



1.Cimatron软件概述
Cimatron公司成立于1982年,在世界范围内,Cimatron已拥有7000多个用户,系统销量达12000套。用户广泛遍布于汽车、航空、计算机、玩具、消费类商品、医疗、军事、光学仪器、远程通信、教育机构和科研院所等。Cimatron公司目前在世界范围内拥有35个分支机构和子公司。
随着模具制造行业的发展,对CAD/CAM系统提出了新的要求,目前Cimatron不仅是一套通用的CAD/CAM系统,而且针对模具行业提供了新的工具集—Quick系列产品:快速产品浏览(Quick Concept)、快速模具分模与拔模角度分析及分型面的快速定义(Quick Split)、快速产品设计对比分析(Quick Compare)、快速充压模具设计工具(Quick Die)等。
Cimatron公司的Cimatron软件产品是一个集成的CAD/CAM产品,在一个统一的系统环境下,使用统一的数据库,用户可以完成产品的结构设计、零件设计,输出设计图样,可以根据零件的三维模型进行手工或自动的模具分模,再对凸、凹模进行自动的NC加工,输出加工的NC代码。
2.Cimatron软件的操作环境
以Cimatron E8.5为例简单介绍软件工作界面,如图4-177所示。
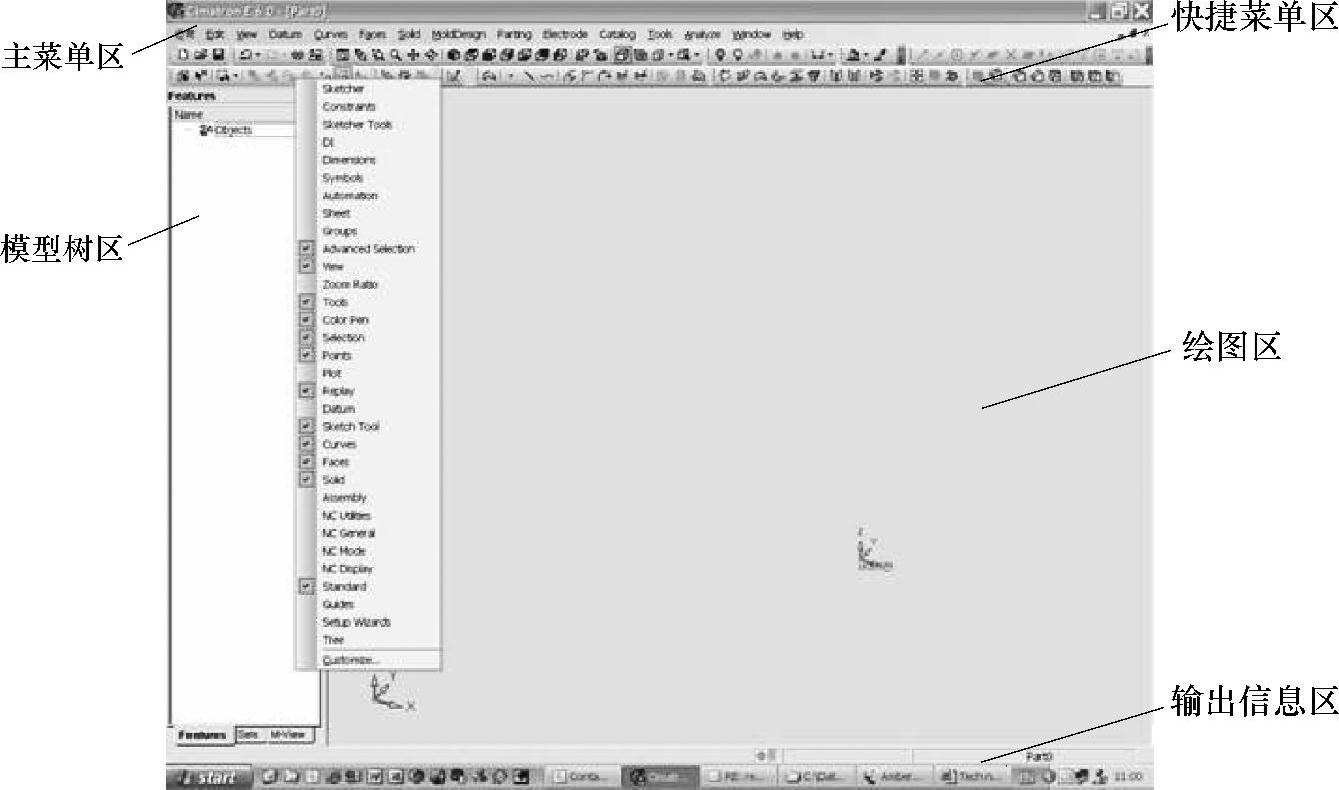
图4-177 Cimatron软件工作界面
(1)主菜单区 涵盖了Cimatron E里的所有指令。
(2)快捷菜单区常用的操作和命令 缩放与动态显示视图功能,对视图进行放大、缩小、区域放大等操作,也可以对实体进行旋转、平移动态缩放。图形格式编辑功能,可以对平面图形或立体图形进行编辑和修改,如剪切、镜像、钻孔等操作。测量工具,用来测量两个图素间的距离,图素包括点、线、平面、坐标、基准轴、实体等。
(3)模型树/集合/视角/区域 工件模型创建与修改的步骤、集合(类似于图层)、自定义的视角都在此区域显示。
