



随着数控技术的不断发展,数控机床的种类越来越多,其功能、形式各异,差别很大。通常可按3种基本方法进行分类:
(1)按工艺用途分类
1)金属切削类数控机床。主要有数控车床、数控铣床、数控钻床、数控镗床、数控磨床和加工中心等。
2)金属成形类数控机床。主要有数控折弯机、数控弯管机和数控转头压力机等。
3)数控特种加工机床。主要有数控电火花线切割机床、数控电火花成形机床、数控激光切割机床等。
4)其他类型数控机床。主要有数控三坐标测量机等。
(2)按运动轨迹分类
1)点位控制数控机床。点位控制数控机床的特点是在刀具相对于工件移动过程中,不进行切削加工,它对运动的轨迹没有严格要求,只实现一点到另一点坐标位置的准确移动,几个坐标轴之间的运动没有任何联系,如图7-2a所示。
具有点位控制功能的机床主要有数控钻床、数控铣床、数控冲床等。随着数控技术的发展和数控系统价格的降低,单纯用于点位控制的数控系统已不多见。
2)直线控制数控机床。直线控制数控机床不仅要求具有准确的定位功能,还要求从一点到另一点按直线运动进行切削加工,刀具相对于工件移动的轨迹是平行机床各坐标轴的直线或两轴同时移动构成45°的斜线,如图7-2b所示。
具有直线控制功能的机床主要有比较简单的数控车床、数控铣床、加工中心和数控磨床等。这种机床的数控系统也称为直线控制数控系统。同样,单纯用于直线控制的数控机床也不多见。
3)轮廓控制数控机床。轮廓控制数控机床能够对两个或两个以上的坐标轴进行连续的切削加工控制,它不仅能控制机床移动部件的起点和终点坐标,而且能按需要严格控制刀具移动的轨迹,以加工出任意斜线、圆弧、抛物线及其他函数关系的曲线或曲面,如图7-2c所示。(https://www.xing528.com)
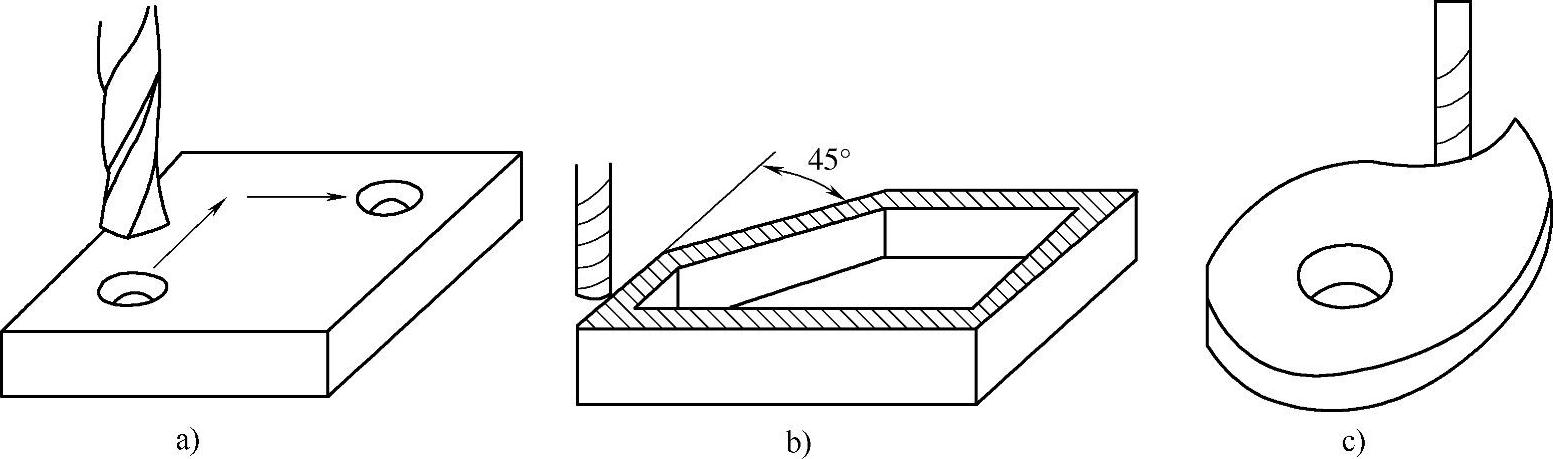
图7-2 按运动轨迹分类的数控机床加工
a)点位控制数控机床 b)直线控制数控机床 c)轮廓控制数控机床
属于这类机床的有数控车床、数控铣床、数控磨床、数控电火花线切割机床和加工中心等。其相应的数控装置称为轮廓控制数控系统。
(3)按伺服控制方式分类
1)开环控制数控机床。开环控制数控机床结构简单,没有位置测量反馈装置,数控装置发出的指令信号流是单向的,所以不存在系统稳定性问题。因为无位置反馈,所以精度不高,其精度主要取决于伺服驱动系统的性能。
2)闭环控制数控机床。闭环控制数控机床上装有直线位移测量装置,其测量采样点从机床的运动部件上直接引出,对运动部件的实际位置进行检测,并将实测位移值反馈到数控装置中与输入指令位移值进行比较并实行位移补偿,直到误差为零,这样可以消除整个传动环节的误差和间隙,因而具有很高的位置控制精度。但是由于位置环内的许多机械环节的摩擦特性、刚性和间隙都是非线性的,容易造成系统的不稳定,造成调试困难。这类系统主要用于精度要求较高的镗铣床、精密车床和螺纹车床等。
3)半闭环控制数控机床。半闭环控制数控机床用回转型检测装置采样旋转角度,而不是检测工作台的实际位置。因此,丝杠的螺距误差和齿轮或同步带轮等引起的误差难以消除。半闭环控制数控系统环路内不包括或只包括少量机械传动环节,因此控制性能稳定。而机械传动环节的误差大部分可用误差补偿的方法消除,因而仍可获得满意的精度。
此外,还可按数控装置的构成方式分类,有硬件控制和软件控制;按可控轴数和联动轴数分类,有两轴两联动、三轴两联动等;按功能水平和价格的高低分类,有高档数控、中档数控、低档数控(即经济型数控机床)等。
尽管数控机床的种类繁多、结构形式各异,但其基本组成部分及其工作原理却大致相同。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。