



1.压铸模装配图标注技术要求
需标注的技术要求包括模具的最大外形尺寸、选用压铸机的型号、选用的压室内径、比压或喷嘴直径、最小开模行程、推出机构的推出行程、压铸件的浇注系统及主要尺寸、模具有关附件的规格和数量及工作程序、注明特殊机构的动作过程。
2.压铸模总体装配精度的技术要求
1)模具安装平面与分型面之间的平行度误差,在厚度300mm内不大于0.10mm;合模后分型面上的局部间隙不大于0.05mm(不包括排气槽)。
2)装有型芯的滑块端面要求密合,但滑块平面与模板的配合面,允许留出大于0.15mm的间隙。
3)分型面上镶块平面允许高出套板平面,但不大于0.05mm。
4)推杆在推杆固定板中,应能灵活传动,但其轴向配合间隙不大于0.10mm。推板与挡钉应紧密接触。推杆复位时,不允许低于型腔表面,但可凸出表面不大于0.10mm。复位杆应与分型面平齐。
5)抽芯机构中,抽芯动作结束时,所抽的型芯端面,与压铸件上相对应孔的端面距离不应小于3mm。
6)排气槽的深度偏差为±0.03mm,并呈曲折状延伸至套板外缘。
7)套板与方形、矩形或异形镶块的固定配合面,在分型面上长度100mm内,允许有两处小于0.1mm的缝隙,其长度应小于15mm。
8)所有滑动机构,应导滑灵活、运动平稳、配合间隙适当。
9)滑块在开模后应定位可靠;合模时,滑块斜面与楔紧块的斜面应压紧,且具有一定的预应力。
3.压铸模结构零件的公差与配合
压铸模是在高温下进行工作的,因此在选择压铸模零件的配合公差时,不仅要求在室温下达到一定的装配精度,而且要求在工作温度下保证各部分结构尺寸稳定、动作可靠。尤其是与金属液直接接触的部位,在填充过程中受到高压、高速和热交变应力,与其他零件配合间隙容易产生变化,影响压铸的正常进行。