(4)绘图区 默认占比例最大的区域,用来显示图素,各类的点、线、面、实体、刀路之类的图素都会显示在这个区域。
(5)输出信息区 显示在操作中的具体过程,如特征创建、刀具路径的建立、计算完成的提示等,这类信息都会被记录在输出区。
(6)向导工具条 显示各类特殊模块的向导式的工具,如模具设计工具条、快速断开工具条、级进模工具条、快速电极工具条等。
(7)提示信息区 提示说明在执行指令时需要进行的操作,如选取点、线、面、实体、坐标的时间,输入数据的时间,对图素进行的操作等内容。
3.Cimatron软件的CAM主要功能和特点
(1)2.5轴钻孔和铣削Cimatron NC在3D模型环境下为用户提供了高效的2.5轴解决方案。快速钻孔能自动识别出3D模型、曲面模型和模型中的孔特征,通过预定义的形状模板自动地创建高效钻孔程序。快速钻孔程序是一个基于知识库自动产生的钻孔程序,它能使代码产生时间动态地减小90%,且对任何格式下的CAD模型进行操作都非常简便。程序能够优化钻孔参数和刀具使用,全面兼容Cimatron模具实际模块,同时与Cimatron E CAD/CAM解决方案无缝集成。
(2)粗加工(3轴)Cimatron E的3轴粗加工功能可以大大提高用户的生产率,生成非常高效的加工工艺过程。粗加工过程提供了多种运动策略,可以通过边界或检查面来控制被加工区域,同时支持高速加工,包括:
1)自动化操作。基于毛坯残留知识和被选择的刀具参数,粗加工可实现最大化地去残留量。
2)优化功能。基于毛坯残留知识和刀具属性设置优化的加工策略及对窄道连接方式,可对不同情况下切入工件的方式进行优化设置(包括从原始毛坯开始和已经加工过的区域)。
3)二次开粗。二次开粗减小了粗加工时产生的间距残留量,保证了半精加工和精加工过程余量的均匀。二次开粗自动删除前一把刀具加工后的残留量。
