



1.树脂基复合材料与金属之间焊接的加热焊
在航空、航天工业中常常会遇到树脂基复合材料与金属(如铝合金或钛合金)之间的焊接,常用的焊接方法为加热焊。通过适当的方式将树脂基复合材料加热到一定的温度,使其具有较大的粘度,然后以一定的压力压到金属上,使之结合。
2.树脂基复合材料与金属之间的焊接的举例
Cf/PEEK(碳纤维增强聚醚醚酮复合材料)与7075-T6铝合金之间的焊接可利用电阻加热焊。PEEK是一种半结晶性热塑性树脂基材料,它具有较高的耐热性、抗化学腐蚀性、阻燃性、优异的抗蠕变性和耐动态疲劳性,是高性能复合材料的热塑性树脂基体。Cf/PEEK具有较高的强度和刚度,是用于航空、航天的高性能热塑性树脂基复合材料,如用来制造直升机的尾翼等。7075-T6铝合金属于Al-Zn-Mg-Cu合金,是航空、航天工业中的重要合金。因此Cf/PEEK(碳纤维增强聚醚醚酮复合材料)与7075-T6铝合金的焊接意义重大。
(1)焊接工艺 图4-2给出了Cf/PEEK与铝合金的电阻焊接头结构,图4-3为电阻加热焊搭接接头的形貌。其焊接工艺如下:
1)采用厚0.18mm的304不锈钢网作为电阻加热元件,将该网固结在S2玻璃纤维/PEEK预浸料中,以提高接头强度。
2)将电阻加热元件放置在Cf/PEEK与7075-T6铝合金的搭接接头的连接面之间。两层PEEK/S2作为预浸料不锈钢网的托架,并使网与7075-T6铝合金之间绝缘。另外,在加热元件的两侧放置厚0.13mm的PEEK薄膜,以改善树脂的润湿和结合。(https://www.xing528.com)
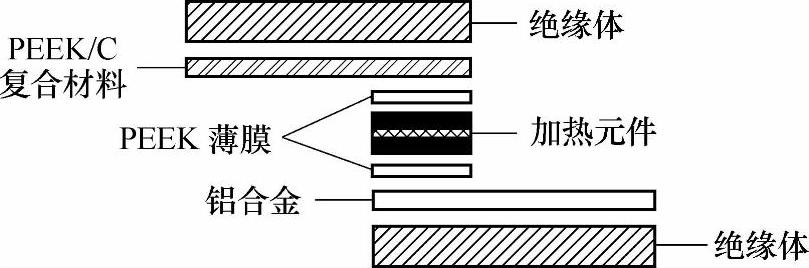
图4-2 Cf/PEEK与铝合金的电阻焊接头结构
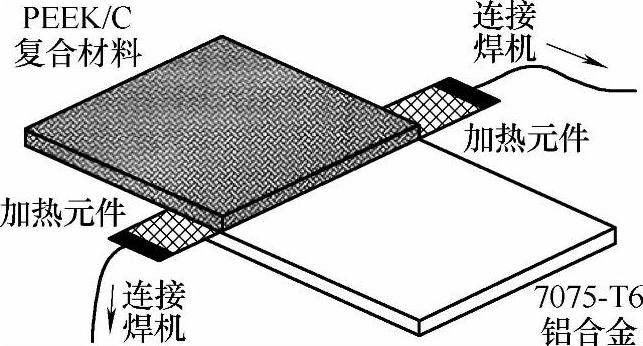
图4-3 电阻加热焊搭接接头
3)焊接参数:功率kW/m2,焊接压力1.034MPa,焊接加热时间60s。
(2)接头性能 采用上述焊接工艺焊接的Cf/PEEK与7075-T6铝合金的搭接接头,其抗剪强度为17.7~19.9 MPa,大部分接头断在结合界面上,甚至断在加热元件上。加热时间和焊接压力对于接头强度有明显的影响:当加热时间降为50s时,接头抗剪强度降为6.2~8.9 MPa,接头出现一些孔洞;当焊接压力降为0.690MPa时,接头抗剪强度极低为0~2.6 MPa,这时接头全部断在结合界面上,接头存在大量的孔洞,这可能是由于压力太小结合区空气排不出的缘故。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。