



1.使用中间层材料生成TiC来焊接碳/碳复合材料
(1)用钛粉或钛箔作为中间层
1)焊接性。这种方法的基本原理是通过利用钛粉(75μm的粒度)或钛箔(厚200μm)作为中间层材料,发生如下反应:
Ti+C=TiC (2-3)
这种方法可以在无压力的条件下,形成在高温下稳定的TiC。因此这种方法可以焊接尺寸大、形状较复杂的工件。
2)焊接参数。用氩作保护气体,焊接温度一般为1400℃,保温时间45min和90min,以45min为好。温度太高,钛会蒸发损失;温度太低,反应不充分,效果不佳,焊接温度不能低于钛的熔点。焊接三维(3D)碳/碳复合材料时,用钛粉作为中间层、母材试样未经磨光也可以得到很好的结果;而采用钛箔作为中间层时,碳/碳复合材料母材无论是否经过磨光,都不能得到完好的接头,只有部分的结合。以钛片作为中间层时,必须加压,但是加压不能太高,即不能使钛片变形,否则,使得钛片与碳/碳复合材料发生局部接触;不加压也不行,这样难以获得无缺陷连接层,甚至于无法实现焊接。焊接温度低于钛的熔点时,由于钛箔变形而只能与碳/碳复合材料母材有部分接触,也不能得到完好的接头,只有部分的结合。焊接温度必须高于钛的熔点。可以预计使用热压技术可获得较好的结果。
如果使用热压技术就可以改善钛片与碳/碳复合材料的接触,有利于发生化学反应,形成TiC,而实现焊接。
(2)使用B4C+Ti+Si混合粉末为中间层材料
1)焊接性。这种方法通常使用由金属、碳化物和硼化物混合而成的中间层材料,在一定压力和较高温度下发生烧结反应,形成高熔点、高强度的烧结产物。
通常使用的中间层材料为B4C+Ti+Si混合粉末。其焊接步骤如下:
首先,焊接时利用乙醇调制B4C+Ti+Si混合粉末成糊状,然后将混合粉末糊均匀地涂在焊件表面上,最后在真空石墨炉中加热、加压。焊接过程中应保持3.5MPa的压力。为防止加热过快,反应不充分而形成液相,应采取阶梯式加热程序。在焊接过程中,混合粉末将发生如下反应:
2Ti+Si+(1+x)B4C=2TiB2+SiC+xB4C (2-4)
此外,还会发生如下反应:
Ti+C=TiC (2-5)
焊接结束后,中间层内为SiC+TiC+TiB2,以及剩下的B4C。
2)焊接参数
①混合粉末的成分。混合粉末Ti∶Si∶B4C之比为2∶1∶1时,接头的强度最大。TiB2、SiC和TiC都是强度很高的难熔相(熔点分别为3225℃,2545℃及3067℃)。但是,随着B4C的过剩,接头的强度降低,如图2-3所示。
②最高焊接温度Tmax。图2-4给出了Tmax对1200℃下接头抗剪强度的影响,可以看到,Tmax=2000℃时,接头的强度最大。
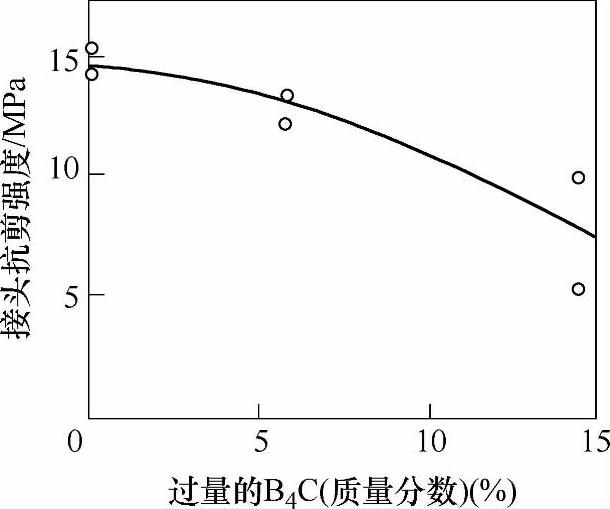
图2-3 过量B4C对接头强度的影响
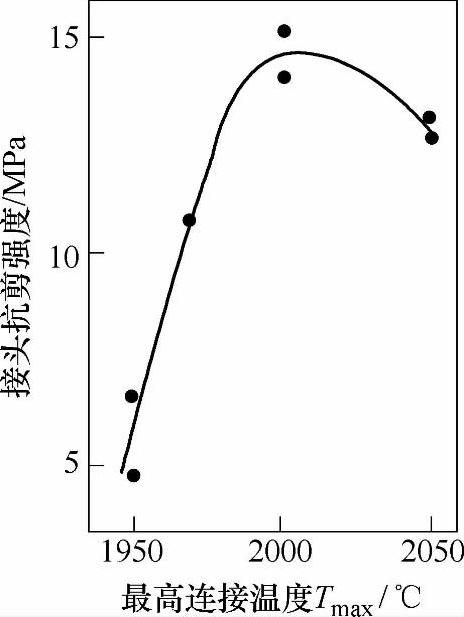
图2-4 Tmax对1200℃下接头抗剪强度的影响
③焊接接头的强度。图2-5给出了二维碳/碳复合材料焊接(焊接条件:焊接温度2000℃,保温15min,压力3.45MPa)双缺口接头的抗剪强度,接头的抗剪强度随着温度的提高而增大,从室温的8.99MPa提高到2000℃时的14.51MPa。