4)高速加工。高速加工支持所有的精加工和快速开粗加工过程。如果使用了高速加工策略,无论在切削材料还是快速移刀时都可以生成平滑的刀具路径,保证切削载荷的恒定(或较小),同时对于窄道区域进行摆线运动或多层切削。
(3)精铣(3轴)3轴精铣提供了根据零件的形状来自动优化的加工策略,通过对几何形状的分析,对水平区域和垂直区域采用不同的进给路径,从而可大大提高加工效率和零件的表面质量。
1)加工策略。最终的曲面质量是通过与零件形状相匹配的加工策略来保证的。加工策略包括:平行切削、放射状切削、环形切削、恒定的残留高度(3D等步距)切削、Z向等高切削及沿着曲面的流线切削等。
2)斜率分析(控制)。斜率分析功能根据指定的角度将零件分为水平区域和垂直区域,再分别按照区域特点使用合适的加工策略,保证工件表面的高质量。
3)笔试切削。笔试切削是一种特殊精加工功能,用于光顺曲面相交部分的凹陷区域,笔试切削是根据零件的结构特点自动计算加工区域的。
(4)铣削(5轴)针对产品加工的高级5轴铣削功能,具有丰富的5轴粗加工、精加工策略,避免刀具、刀柄和零件、毛坯、机床之间发生干涉及碰撞,高级的材料去除和机床仿真功能等。
1)5轴加工领域。在当今的加工领域中,一些高级、复杂的产品、模具加工,正在趋向于5轴加工。由于能够对复杂零件造型进行高精度加工,5轴加工一直是航空业和高级加工领域的标准加工策略。这些领域包括:整体叶轮及叶片加工,复杂的接插件产品加工,刀具类产品加工,航空领域的机构部件加工,复杂的橡胶模具加工,模型、玩具产品加工,复杂零件产品加工,微铣削领域产品加工等。为了使用户对每一个零件产品都满意,需要对刀具路径进行完全的控制,要求进行必要的复杂编程循环和对几何模型进行调整,同时要求具有曲面造型能力。
2)5轴加工的新领域。Cimatron E数控5轴加工提供了完整的5轴加工解决方案,从而确立了其在5轴加工领域的重要地位。通过使用5轴加工策略,编程人员可以充分控制加工工艺的每一方面,包括刀轴方向、安全区域、进刀和退刀、层间或行间连接策略、避免碰撞和干涉、不同加工过程间的连接方式等。Cimatron E数控5轴加工包为数控加工提供了有效的工具,以便编写出高效和无过切的刀具路径,从而加工出高质量的复杂零件。
