



1.采用钨酚醛树脂焊接碳/碳复合材料
(1)材料
1)母材。母材为碳毡/碳复合材料,采用化学沉积法制造,密度1.75g/cm3。
2)焊接材料。采用Q-913钨酚醛树脂,其700℃的残碳率为质量分数60%,钨含量为质量分数12%。
钨粉:粒径0.071mm(200目),纯度为质量分数95%。
六次甲基四胺。
(2)焊接工艺 将钨酚醛树脂溶入无水乙醇配成质量分数50%的溶液,加入质量分数12%的六次甲基四胺作为固化剂,再分别加入与其摩尔比为0∶1、0.25∶1、0.5∶1、1∶1的钨粉,充分搅拌均匀。将其分别涂抹在碳/碳复合材料表面,晾干后放入模具中,施加10MPa的压力,在200℃下固化2h,再在1500℃高温热压炉中进行碳/碳复合材料之间的焊接。
(3)接头力学性能 采用压剪法测定室温下接头的力学性能,图2-10为其示意图。
表2-2为试样经过不同温度焊接后接头室温下的抗剪强度。从表2-2可以看到:由于酚醛树脂对碳具有良好的润湿性和黏附性,因此对于前3种碳/钨摩尔比,经过200℃焊接后,都有较高的接头强度。但是当碳/钨摩尔比达到1∶1时,因为酚醛树脂的含量太低,酚醛树脂对碳的润湿性和黏附性大大下降,因此接头强度也大大下降。
