



碳/碳复合材料与LAS玻璃陶瓷(Li2CO3-Al2O3-SiO2)都是性能优越的高温材料,但二者各有所长:碳/碳复合材料具有密度小(试验用碳/碳复合材料密度为1.65g/cm3),比强度高,高温强度好,抗热震性能好,高温强度可保持率高等特点;LAS玻璃陶瓷具有低热膨胀系数、耐热冲击等优良的热力学性能。但由于LAS玻璃陶瓷的低强度和高脆性,在受到外压的情况下会发生断裂。故将碳/碳复合材料与LAS玻璃陶瓷连接起来,就提高了材料的承载能力,降低工件的密度,从而可以成为高温下高承载、低密度的复合结构。但是,它们的润湿性不好,热膨胀系数也有明显差异。
1.中间层材料及其配制
碳/碳复合材料与LAS玻璃陶瓷的扩散焊可以采用MAS玻璃和YAST玻璃作为中间层材料。
(1)MAS玻璃配制 采用MAS玻璃(MgO-Al2O3-SiO2)来焊接碳/碳复合材料与LAS玻璃陶瓷,MAS玻璃成分(质量分数)为17~20MgO-35~40Al2O3-50~55SiO2,再加5%的Be2O3和TiO3,玻璃配好后,放入刚玉坩埚内,在高温下熔化,淬冷。
(2)YAST玻璃配制 采用YAST玻璃来焊接碳/碳复合材料与LAS玻璃陶瓷,其成分(质量分数)为15~23Y2O3-20~30Al2O3-20~30SiO2-20~30TiO2,玻璃配好后,放入刚玉坩埚内,在高温下熔化,淬冷。
2.碳/碳复合材料改性
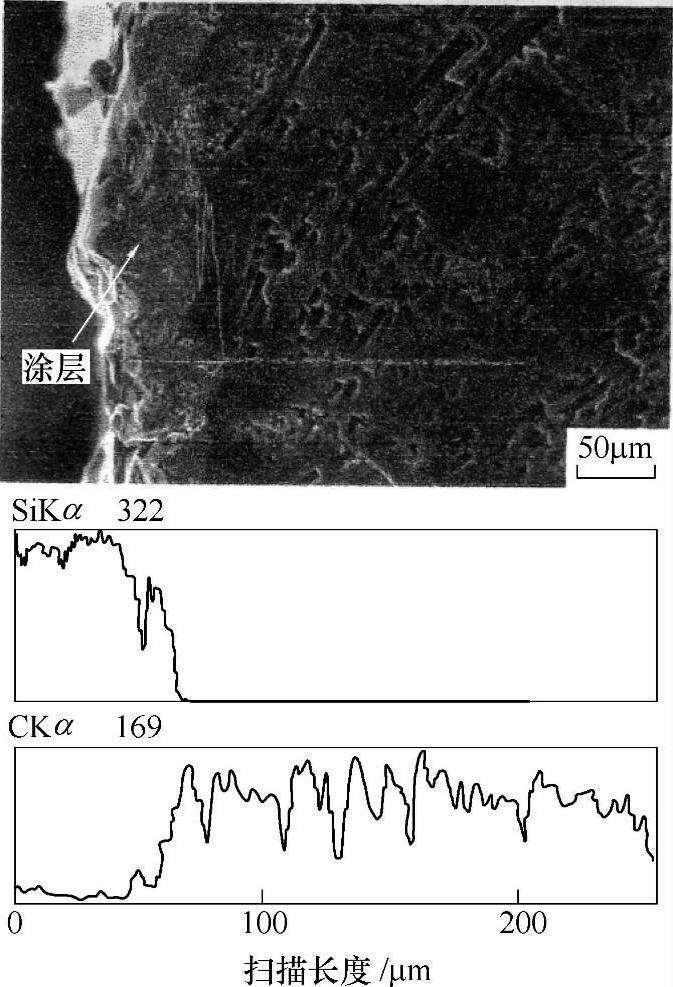