2.利用钨粉和碳粉作为中间层形成碳化钨来连接碳/碳复合材料
将钨粉和碳粉在溶剂中混合,涂到碳/碳复合材料表面,然后在1450~1580℃下进行压力烧结来制造连接件。钨粉和碳粉在这种条件下发生反应生成碳化钨中间层,并扩散到碳/碳复合材料内,形成接头。在1620℃时接头的抗剪强度为19.20MPa。单独采用钨粉,使其与碳/碳复合材料中的碳反应形成碳化钨中间层,也是能够做得到的。
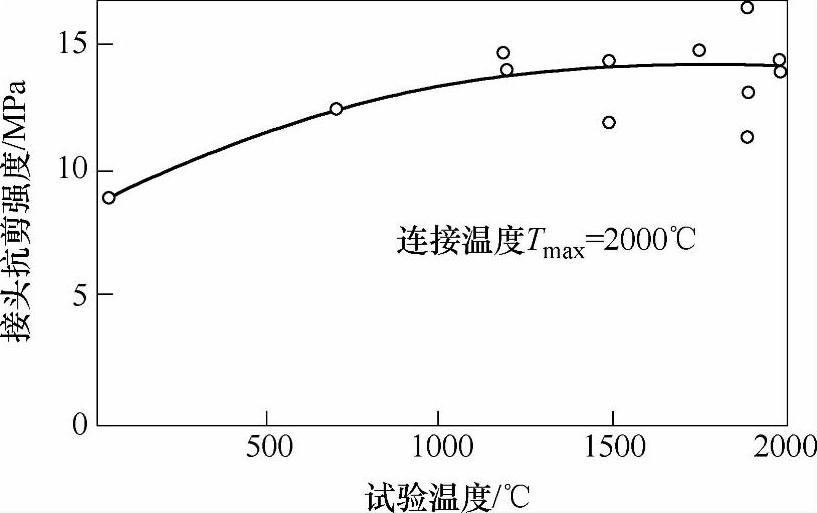
图2-5 温度对二维碳/碳复合材料焊接双缺口接头的抗剪强度的影响
(焊接条件:焊接温度2000℃,保温15min,压力3.45MPa)
3.在两个被焊焊件之间生成B4C来焊接碳/碳复合材料(https://www.xing528.com)
(1)利用硼和石墨混合粉作为中间层材料 利用硼和石墨混合粉作为中间层材料,在温度1995℃和压力7.38MPa下对碳/碳复合材料进行扩散焊接。研究发现,中间层内的硼和石墨发生反应形成了B4C,界面层的主要成分是B4C和少量的C。其接头可用于高温环境中,其焊接工件在1660℃时的最大抗剪强度为21.57MPa。单独采用硼粉,使其与碳/碳复合材料中的碳反应形成B4C中间层,也是能够做得到的。
(2)使用B和B+C两种材料作为中间层
1)焊接性。这种方法的基本原理是通过B与C在高温下反应生成硼的碳化物B4C,以达到焊接碳/碳复合材料的目的。由B-C二元相图可知,B4C是唯一的硼的碳化物。因此,在焊接过程中,硼中间层与碳/碳复合材料中的碳将发生如下反应:
4B+C= B4C (2-6)
使用的中间层主要有B和B+C两种,焊接温度应在硼的熔点以下,压力在3~8MPa。
2)焊接参数
①焊接温度。焊接温度应低于中间层的熔化温度,最佳温度约为1995℃。这是由于焊接温度低时,反应不充分,存在未反应的硼;焊接温度高时,硼会发生蒸发损失(硼在1995℃、2100℃、2190℃时的蒸气压分别为0.65Pa、2.6Pa、6.5Pa)。图2-6为用B和B+C为中间层对三维(3D)进行扩散焊时,碳/碳复合材料焊接接头在1575℃下双缺口的抗剪强度。
②中间层成分。在最佳温度附近(1995℃)焊接时,用B为中间层的焊接接头强度比用B+C为中间层的焊接接头强度高;而在更高的温度(高于2070℃)附近焊接时,用B+C为中间层的焊接接头强度比用B为中间层的焊接接头强度高。
③保护气体。以氦气作保护气体。
④压力。提高压力可提高中间层反应物的致密度,从而提高接头强度。但是压力太大会损害复合材料的性能,从而降低接头强度。当用B为中间层在1995℃焊接碳/碳复合材料时,压力由3.10MPa提高到7.38MPa,接头在1575℃下的抗剪强度由6.94MPa提高到9.70MPa。
工作温度对用B为中间层(焊接条件:焊接温度1995℃,保温15min,压力7.38MPa)焊接碳/碳复合材料的抗剪强度也有重要的影响,如图2-7所示。