但是碳/碳复合材料的重要用途是在高温下使用,因此其高温处理后的接头强度才是重要的。从表2-2中可以看到,在经过1500°C的焊接后,其接头强度下降。这主要是由于酚醛树脂逐渐碳化,体积急剧收缩,因此接头开裂。但是加入钨粉后,降低了酚醛树脂的收缩,在1400℃时发生W+C=WC反应,从而提高了接头强度。
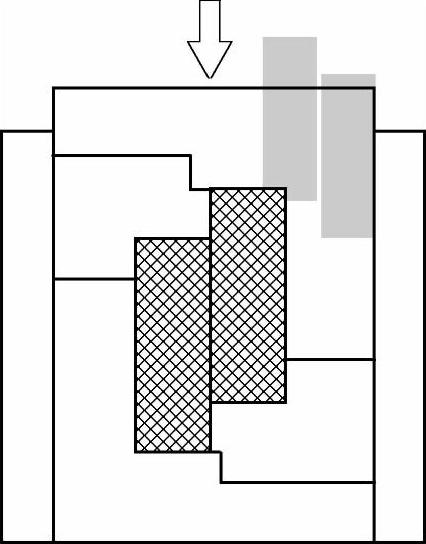
图2-10 压剪法测定室温下接头的力学性能示意图
表2-2 不同温度焊接后接头室温下的抗剪强度

(4)接头组织 图2-11给出了碳/钨摩尔比为1∶0.25时经过不同温度焊接后连接界面上的X射线衍射图,可以看到,在焊接温度为200℃时,由于温度太低,界面还没有发生反应;而在焊接温度为1500℃时,由于温度升高,界面发生了反应,形成了WC,已经不存在自由W了。
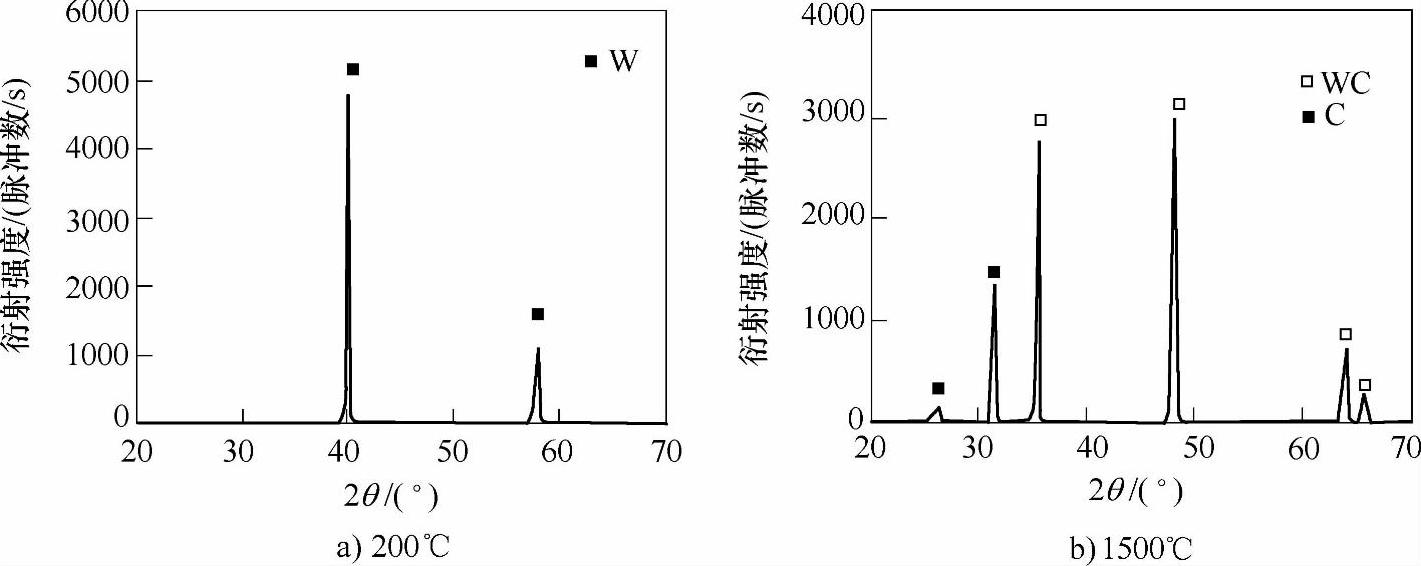
图2-11 碳/钨摩尔比为1∶0.25时经过不同温度焊接后连接界面上的X射线衍射图
图2-12为碳/钨摩尔比为1∶0.25时经过200℃焊接的试样的电镜扫描组织图,从图2-12a可以看到,接头组织致密;从图2-12b可以看到接头中钨粉颗粒尺寸均匀、分布均匀,因此力学性能较高。图2-13为碳/钨摩尔比为1∶0.25时经过1500℃再加热后接头的组织形貌,从图2-13a可以看到,由于酚醛树脂的碳化和体积收缩,接头出现了缺陷,其接头抗剪强度也从24MPa降低到16.0MPa。(https://www.xing528.com)