以Si、C、MoSi2等混合粉末为渗料,将碳/碳复合材料的被焊面埋入渗料中,在氩气保护下,加热到2300℃进行高温包埋处理,在碳/碳复合材料的被焊表面形成SiC-MoSi2的复相结构涂层,涂层与碳/碳复合材料的被焊表面形成紧密结合。由于在高温下渗料熔化,Si元素能够渗入碳/碳复合材料的被焊表面附近的空隙内,并与C反应生成SiC而使力学性能和化学性能增强,如图2-19所示。图中可以看出,形成约15μm厚的涂层。
3.焊接工艺
(1)采用MAS玻璃作为中间层材料 将MAS玻璃粉碎,按一定比例溶入无水乙醇溶液制成浆料,涂在改性的碳/碳复合材料的被焊表面,干燥后与LAS玻璃形成搭接接头,放入石墨模具中,在氩气保护下在热压炉中进行焊接。经过正交试验,得出最佳焊接条件为:焊接温度1200℃,焊接压力20MPa,保温时间15min。
(2)采用YAST玻璃作为中间层材料 将YAST玻璃粉碎,按一定比例溶入无水乙醇溶液制成浆料,涂在改性的碳/碳复合材料的被焊表面,干燥后与LAS玻璃形成搭接接头,放入石墨模具中,在氩气保护下在热压炉中进行焊接。选择最佳焊接条件为:焊接温度1150℃~1300℃,焊接压力20MPa,保温时间30min。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-19 SiC-MoSi2的涂层形貌和元素扫描图谱
4.接头组织和性能
(1)采用MAS玻璃作为中间层材料 在上述最佳工艺条件下,接头的抗剪强度为30MPa。在采用MAS玻璃作为中间层材料连接由SiC-MoSi2的复相改性的碳/碳复合材料与LAS玻璃陶瓷时,不同工艺条件下得到的接头界面的微观结构相似,图2-20给出了接头的显微组织和扫描图谱。