



(1)材料
1)石英纤维复合材料。将多层石英纤维布料层叠起来,浸入硅溶胶中,经过一定的温度进行烧结。然后经过化学镀镍工艺,在其表面包覆一层厚度约为10μm的镍层使其平行于纤维方向的抗剪强度从镀镍前的11MPa提高到17MPa,镀镍后QFSC截面的SEM图如图3-19所示。
2)因瓦合金。因瓦合金为镍-铁合金(质量分数36镍-63.8铁-0.2碳)或镍-铁-钴合金(质量分数29~40镍-50~70铁-<15钴或31.5镍-63.5铁-5钴)。此处所用的因瓦合金的化学成分为镍-铁合金(质量分数36镍-63.8铁-0.2碳)。
3)钎料。采用厚度100μm的Ag-Cu共晶成分的薄片作为钎料。
(2)钎焊工艺 采用砂布对母材和钎料进行研磨,然后在丙酮中用超声波清洗。将厚度100μm的Ag-Cu共晶成分的薄片作为钎料在真空炉中进行带镀镍层的石英纤维复合材料与因瓦(Invar)合金进行钎焊,其焊接参数在图3-20中给出:钎焊温度800~840℃,保温时间10min,钎焊压力0.1MPa。抗剪强度测定如图3-21所示。
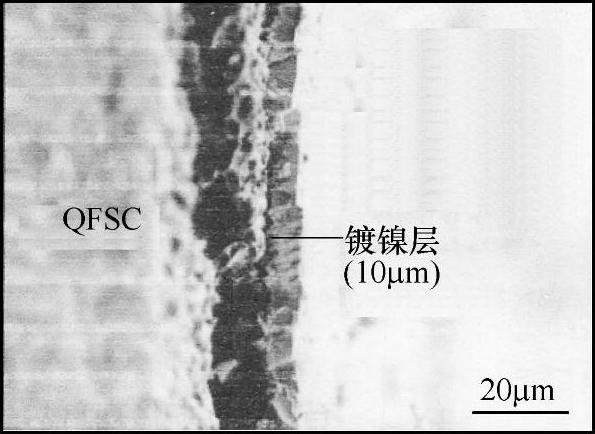
图3-19 镀镍后QFSC截面的SEM图