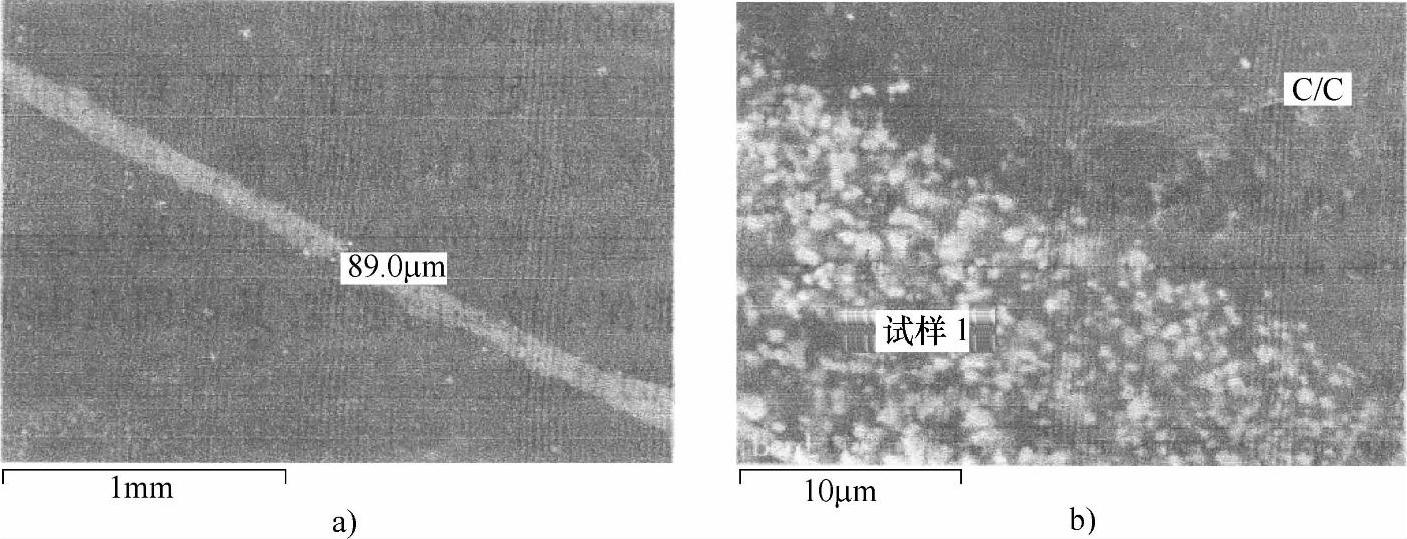
图2-12 碳/钨摩尔比为1∶0.25时经过200℃焊接的试样的电镜扫描组织图
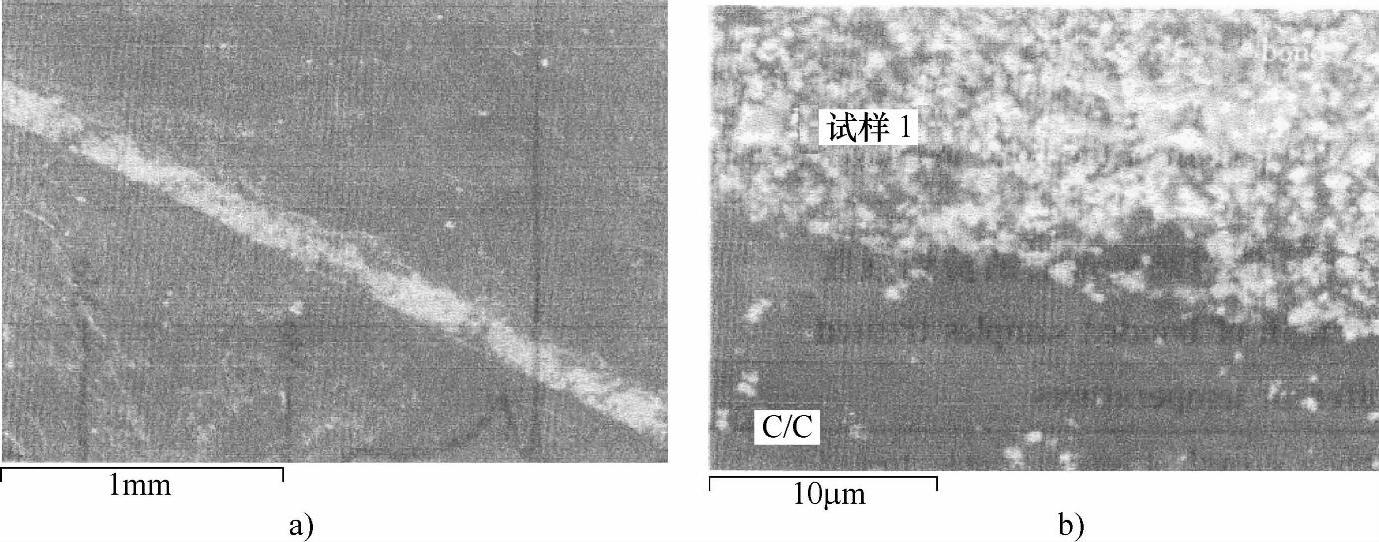
图2-13 碳/钨摩尔比为1∶0.25时经过1500℃焊接的试样的电镜扫描组织图
2.采用钼酚醛树脂焊接碳/碳复合材料
(1)材料和焊接工艺 所采用的材料和焊接工艺与上面完全一样,只是用钼代替了钨。
(2)接头力学性能 表2-3为试样经过不同温度焊接后接头室温下的抗剪强度。从表2-3可以看到:经过200℃焊接后,都有较高的接头强度。但是当碳/钼摩尔比为1∶0(即没有加钼)及1∶1时,因为前者没有加钼,接头没有强化相析出;或酚醛树脂的含量太低,酚醛树脂对碳的润湿性和黏附性大大下降,因此它们的接头强度也大大下降。
表2-3 不同温度焊接后接头室温下的抗剪强度

由于碳/碳复合材料的重要用途是在高温下使用,因此其高温处理后的接头强度才是重要的。从表2-3中可以看到,在经过1500°C的焊接后,其接头强度下降。这主要是由于酚醛树脂逐渐碳化,体积急剧收缩,因此接头开裂。但是加入钼粉后,降低了酚醛树脂的收缩,在1100℃发生2Mo+C=Mo2C反应,从而提高了接头强度。