3)丰富的加工策略。Cimatron E数控5轴加工包含了丰富的加工策略,支持各种类型刀具,包括锥角刀具和槽铣刀等,能够实现如下加工策略:5轴粗加工,包括环切、行切、插铣;5轴精加工,包括行切、流线加工、笔式加工、两条轮廓或两曲面间的仿形加工、考虑残留毛坯、减少空进给;5轴倾角加工,包括用短刀加工深腔模具;5轴轮廓铣和钻孔;5轴微铣削,用于微型电子、医疗器械等零件加工等。
4)CAD工具。作为Cimatron E NC的一部分,数控5轴加工包括了丰富、强大的曲面生成和编辑工具,使用户可以快速生成和编辑几何模型并为实现优化刀路做准备,而不需要在CAD造型和CAM编程环境间进行数据转换。
5)用户对工艺参数、加工策略的充分控制。Cimatron E数控5轴加工包使编程者能够控制和重复利用各种加工参数、策略和方式,包括刀具路径、刀轴方向、进退刀方式、安全距离、连接方式、过程间的连接运动、根据机床结构编程等;为了节约编程时间,当加工叶片、接插件、叶轮等类型的零件时,可以使用专门的类似于加工工艺模板编程向导进行编程。
6)有效的碰撞干涉检查。Cimatron E数控5轴加工包提供了强大、完善的碰撞干涉检查功能,可以实现刀具本身、刀柄和多台阶的夹头与零件、毛坯、夹具及机床工作台的干涉碰撞检查,生成安全、顺滑的刀具路径。其特点是用户可以根据毛坯和夹具来定义安全极限、去除有问题的刀路轨迹、控制刀具沿刀轴或任意方向退刀、平滑和连续的刀轴方向变化等,有效地避免干涉和碰撞。
7)高级仿真模拟功能。可以实际模拟机床的加工过程,可视化的模拟实际机床环境,这些对于生成有效的刀路并安全地在机床上进行试切是至关重要的。Cimatron E数控5轴加工包提供的高级模拟功能能够做到材料去除仿真、残留毛坯仿真、机床运动仿真及碰撞检查等。