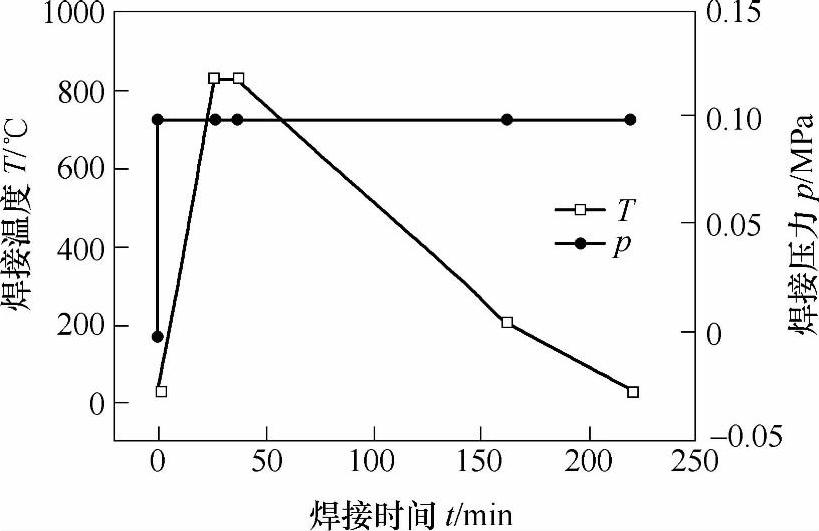
图3-20 镀镍QFSC与因瓦合金真空钎焊工艺曲线
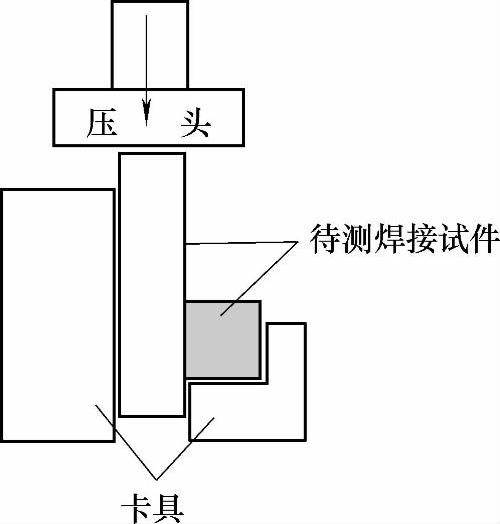
图3-21 接头抗剪强度测定示意图(https://www.xing528.com)
(3)接头抗剪强度 不同钎焊条件的接头抗剪强度分别为:800℃×10min×0.1MPa,(19.8~22.9)/21.6;830℃×10min×0.1MPa,(26.4~34.9)/29.5;840℃×10min×0.1MPa,(19.4~23.0)/20.8。从接头抗剪强度来看,超过了石英纤维复合材料(11MPa)和镀镍层的石英纤维复合材料(17MPa),而且钎焊温度为830℃时强度最高。
(4)钎焊接头组织 图3-22给出了830℃×10min×0.1MPa的QFSC/Ag-Cu/因瓦合金钎焊接头的SEM图。表3-18给出了钎焊接头界面各区的元素组成,表中也给出了可能的组织相。
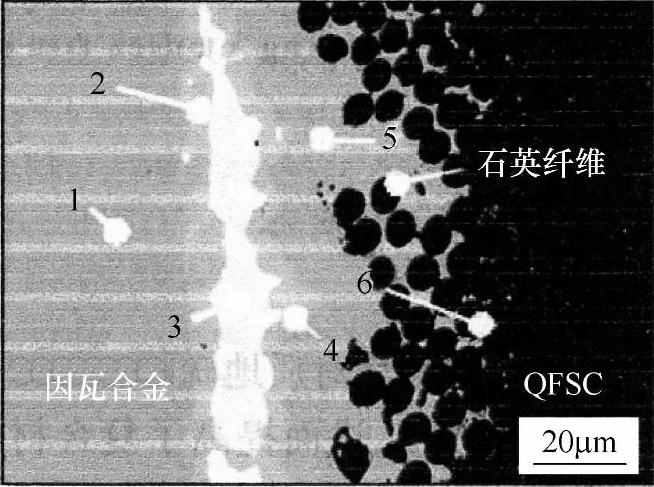
图3-22 830℃×10min×0.1MPa的QFSC/Ag-Cu/因瓦合金钎焊接头的SEM图
