



压铸模结构中构成型腔以形成压铸件形状的零件称为成型零件。一般情况下,浇注系统、溢流与排气系统也在成型零件上加工而成。这些零件直接与金属液接触,承受高速金属液流的冲刷和高温、高压的作用。成型零件的质量决定了压铸件的精度和质量,也决定了模具的寿命。压铸模的成型零件主要是指镶块和型芯。成型零件的结构形式可分为整体式结构和镶拼式结构两种。
1.结构设计
(1)成型零件的结构形式
1)整体式结构。成型部分的型腔直接在模板上加工而成,如图3-28所示。整体式结构的强度高、刚性好;与镶拼式结构相比,压铸件表面光滑平整,减少了模具的装配工作量,缩小了模具外形尺寸;易于设置冷却水道,适用于小型单腔的简单模具,而在生产精度要求不高和低熔点合金压铸件的模具,以及生产批量小,可不需进行热处理的模具中一般较少采用。
2)镶拼式结构。成型部分的型腔和型芯由镶块镶拼而成。镶块装入模具的套板内加以固定,构成动(定)模型腔,如图3-29所示。成型零件采用镶拼结构的特点是能够合理地使用模具钢,降低成本;有利于易损件的更换和修理;拼合处的适当间隙有利于型腔排气。对于复杂的成型表面可用机械加工代替钳工操作,以简化加工工艺,提高模具制造质量,容易满足组合镶块成型部位的精度要求。过多的镶块拼合面则会增加装配时的困难,且难以满足较高的组合尺寸精度。镶拼处的缝隙易产生飞边,既影响模具使用寿命,又会增加铸件去除飞边的工作量。镶拼式结构适用于型腔较深或较大型的模具,以及多型腔模具和成型面比较复杂的模具。
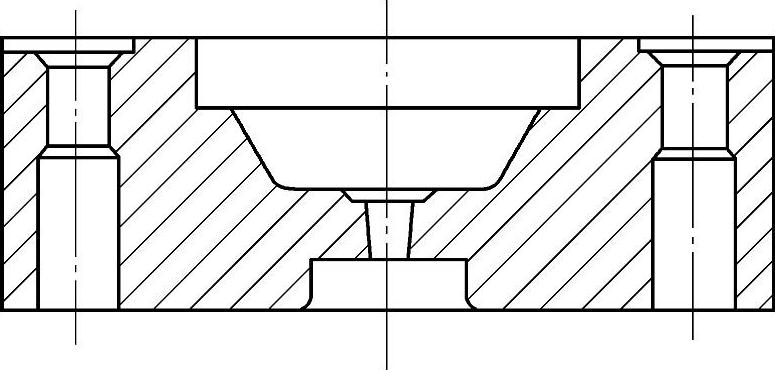
图3-28 整体式结构

图3-29 镶拼式结构
a)整体镶块式 b)组合镶块式 1—定模套板 2—定模座板 3—导套 4—浇口套 5—组合镶块 6—整体镶块 7—浇道镶块
