



(1)材料
1)石英纤维增强氧化硅基复合材料。陶瓷材料是采用QFSC编织结构的石英纤维增强氧化硅基复合材料。
2)因瓦(Invar)合金。因瓦(Invar)合金为铁-镍合金或铁-镍-钴合金,其能够在很宽温度范围内保持长度不变。
3)活性胶体。活性胶体为由液态改性环氧树脂和作为活性元素源的高纯度TH2粉(粒度50μm)以体积分数1∶1的比例混合而成,其热解曲线如图3-24所示,可知达到500℃就可以完全热解。其热解残留物主要是碳微粒。
4)钎料。采用厚度100μm的Ag-Cu共晶成分的薄片作为钎料。
(2)钎焊工艺 采用砂布对母材和钎料进行研磨,然后在丙酮中用超声波清洗,用纯酒精风化干燥。将厚度100μm的Ag-Cu共晶成分的薄片作为钎料,以纯Cu作为应力缓冲中间层,装配成QFSC/活性胶/Ag-Cu钎料/Cu/因瓦(Invar)合金在真空炉中进行钎焊:钎焊温度800~950℃,保温时间15min。先以20℃/min的加热速度加热到700℃保温10min,再以10℃/min的加热速度加热到焊接温度;冷却时,以5℃/min的速度降低到室温。
(3)界面组织 图3-25是QFSC与因瓦(Invar)合金的胶接辅助真空钎焊接头的界面组织形貌(焊接条件:焊接温度900℃,保温时间15min)。在加热过程中TH2分解的高纯度钛与环氧树脂热解的碳及石英纤维将发生如下反应:
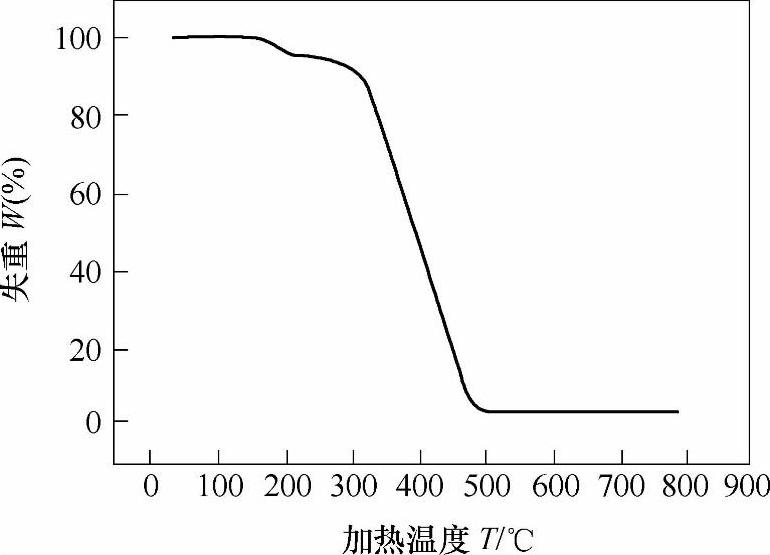
图3-24 试验用树脂的热解曲线