(3)接头组织 图2-14给出了碳/钼摩尔比为1∶0.50时经过不同温度焊接后连接界面上的X射线衍射图,可以看到,在焊接温度为200℃时,由于温度太低,界面发生了Mo+C=MoC反应;而在焊接温度为1500℃时,由于温度升高,界面发生了2Mo+C=Mo2C反应,形成了Mo2C,已经不存在MoC了,但是仍然有较高的接头强度。
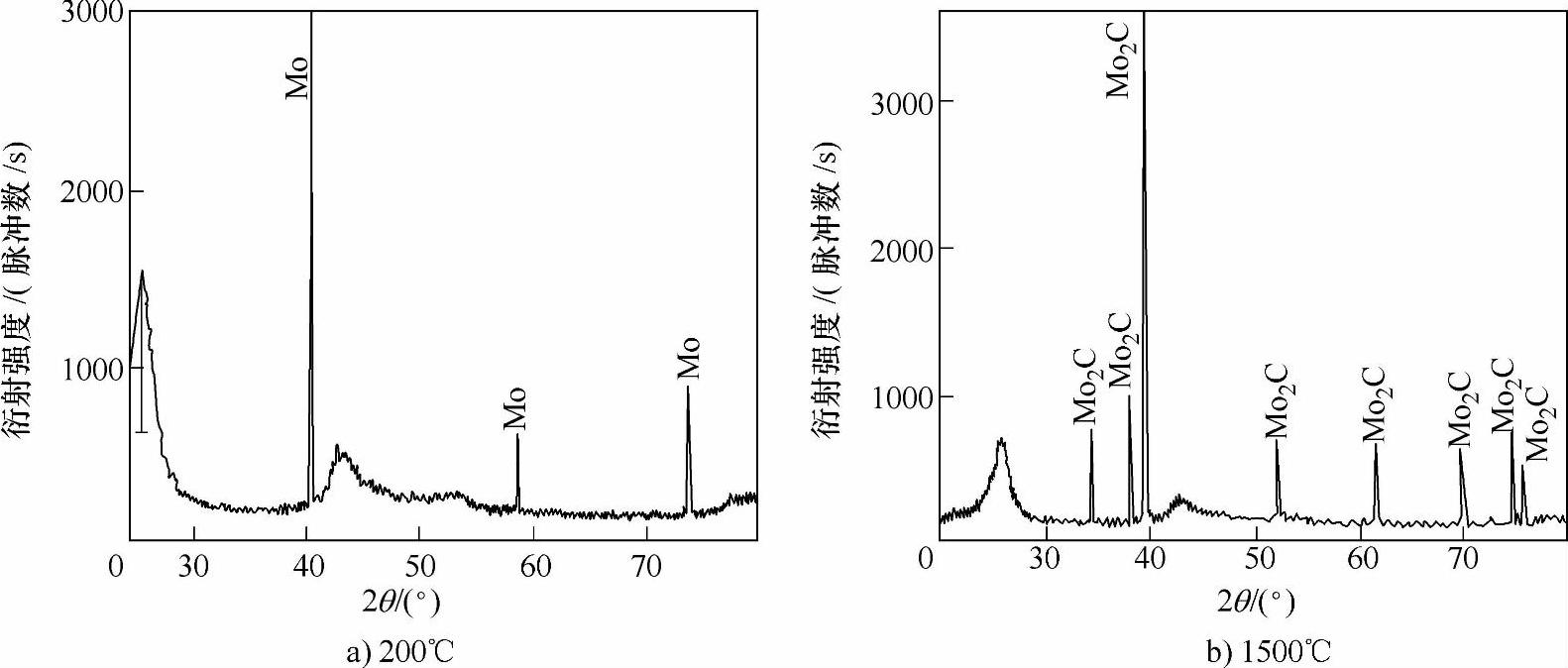
图2-14 碳/钼摩尔比为1∶0.50时,焊接温度200℃和1500°C焊接后连接界面上的X射线衍射图
图2-15为碳/钼摩尔比为1∶0.5时经过1500℃再加热后接头的组织形貌,从图2-15中可以看到,由于酚醛树脂的碳化和体积收缩,接头出现了裂纹,其接头抗剪强度也从34.7MPa降低到13.30MPa。
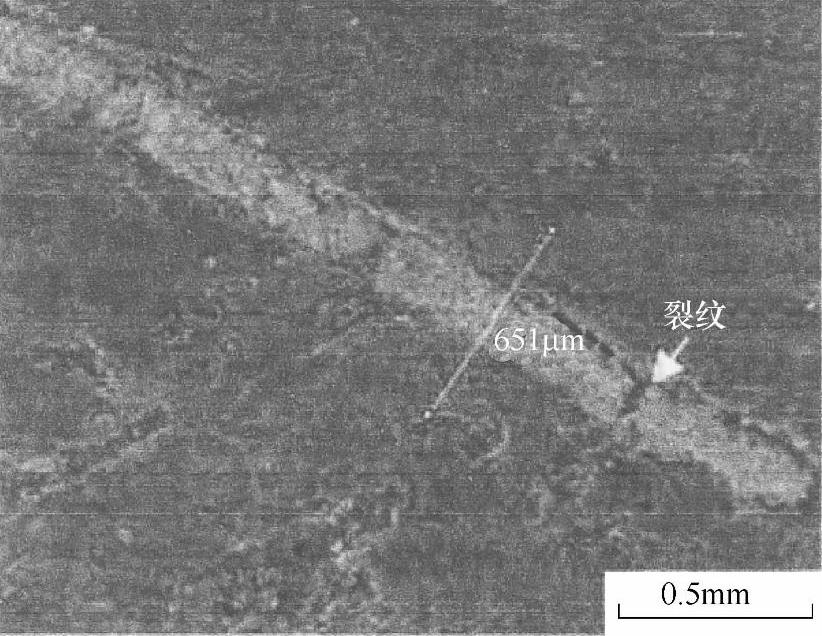
图2-15 碳/钼摩尔比为1∶0.5时经过1500℃再加热后接头的组织形貌
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。