随着微型计算机控制的电火花加工、线切割加工等先进的加工工艺在模具加工工业中的应用,除了为满足压铸工艺要求,如排除深腔内的气体或为了易损部分便于更换而采用组合镶块外,应尽可能地采用整体镶块。
(2)镶块的固定形式 镶块固定时不仅必须保持与相关的构件有足够的稳定性,还要求便于加工和装卸。镶块一般均安装在套板内,其安装形式分为不通孔和通孔两种。
对不通孔的套板,结构简单、强度较高;镶块用螺钉和套板直接紧固,不用座板或支承板,可以节约钢材、减轻模具质量。当动、定模均为不通孔时,尤其对于一模多腔的模具要保持动、定模镶块安装孔的同轴度,以及深度尺寸全部一致比较困难,如图3-30所示。
对通孔的套板,用台阶固定或用螺钉和座板紧固,在动、定模上镶块的安装孔其形状和大小都应该一致,便于组合加工,容易保证同轴度。如图3-31所示,为通孔台阶式,用于型腔较深的或一模多腔的模具,以及对于狭小的镶块不便使用螺钉紧固的模具。图3-32所示为通孔套板无台阶式,用于镶块与支承板(或座板)直接用螺钉紧固的情况。
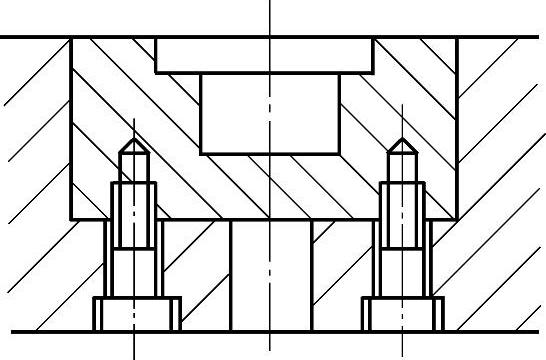
图3-30 不通孔套板镶块的固定形式
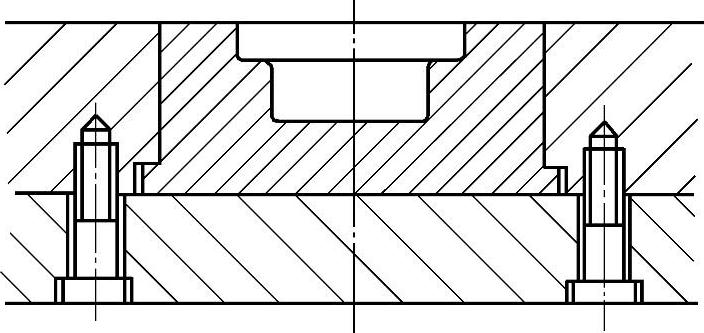
图3-31 通孔套板台阶固定式
(3)型芯的固定形式 型芯固定时必须保持与相关构件之间有足够的强度和稳定性,且应便于机械加工和装卸,在金属液的冲击下或压铸件卸除包紧力时不发生位移、弹性变形和弯曲断裂现象。型芯普遍采用台阶式固定方式。型芯靠台阶的支承固定在镶块、滑块或动模套板内,制造和装配比较简便,应用广泛。另外,台阶用座板压紧后,适用于卸料板结构模具中的活动型芯的使用,如图3-33所示。