(5)微铣削加工 作为面向工模具行业,提供从产品报价到交付的CAD/CAM集成解决方案的开发者,宣告对微型组件及其模具进行高精密加工的第一款商业NC软件正式发布。
微型系统技术已经成为全球增长最快的工业之一,然而制造商不得不面对以下巨大挑战:零件变形,复杂程度增加,必须以极高的精度加工微小特征,以及使用微米级的特殊刀具(如直径为0.1mm以获得要求的精度曲面)等。Cimatron E的解决方案满足并超越了微型刀具加工的要求:Cimatron E提供了独特的算法及特殊的加工策略,这些都是传统的NC软件所不能实现的。该解决方案典型的特征包括:高精度、小公差加工、高效处理导入的低质量曲面模型、直接曲面加工,以及3轴、5轴刀具路径等。
4.Cimatron软件在数控加工中的应用
可转位刀具刀片槽的加工是数控刀具中重要的加工对象,其主要特点是:空间复合角度,一般多为两轴旋转角度面,尺寸精度和表面粗糙度均要求较高。可转位刀具如图4-178所示。
加工要点如下:
1)必须五轴五联动机床方可实现该数控刀具的加工。
2)考虑到零件的实际尺寸,所以要求机床具有足够的行程。(https://www.xing528.com)
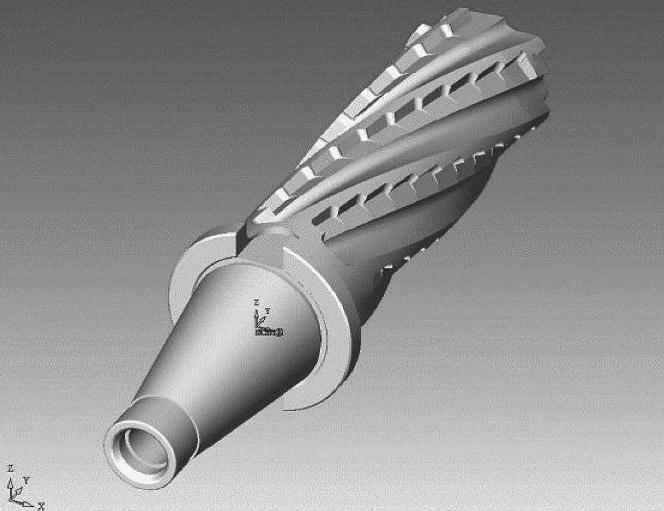
图4-178 可转位刀具
3)加工编程时需要一定的灵活性,也就是对软件灵活性的要求。
4)针对该产品的特殊性,必须具有一套完整的加工工艺。
第一步:粗开排屑槽
排屑槽的加工如图4-179所示,使用4轴直纹曲面加工策略,首先选取被加工曲面的顶部轮廓与底部轮廓,以确定加工范围。可以根据实际情况的不同来确定约束条件,在Cima-tron中提供了顶部轮廓、平面和Z层来限制顶部轮廓,而底部轮廓提供了底部轮廓、曲面和平面3种方式来限制。根据该刀具的特殊性,选择顶部轮廓和底部轮廓。
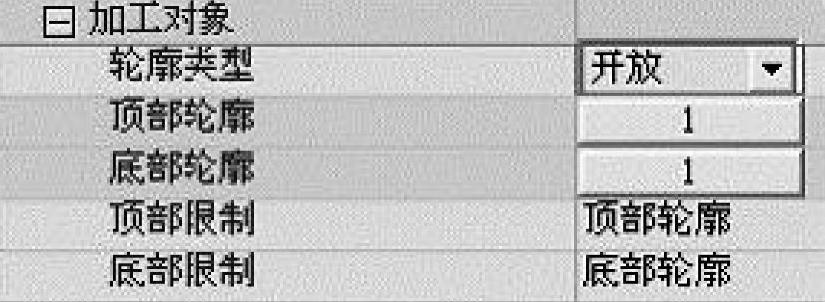
