧焊采用这种方法引弧。这种引弧方法包括两个过程,一是先将两电极互相接触短路;二是在短路后迅速将电极拉开,电弧瞬间引燃,如图3-2所示。
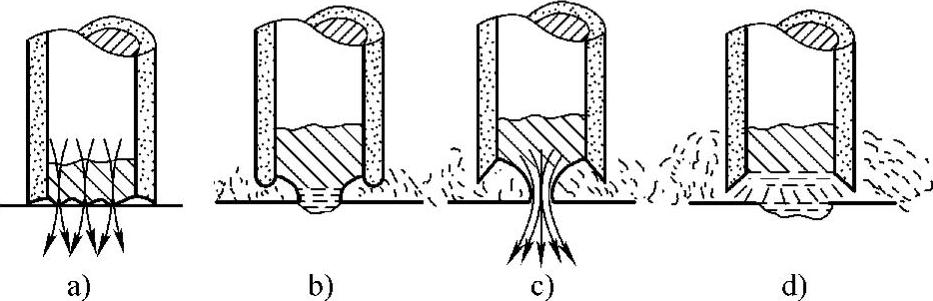
图3-2 接触引弧时电弧的引燃过程
焊接过程中,当焊条与焊件表面互相接触时,焊接回路短路,短路电流增大到最大值,另外由于焊条与焊件两个接触面的不平整,实质上只是个别点的接触(见图3-2a),因而接触部分的电流密度非常大,在电阻热的作用下,使接触部分的金属温度剧烈地升高而熔化,甚至部分发生蒸发而变成金属蒸气(见图3-2b)。当快速提起焊条时,大量的电流只能从熔化金属的细颈通过(见图3-2c),产生的热作用也突然增大,使细颈部分的液态金属的温度猛烈升高,产生爆断,从而使焊条与焊件之间的液态金属迅速分开(见图3-2d)。这时在热与电场的作用下,焊条与焊件间的高温气体就会引起热电离、碰撞电离等复杂的电离过程。另外,由于焊条与焊件断开会产生一个强电场,于是强电场发射立即产生,而热电子发射、撞击电子发射也随之产生。这样,阴极不断发射电子和两极间气体不断发生电离,并在电场的作用下,带电质点各自作定向运动,电弧便引燃了。
(3)接触短路引弧的因素 影响引弧的因素有:焊接电流强度、气体中的电离物质、弧焊电源的空载电压及其特性等。如果焊接电流大、气体中存在容易电离的元素、弧焊电源的空载电压高时,则电弧就容易引燃。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。