图3-32 通孔套板无台阶式
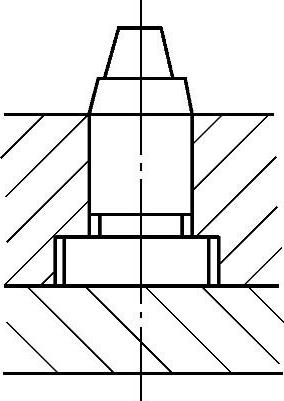
图3-33 型芯固定形式
2.主要尺寸计算
(1)镶块的主要尺寸
1)镶块壁厚尺寸推荐值见表3-11。
表3-11 镶块壁厚尺寸推荐值
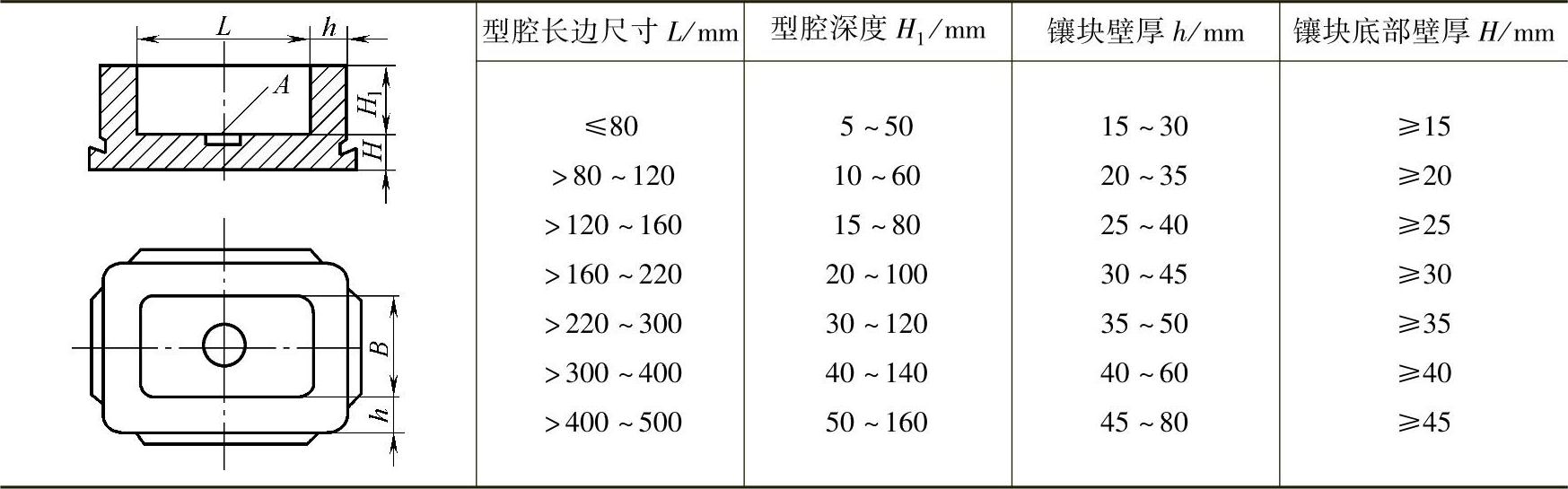
注:1.型腔长边尺寸L和深度H1是指整个型腔侧面的大部分面积,对局部较小的凹坑A,在查表时不应计算在型腔尺寸范围内。
2.镶块壁厚h与型腔的侧面积(LH1)成正比,凡深度H1较大、几何形状复杂易变形的,h应取较大值。
3.镶块底部壁厚H与型腔底部投影面积和深度H1成正比,当型腔短边尺寸B<L/3时,表中H值应适当减小。
4.当套板中的镶块的安装孔为通孔结构时,深度H1较小的型腔应保持镶块高度与套板厚度一致,H值可相应增加,不受限制。
5.在镶块内设有水冷或电加热装置时,其壁厚根据实际需要,可适当增加。
2)整体镶块台阶尺寸推荐值见表3-12。
表3-12 整体镶块台阶尺寸推荐值

注:1.根据受力状态台阶可设在四侧或长边两侧。
2.组合镶块的台阶尺寸H和C,根据需要可选取表内尺寸系列。如在同一套板安装孔内组合镶块,其公称尺寸L则指装配后全部组合镶块的总外形尺寸。
3.对薄片状的组合镶块,为提高强度,可取H≥15mm,但不应大于套板高度的1/3。
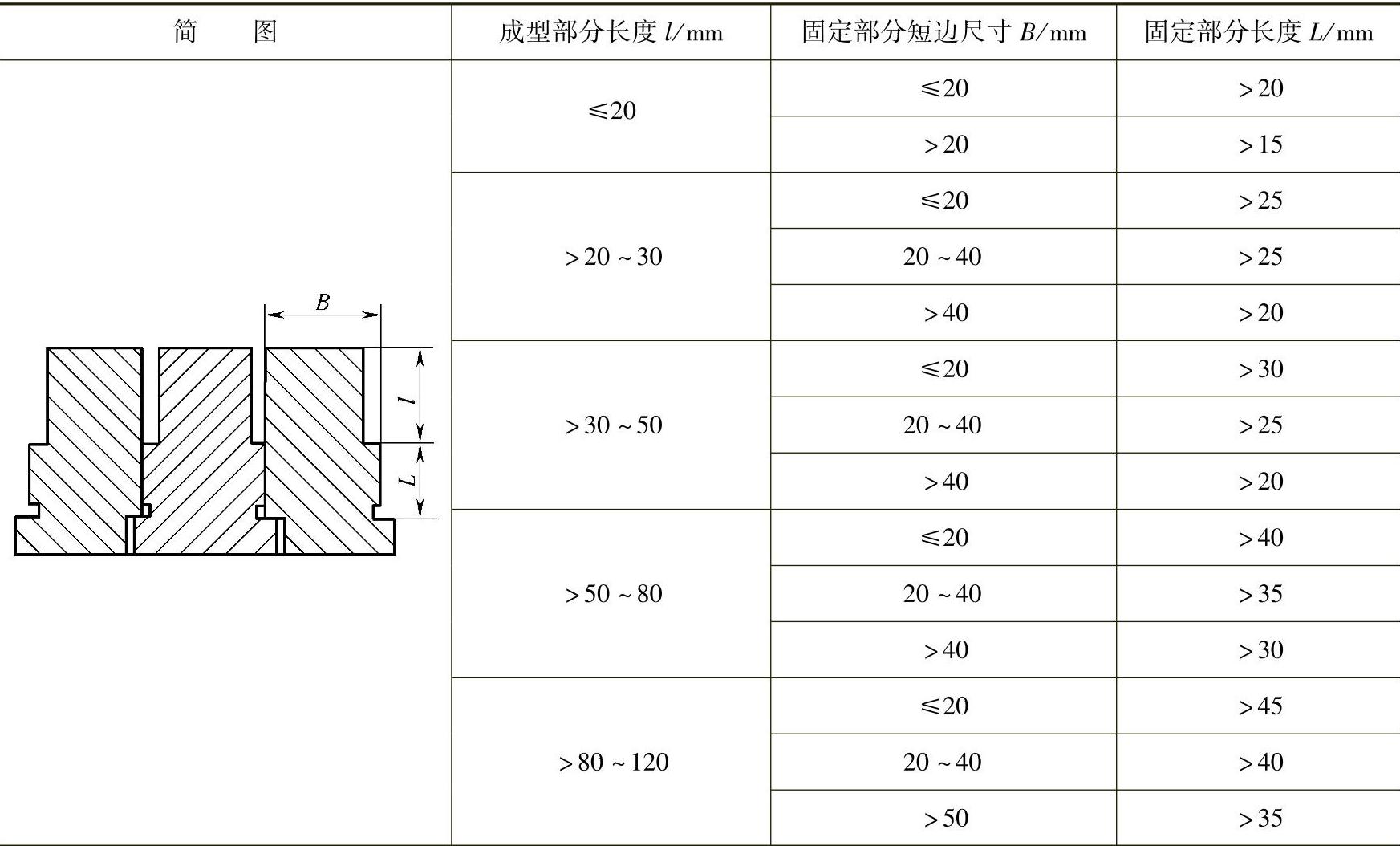
3)组合式成型镶块固定部分长度推荐值见表3-13。
表3-13 组合式成型镶块固定部分长度推荐值
(2)圆型芯的主要尺寸 圆型芯的主要尺寸推荐值见表3-14。