从图中可以看出,在SiC-MoSi2的复相改性的碳/碳复合材料与LAS玻璃陶瓷之间仍然存在明显的MAS玻璃中间层,中间层厚度均匀,整个接头结合紧密,没有气孔和裂纹出现。从元素的线扫描图谱可以看出,在LAS玻璃陶瓷母材/MAS玻璃中间层/SiC-MoSi2之间硅元素的含量相近;镁元素在LAS玻璃陶瓷母材/MAS玻璃中间层界面富集;氧元素通过MAS玻璃中间层/SiC-MoSi2界面向SiC-MoSi2扩散。由于这些扩散和集聚,使接头强度得到提高。
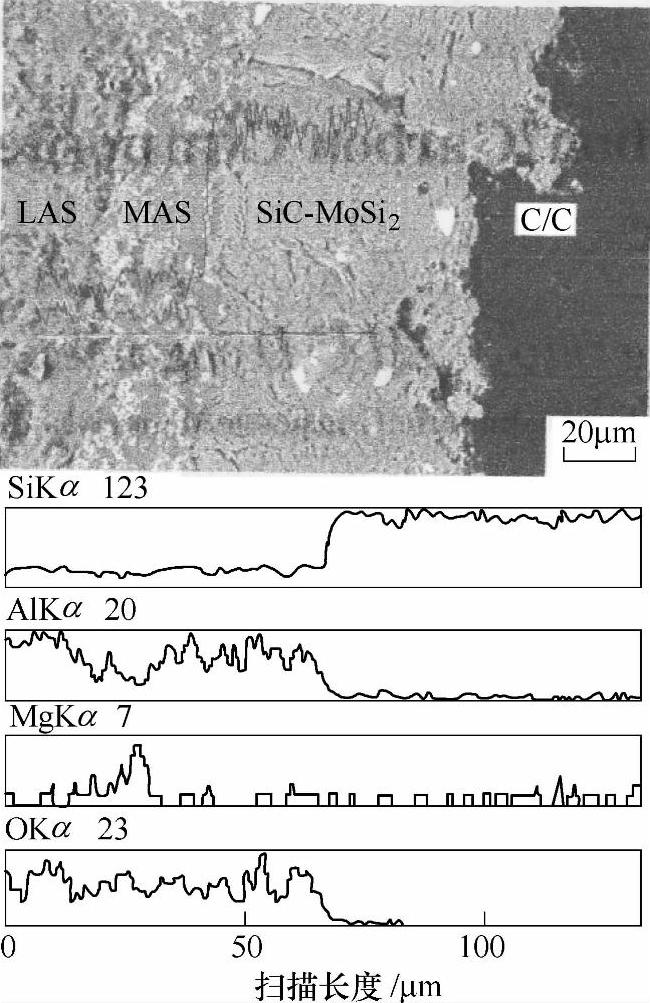
图2-20 接头的显微组织和扫描图谱
(2)采用YAST玻璃作为中间层材料 焊接温度对接头抗剪强度的影响如图2-21所示,可以看到,焊接温度为1250℃时接头抗剪强度最高,达到26.2MPa。图2-22给出了接头的显微组织,可以看到,焊接质量良好。不过,随着焊接温度的提高,其中间层厚度从100μm降低到20μm。这是由于随着焊接温度的提高,中间层材料的粘度下降,容易向LAS玻璃陶瓷渗透,形成树根状结构,与LAS玻璃陶瓷的接触面增大,其厚度下降,而接头强度提高;但是焊接温度太高,中间层流动性好,又容易流失,因此接头强度又下降。
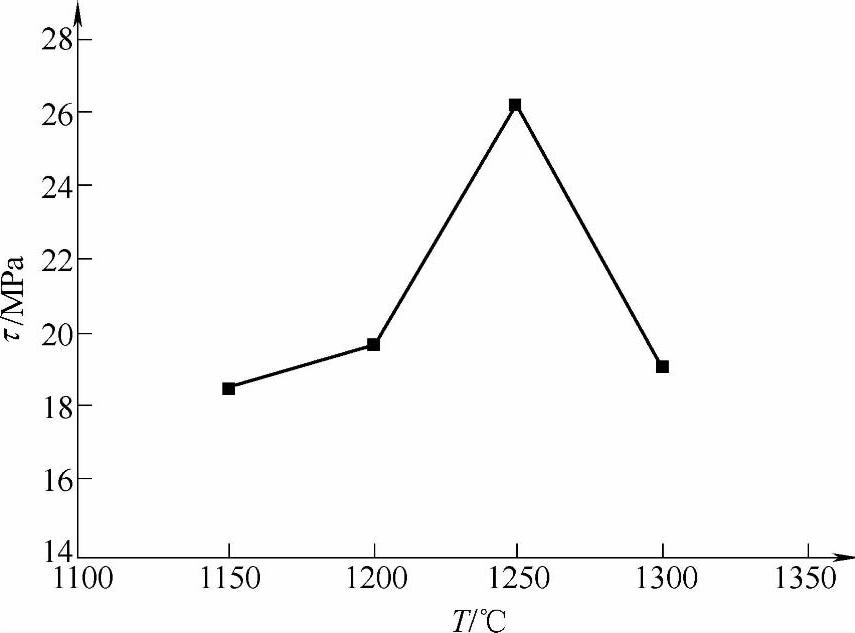
图2-21 焊接温度对接头抗剪强度的影响
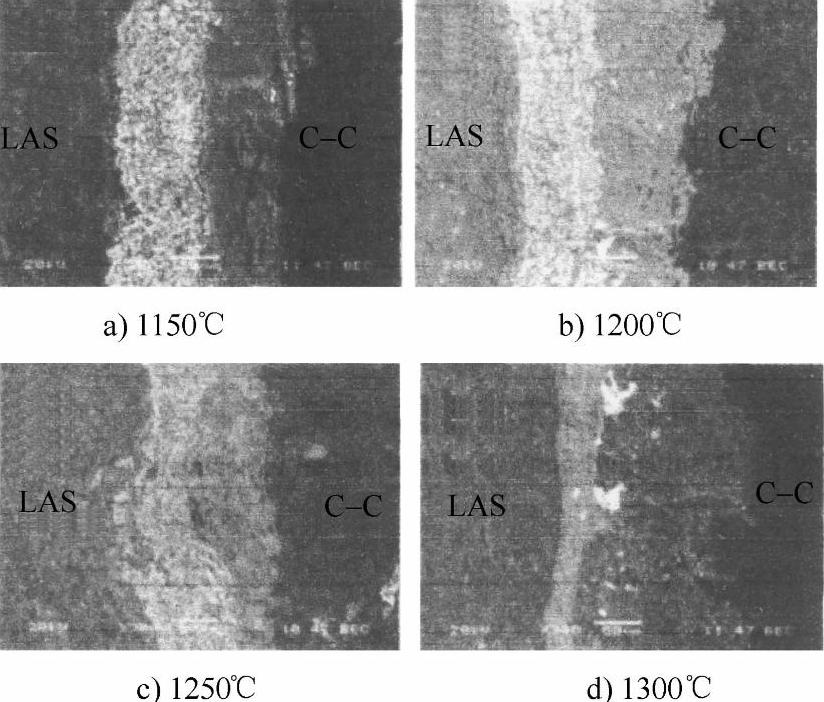
图2-22 采用YAST玻璃作为中间层材料碳/碳复合材料与LAS玻璃陶瓷的扩散焊接头显微组织
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。