配合间隙的变化除了与温度有关以外,还与模具零件的材料、形状、体积、工作部位受热程度及加工装配后实际的配合性质有关。因此,压铸模零件在工作时的配合状态十分复杂。通常应使配合间隙满足以下两点要求:
1)对于装配后固定的零件,在金属液冲击下,不产生位置上的偏差。受热膨胀后变形不能使配合过紧,从而使模具镶块和套板局部严重过载,导致模具开裂。
2)对于工作时活动的零件,受热后,应维持间隙配合的性质,保证动作正常,而在填充过程中,金属液不致窜入配合间隙。
根据国家标准(GB/T 1800.1—2009、GB/T 1800.2—2009和GB/T 1804—2000),结合国内外压铸模制造和使用的实际情况,现将压铸模各主要零件的公差与配合精度推荐如下:
(1)成型尺寸的公差 一般公差等级规定为IT9,孔用H,轴用h,长度用±IT/2。个别特殊尺寸必要时,可取IT6~IT8。
(2)成型零件配合部位的公差与配合
1)与金属液接触受热量较大的零件的固定部分,主要指套板和镶块、镶块和型芯、套板和浇口套、镶块和分流锥等。
①整体式配合类型和精度为H7/h6或H8/h7。
②镶拼式的孔取H8;轴中尺寸最大的一件取h7,其余各件取js7,并应使装配累积公差为h7。
2)活动零件活动部分的配合类型和精度:活动零件包括型芯、推杆、推管、成型推板、滑块、滑块槽等,孔取H7;轴取e7、e8或d8。
3)镶块、镶件和固定型芯的高度尺寸公差取F8。
4)基面尺寸的公差取js8。
(3)模板尺寸的公差与配合(https://www.xing528.com)
1)基面尺寸的公差取js8。
2)型芯为圆柱或对称形状时,从基面到模板上固定型芯的固定孔中心线的尺寸公差取js8。
3)型芯为非圆柱或非对称形状时,从基面到模板上固定型芯的边缘的尺寸公差取js8。
4)组合式套板的厚度尺寸公差取h10。
5)整体式套板的镶块孔的深度尺寸公差取h10。
6)滑块槽的尺寸公差。
①滑块槽到基面的尺寸公差取f7。