表3-14 圆型芯的主要尺寸推荐值

(续)

注:1.为了便于应用标准工具加工孔径d0,公称尺寸应取整数或取标准铰刀的尺寸规格。
2.为了防止卸料板机构中的型芯表面与相应配合件的孔之间的擦伤,应使d0>d。
3.d和d0两段不同直径的交界处采用圆角或45°倒角过渡。
4.配合段长度L的具体数值,可按成型部分长度l选定,如l段较长[l≥(2~3)d]的型芯,L值应取较大值。
(3)压铸件的收缩率
1)实际收缩率。压铸件的实际收缩率φP是指室温时模具的成型尺寸减去压铸件的实际尺寸后与模具的成型尺寸之比,即

式中 Am——室温下模具的成型尺寸(mm);
AP——室温下压铸件的实际尺寸(mm)。
2)计算收缩率。设计模具时,计算成型零件所采用的收缩率为计算收缩率φ,它包括压铸件收缩值和成型零件从室温到工作温度时的体积膨胀值,计算收缩率的公式为(https://www.xing528.com)

式中 A′——通过计算的模具成型零件尺寸(mm);
A——压铸件的公称尺寸(mm)。
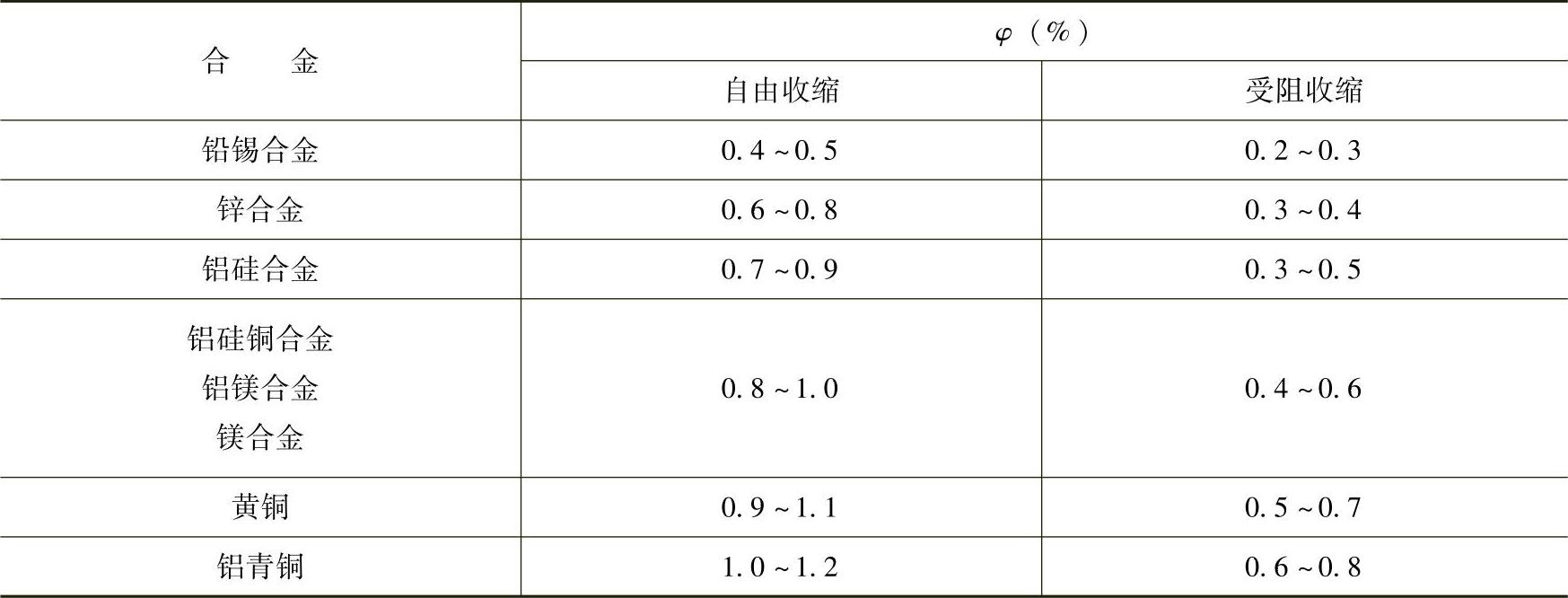
几种常用压铸合金的计算收缩率见表3-15。
表3-15 几种常用压铸合金的计算收缩率
3)收缩率的确定。压铸件的收缩率应根据压铸件结构特点、收缩受阻条件、收缩方向、压铸件壁厚、合金成分及有关工艺因素等确定,如:
①压铸件结构复杂、型芯多、收缩受阻大时,收缩率较小;反之,收缩率较大。
②薄壁压铸件收缩率小,厚壁压铸件收缩率大。
③压铸件脱模温度越高,压铸件与室温的温差越大,则收缩率也大。
④压铸件收缩率受模具型腔温度不均匀的影响,靠近浇口处型腔温度较高,收缩率较大;远离浇口处型腔温度较低,收缩率较小。