图4-179 粗开排屑槽
边界的提取依赖于模型的修复,应先使用修复功能,曲面、修改、边界对工件曲面A和B进行修复,然后进行边界的提取,如图4-180所示。
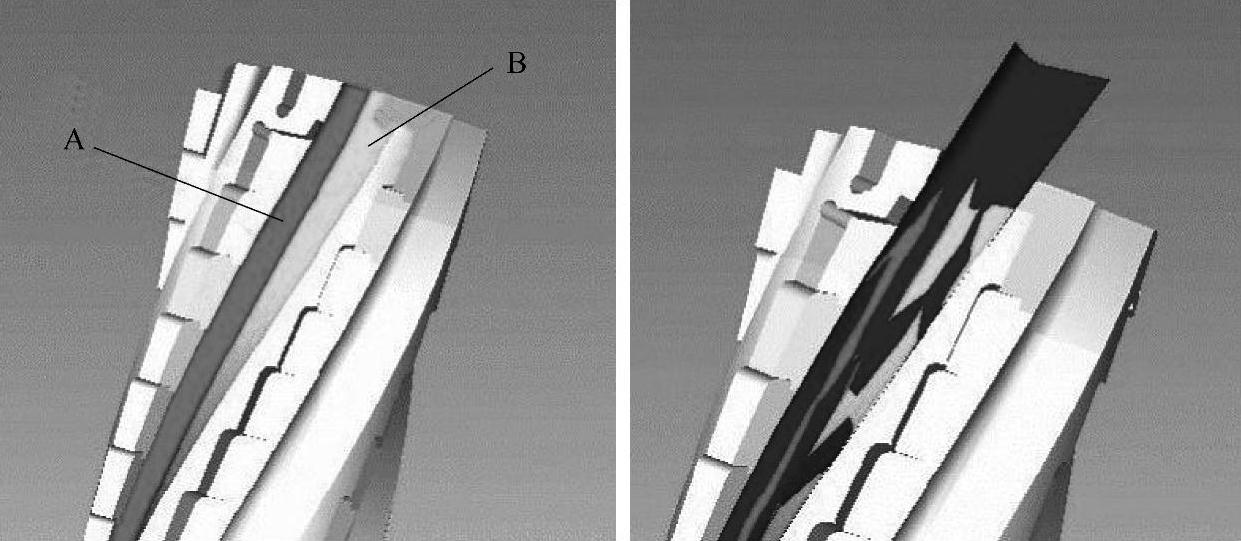
图4-180 模型的修复
刀具参数中设置进刀长度为20mm。这种方式可以避免刀具在进刀过程中工件发生碰撞的现象,如图4-181所示。

图4-181 刀路参数
切削方向选择单向,行数为1行。这种加工方式大大提高了粗加工中的材料切除率,如图4-182所示。
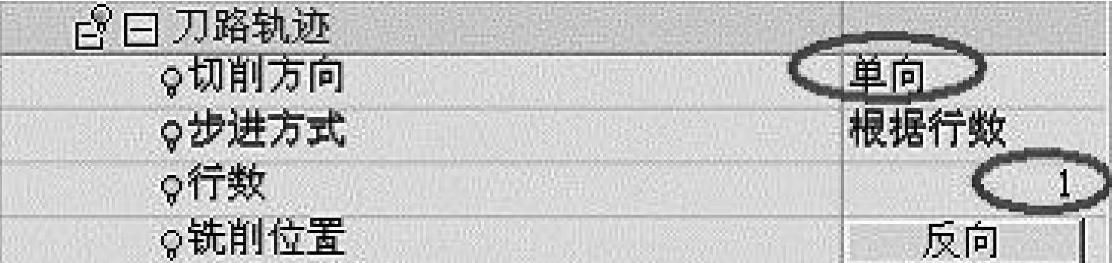
图4-182 刀路轨迹
在Cimatron编程中,许多参数是互相关联的,也就是说当其中的一个或几个参数确定后,其他与之关联的参数也就确定了。在系统中用数学关系式描述这种关系,以达到减少编程人员反复设置各个参数的目的。
在选择被加工曲面的前延伸表面时,延伸长度至少大于所使用刀具半径。通过步进方式的选择来控制每次切削深度。值得注意的是刀具半径不同,加工深度的选择也就存在着一定的差异,如图4-183所示。
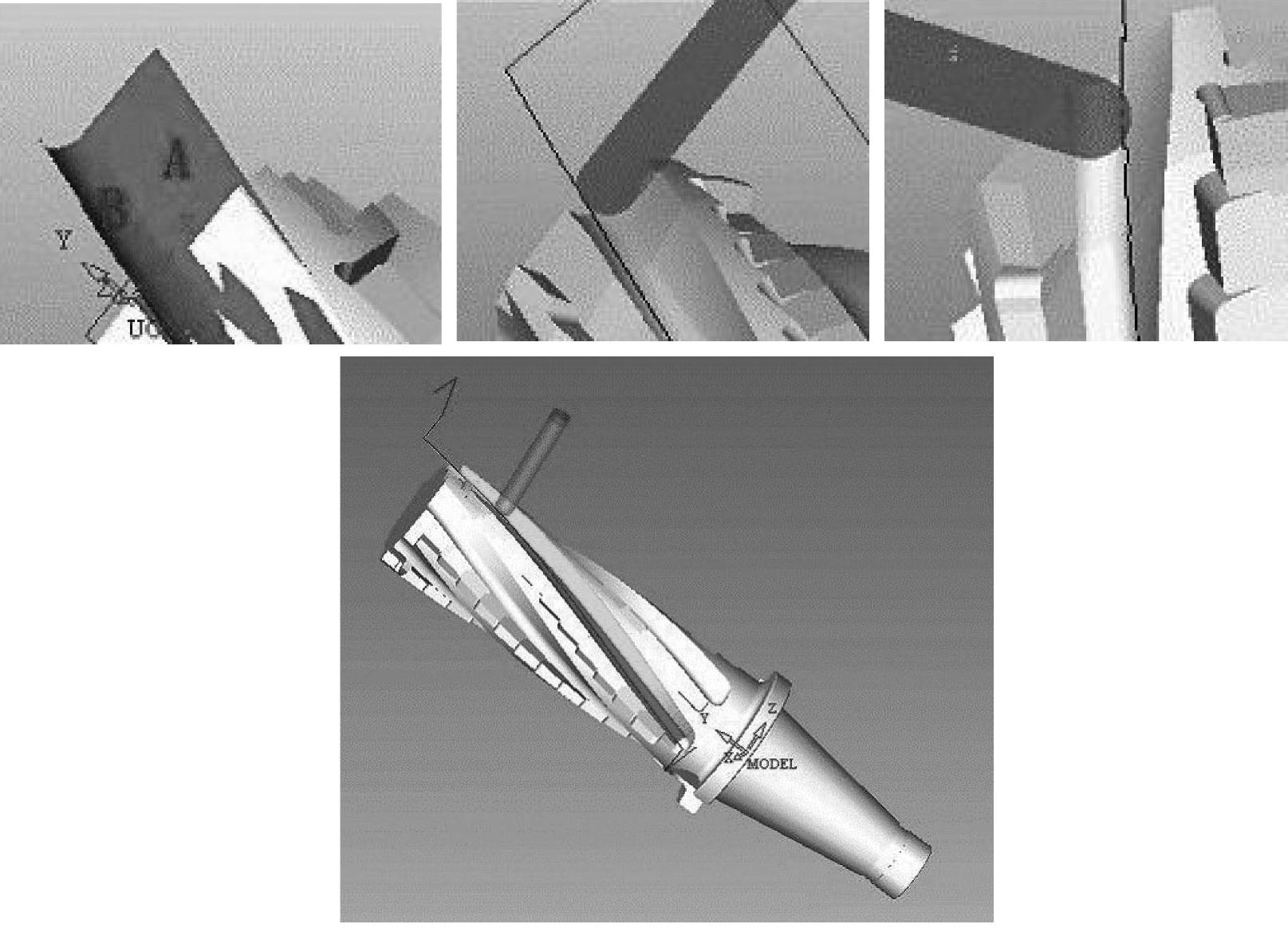
图4-183 实例
第二步:刀片槽的加工
为了让粗加工时能尽可能地多铣削,增加材料的切除率,应该使刀具轨迹更贴近加工表面,为下次的小刀具加工留下更小的残余量,如图4-184所示。根据被加工表面的形状和尺寸及数控编程时所采用刀具的类型和尺寸,确定加工范围。
在加工刀片槽时,应注意进刀延伸和退刀延伸,从安全性上考虑,延伸量至少应大于刀具半径,这样就可以避免和刀具发生干涉碰撞现象,如图4-185所示。
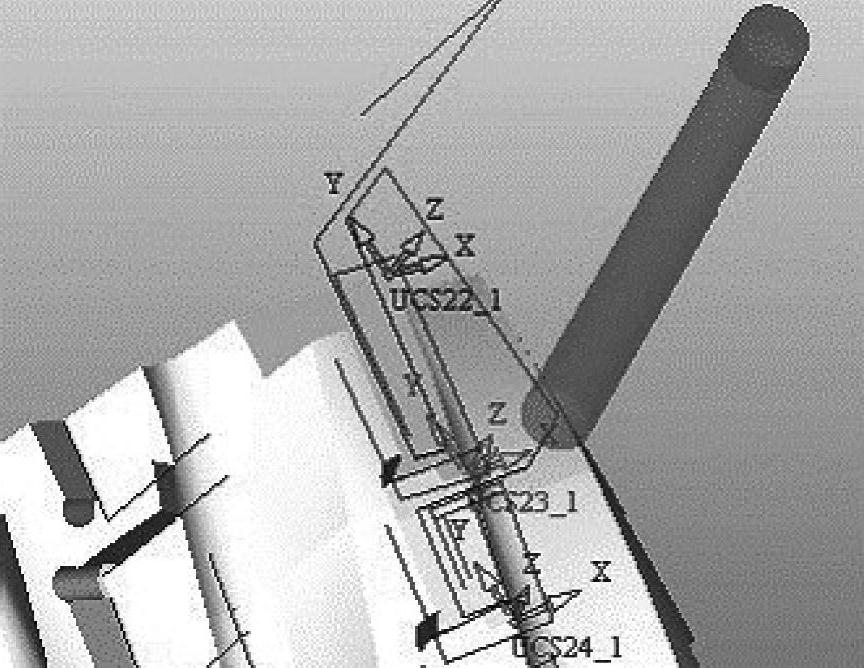
图4-184 刀片槽的加工
通过轮廓偏移的设定来实现侧壁加工余量,通过这种方法可简单快捷地实现余量控制,如图4-186所示。