②对组合式套板,从滑块槽到套板底面的尺寸公差取js8。
③对整体式套板,从滑块槽到镶块孔底面的尺寸公差取js8。
(4)导柱导套的公差与配合
1)在导柱导套固定处,孔取H7,轴取m6、r6或k6。
2)在导柱导套间隙配合处,若孔取H7,则轴取k6或f7;若孔取H8,则轴取e7。
(5)导柱导套与基面之间的尺寸
1)从基面到导柱导套中心线的尺寸公差取js7。
2)导柱导套中心线之间距离的尺寸公差取js7,或者配合加工。
(6)推板导柱、推杆固定板与推板之间的公差与配合 孔取H8,轴取f8或f9。
(7)型芯台、推杆台与相应尺寸的公差 孔台深取+0.05~+0.10mm,轴台高取-0.03~-0.05mm。
(8)各种零件未注公差尺寸的公差等级 均为IT14,孔用H,轴用h,长度(高度)及距离尺寸按js14精度选取。
4.压铸模结构零件的几何公差和表面粗糙度
几何公差是零件表面形状、位置等的偏差。成型工作零件的成型部位和其他所有结构件的基准部位几何公差的偏差范围,一般均要求在尺寸的公差范围内,在图样上不再另加标注。压铸模零件其他表面的几何公差按表3-27选取,在图样上标注。
表3-27 压铸模零件的几何公差选用公差等级(GB/T 1184—1996)
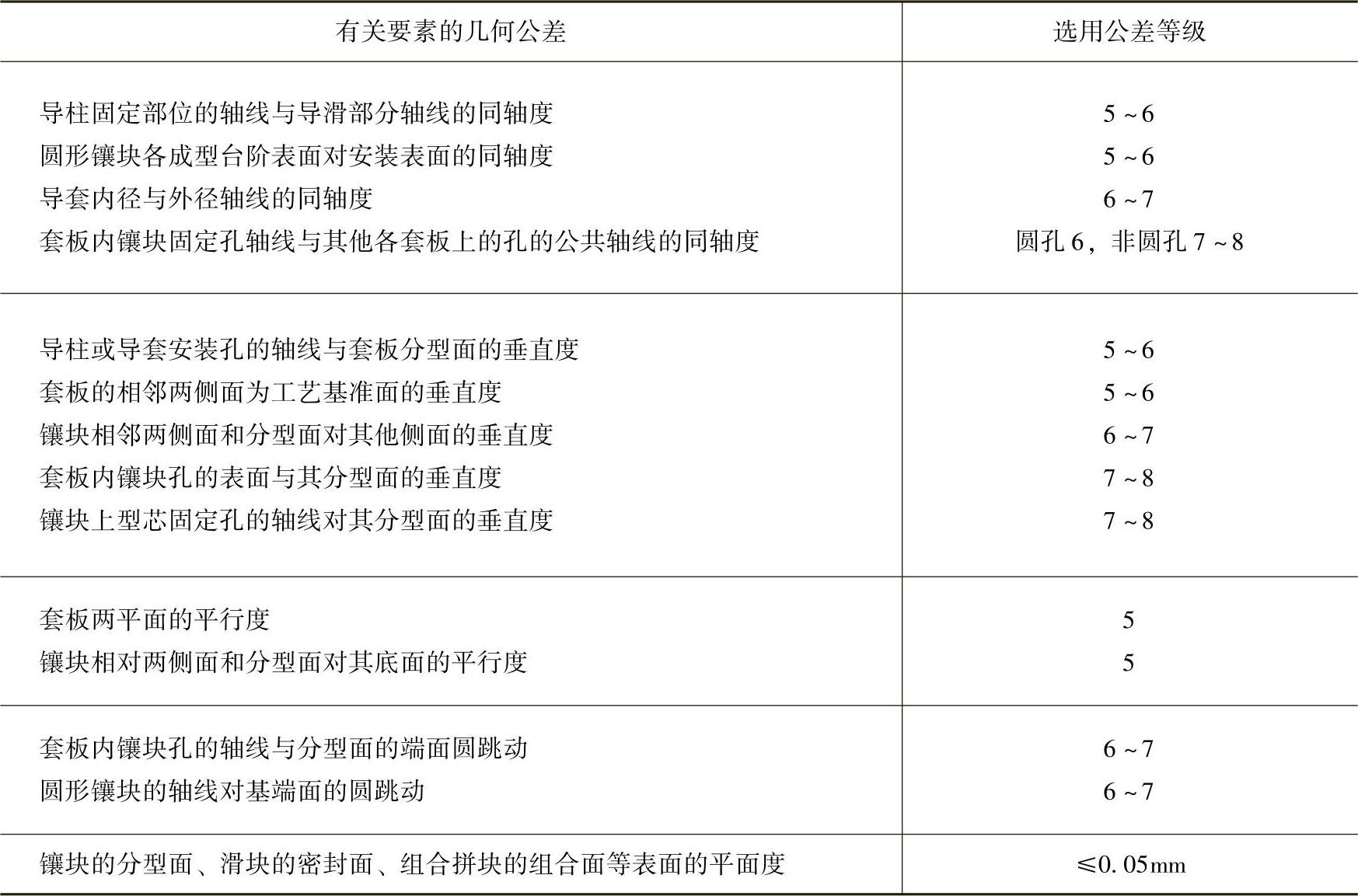
注:图样中未标注的几何公差,应符合GB/T 1184—1996《形状和位置公差 未注公差值》。
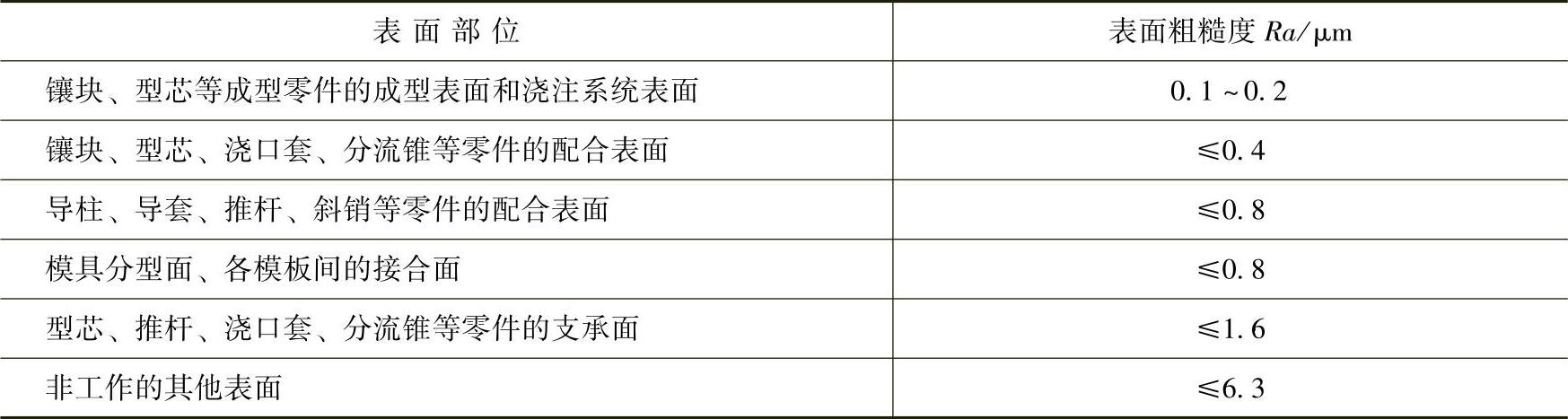
压铸模零件的表面粗糙度,既影响压铸件的表面质量,又影响模具的使用、磨损和寿命,应按零件的工作需要选取。其适宜的表面粗糙度见表3-28。
表3-28 压铸模的表面粗糙度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。