(4)模具成型尺寸计算 计算型腔尺寸的目的是为了保证压铸件的尺寸精度。但影响尺寸精度的因素很多,而且有些因素随时在变化,所以要精确计算型腔尺寸是困难的,一般都是采取调整主要因素上、下极限偏差的方法来决定型腔尺寸的。
1)成型尺寸的分类及尺寸计算的要点。成型尺寸主要可分为:型腔尺寸(包括型腔深度尺寸)、型芯尺寸(包括型芯高度尺寸)、成型部分的中心距离和位置尺寸等。各类成型尺寸的计算要点如下:
①型腔磨损后尺寸增大。在计算型腔尺寸时,应保持压铸件外形尺寸接近下极限尺寸。
②型芯磨损后尺寸减小。在计算型芯尺寸时,应保持压铸件内形尺寸接近上极限尺寸。
③两个型芯或型腔之间的距离和位置尺寸与磨损量无关,应保持压铸件尺寸接近上、下两个极限尺寸的平均值。
④凡有脱模斜度的各类成型尺寸,对无加工余量的压铸件,应保证压铸件在装配时互不妨碍,对留有加工余量的压铸件,应保证加工时有足够的加工余量。
2)模具成型尺寸的计算公式。
①型腔尺寸(图3-34)的计算公式如下

式中 D′、H′——型腔尺寸或型腔深度尺寸(mm);
D、H——压铸件外形的上极限尺寸(mm);
φ——压铸件计算收缩率(%);
Δ——压铸件公称尺寸的偏差(mm);
Δ′——成型部分公称尺寸的制造偏差(mm);
0.7Δ——尺寸补偿和磨损系数计算值(mm)。
②型芯尺寸(图3-35)的计算公式如下

式中 d′、h′——型芯尺寸或型芯高度尺寸(mm);
d、h——压铸件内形的下极限尺寸(mm);
φ——压铸件的计算收缩率(%);
Δ——压铸件公称尺寸的偏差(mm);
Δ′——成型部分公称尺寸的制造偏差(mm);
0.7Δ——尺寸补偿和磨损系数计算值(mm)。
③中心距离、位置尺寸(图3-36)的计算公式如下