表3-18 钎焊接头界面各区的元素组成 (原子分数,%)
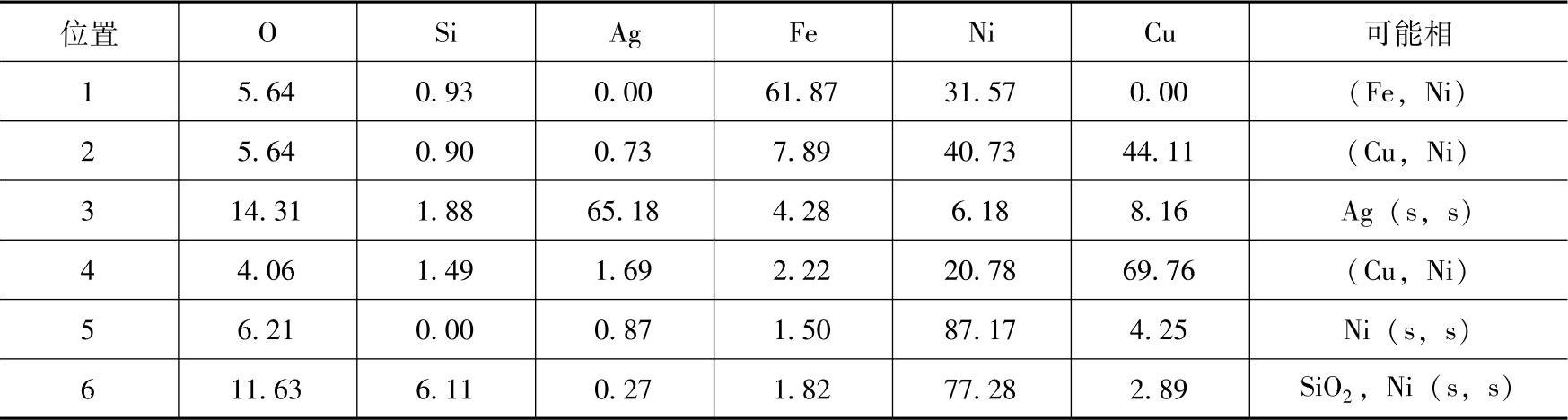
从图3-22可以看出,接头结构致密,抗剪强度较高,远远超过母材。由于Ag比Cu的扩散能力强,Ag-Ni溶解度很小,而Cu-Ni又是无限溶解,因此,Cu溶入因瓦合金母材中(如区域2),而钎料剩下Ag,成为Ag的固溶体(如区域3),在镀镍层中,也同样有Cu-Ni相的出现。这是因为在焊接加热过程中,由于Ag-Cu钎料被加热到熔化状态,在压力作用下,液态钎料与因瓦合金和QFSC的镀镍层发生作用,其中的Cu向两侧的Ni中扩散;QF-SC的镀镍层中的镍也向两侧扩散,从而逐渐向石英纤维束的空隙渗透,形成致密的接头。在随后的冷却过程中,液态钎料凝固,渗透到石英纤维束空隙中的镍起到钉扎作用,对纤维束包覆和增强,最终形成了致密的接头。图3-23为这一界面反应的示意图。
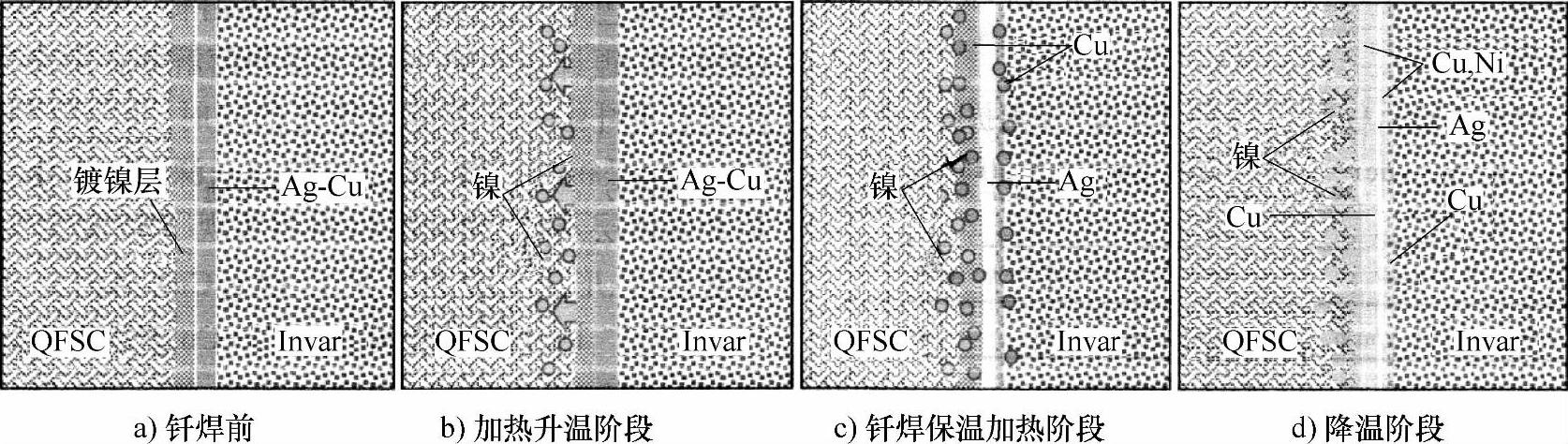
图3-23 界面反应的示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。