图2-6 用B和B+C为中间层对三维(3D)扩散焊碳/碳复合材料焊接接头在1575℃下双缺口的抗剪强度

图2-7 工作温度对用B为中间层(焊接条件:焊接温度1995℃,保温15min,压力7.38MPa)焊接碳/碳复合材料的抗剪强度的影响
4.用硅化物作为中间层形成SiC来焊接碳/碳复合材料
(1)用TiSi2作为中间层来焊接碳/碳复合材料 一般利用纯度为99.4%的粉状TiSi2作为中间层材料,用乙醇调制成糊状,然后将糊均匀地涂在焊件表面上。焊接时,在一定的压力下,升温至1310℃,将压力降到0,再升温至1480℃以上,中间层材料全部熔化后,保温2~15min;然后,冷却到1310℃,液相完全消失后,继续加压0.69MPa,一直冷却到室温。这实际上是利用“扩散焊+钎焊+扩散焊”的复合工艺。焊接过程中,在中间层与工件界面上,将发生如下反应:
TiSi2+3C=TiC+2SiC (2-7)
而TiSi2中间层只是经历了熔化+结晶的过程。最佳焊接峰值温度为1490℃。图2-8为焊接接头双缺口抗剪强度与试验温度之间的关系。图2-9为碳/碳复合材料焊接接头的拉伸剪切试样。
(2)用Mg2Si作为中间层 用Mg2Si作为中间层时应当在高于Mg2Si的熔点1085℃的情况下进行焊接,在氩气保护下,采用1420℃、保温45min及1200℃、保温90min两种条件进行扩散焊,在接头中都会出现孔洞,但是后者较少,其抗剪强度为5MPa。接头出现孔洞是由于蒸发所造成的。
(3)用硅作为中间层 采用750μm厚的硅片作为中间层,在氩气保护下,1420℃保温45min,得到的接头在室温下的抗剪强度为22MPa。

图2-8 用TiSi2作为中间层材料焊接碳/碳复合材料接头双缺口抗剪强度与试验温度之间的关系

图2-9 碳/碳复合材料焊接接头的拉伸剪切试样
a—拉伸剪切试样长度 δ—复合材料厚度 b—接头宽度 F—负载拉力
5.用形成Al4C3来焊接碳/碳复合材料
采用750μm厚的铝箔作为中间层,在氩气保护下,1000℃保温45min,得到的接头在室温下的抗剪强度为10MPa。这种接头不易在高温下使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。