图4-185 刀片槽的进刀和退刀
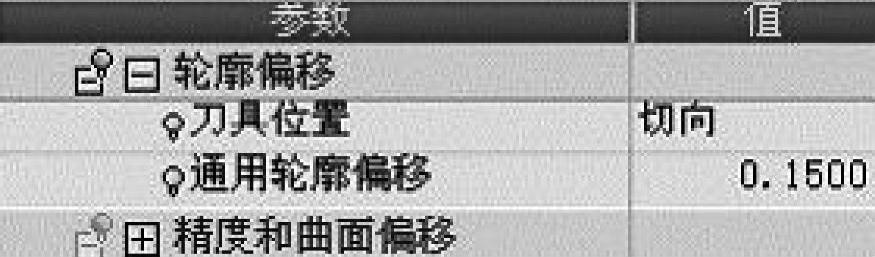
图4-186 轮廓偏移
在高效切削过程中,机床参数与刀具直径、切削深度、进给量和机床本身性能等很多因素有关。
第三步:精加工
Cimatron的精加工功能既有沿表面光刀的加工方法,还有先进的区域识别能力,即对零件的形状可以进行有效的斜率分析,在一个加工过程内部可以实现对垂直区域的等高线加工,对平坦区域实现沿表面进给的加工,如图4-187所示。
对于零件特定表面的加工,编程人员编程非常灵活,选择要加工的曲面即可以得到所需要的加工轨迹,避免了其他系统的烦琐性。加工方法的灵活性还体现在工艺参数的设定上。在Cimatron中,工艺参数的设定可以采用参数化的方法完成,如在设定加工高度和加工的最深位置时,这些和零件几何相关的信息不需要用户去麻烦地测量零件上点的坐标,再根据测量结果输出数值,而直接设定为系统的参数变量和工艺相关的参数变量,如切削的深度和侧向进给的大小,可以直接建立为加工刀具直径的关系式,工艺参数的临时修改不会使用户对相关的所有工艺参数都重新填写。
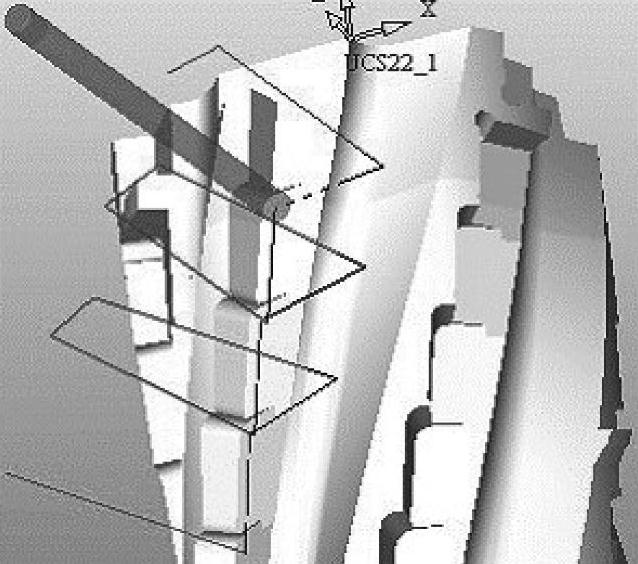
图4-187 精加工
第四步:应用模板
Cimatron的自动化加工功能完善,根据该加工策略收集和积累典型的工艺过程及其参数而形成加工模板。该加工模板具有参数化自适应的功能,对已有加工模式的任何修改,与修改相关的其他工艺参数都能够随之修改,具有很好的适应性。
Cimatron针对数控刀具的解决方案,在有限的人为干预的情况下,能自动生成数控程序,并在实际加工中应用。实践证明,Cimatron针对数控刀具的解决方案编程效率高,在很大程度上避免了人为错误,在实际应用中取得了良好的效果。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。