L′±Δ′=(L+Lφ)±Δ′(3-18)
式中 L′——成型部分的中心距离、位置的平均尺寸(mm);
L——压铸件中心距离、位置的平均尺寸(mm);
φ——压铸件的计算收缩率(%);
Δ′——成型部分中心距离、位置尺寸的制造偏差(mm)。
图3-36中,Δ为压铸件中心距离、位置尺寸的偏差。
型腔和型芯尺寸的制造偏差Δ′按下列规定选取:
①当压铸件尺寸公差等级为IT11~IT13时,Δ′=Δ15。
②当压铸件尺寸公差等级为IT14~IT16时,Δ′=Δ14。
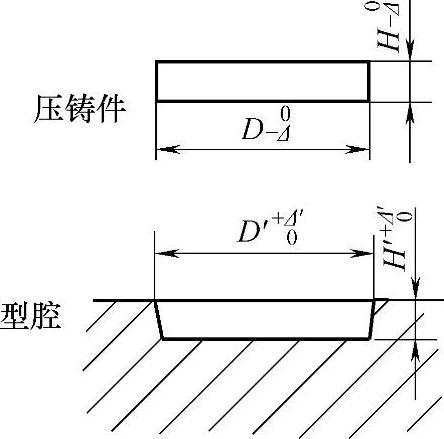
图3-34 型腔尺寸计算图
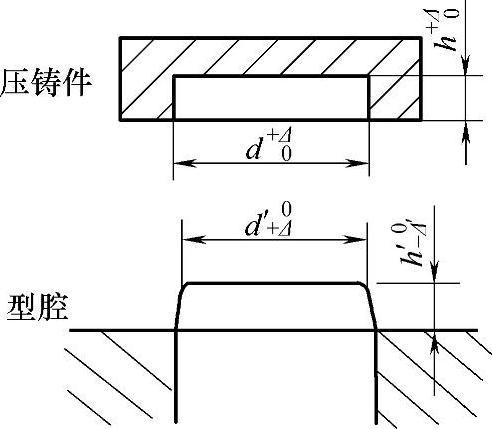
图3-35 型芯尺寸计算图
中心距离、位置尺寸的制造偏差Δ′按下列规定选取:
①当压铸件尺寸公差等级为IT11~IT14时,Δ′=Δ15。
②当压铸件尺寸公差等级为IT15~IT16时,Δ′=Δ14。
压铸件的尺寸偏差Δ和模具成型部分尺寸的制造偏差Δ′的正负符号,由压铸件和模具在加工和使用过程中的尺寸变化趋向而定。当零件在机械加工过程中按图样设计基准推算,尺寸趋向增大时,偏差符号为“+”;尺寸趋向于减小时,偏差符号为“-”;尺寸变化趋向稳定的如中心距离,位置尺寸的偏差符号为“±”。
在应用式(3-14)~式(3-18)时,应注意Δ和Δ′的“+”或“-”符号,必须随偏差值一起代入公式。
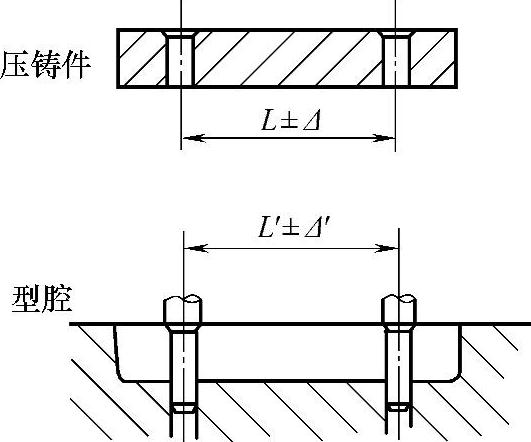
图3-36 中心距离、位置尺寸计算
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。