图3-25 QFSC与因瓦(Invar)合金的胶接辅助真空钎焊接头界面组织(900℃,15min)
在900℃下的反应自由能为(https://www.xing528.com)
G1=-171.36kJ/mol
2Ti+SiO2=2TiO+Si (3-5)
在900℃下的反应自由能为
G2=-162.62kJ/mol
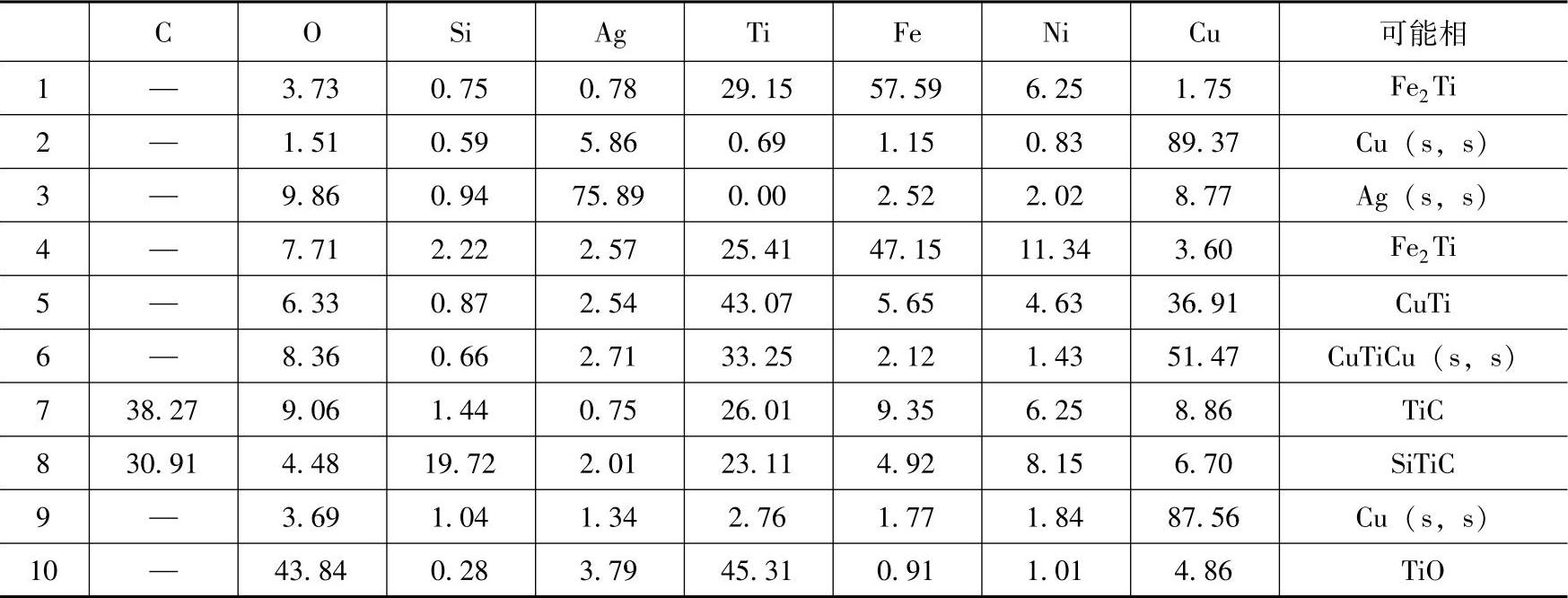
从图3-25a中可以看到,接头连接致密。表3-19为界面反应层的分析结果,与图3-25相对应,接头可分为10层,它们的产物主要为Fe2Ti、Cu固溶体、Ag固溶体、Fe2Ti、CuTi、CuTi+Cu固溶体、TiC、Si+TiC、Cu固溶体、TiO。在因瓦合金与钎料的界面上反应形成了Fe2Ti,在带活性胶体的QFSC与钎料的界面上形成了Si+TiC+TiO+Cu固溶体。根据以上分析,在石英纤维增强氧化硅基复合材料与因瓦(Invar)合金的胶接辅助真空钎焊的接头区的组织为QFSC/TiO+Si+TiC+Cu固溶体/CuTi+Cu固溶体+Ag固溶体/Cu固溶体+Ag固溶体+Fe2Ti/因瓦合金。
表3-19 界面反应层各区元素组成 (原子分数,%)
(4)接头力学性能 图3-26给出了胶接辅助钎焊和镀镍表面改性钎焊QFSC与因瓦合金的接头抗剪强度与钎焊温度的关系曲线。可以看到,胶接辅助钎焊比镀镍表面改性钎焊QFSC与因瓦合金的接头抗剪强度都高,前者的最高强度是在钎焊温度850℃、保温时间15min的条件下,其抗剪强度达到44MPa;后者的最高强度是在钎焊温度830℃、保温时间10min的条件下,其抗剪强度达到29MPa。这可能是由于:活性胶的表面活化作用促进了钎料在活性胶覆盖区QFSC复合材料的润湿和铺展,在QFSC外围形成了金属增强层;活性金属与QFSC的石英纤维发生反应,使得QFSC表面达到牢固的连接;在接头界面上产生的TiO、FeTi、CuTi等化合物和Cu固溶体、Ag固溶体起到缓冲应力作用。

图3-26 胶接辅助钎焊和镀镍表面改性钎焊QFSC与因瓦合金的接头抗剪强度与钎焊温度的关系曲线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。