



从以上分析可以看出,颗粒增强镍基耐热复合材料之所以有如此优异的力学性能,是得益于均匀弥散分布的微细颗粒,因此这种材料焊接时,在焊缝金属中也应该存在均匀弥散分布的微细颗粒。
图1-137为TD-Ni的TIG焊、电子束焊、闪光焊焊接接头抗拉强度与试验温度之间的关系曲线。可以看出,电子束焊、闪光焊焊接接头抗拉强度在室温下约为母材的70%,可是在1100~1200℃的高温则降为母材的50%~60%,而TIG焊焊接接头抗拉强度在整个试验温度范围内都是比较低的。
图1-138为TD-Ni的电子束焊焊接接头的光镜显微组织,可以看出,焊缝金属可以分为三个区域。也就是说,出现与母材组织相近的A区;黑色块状组织的B区;以及与纯Ni结晶相同的白色的组织C区。图1-139为图1-138中TD-Ni的电子束焊焊接接头各区的显微组织,图1-139a为区域A中ThO2聚集的环状;图1-139b为区域B中ThO2聚集的块状。这些组织中ThO2的分布状态与图1-135给出的母材中ThO2的分布状态有明显的区别,这种ThO2分布状态的组织,不会有很好的强化效果。图1-139c为区域C中与Ni结晶相同的组织,在这个区域的组织已经没有均匀、弥散分布的微细颗粒的强化效果。
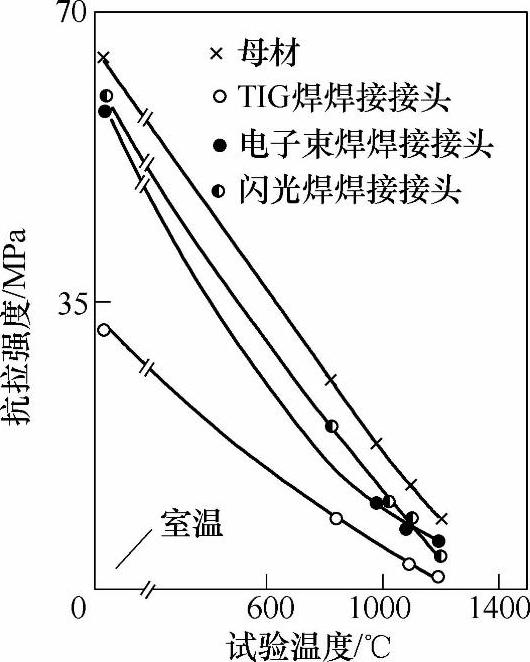
图1-137 TD-Ni的TIG焊、电子束焊、闪光焊焊接接头抗拉强度与试验温度之间的关系

图1-138 TD-Ni的电子束焊焊接接头的光镜显微组织
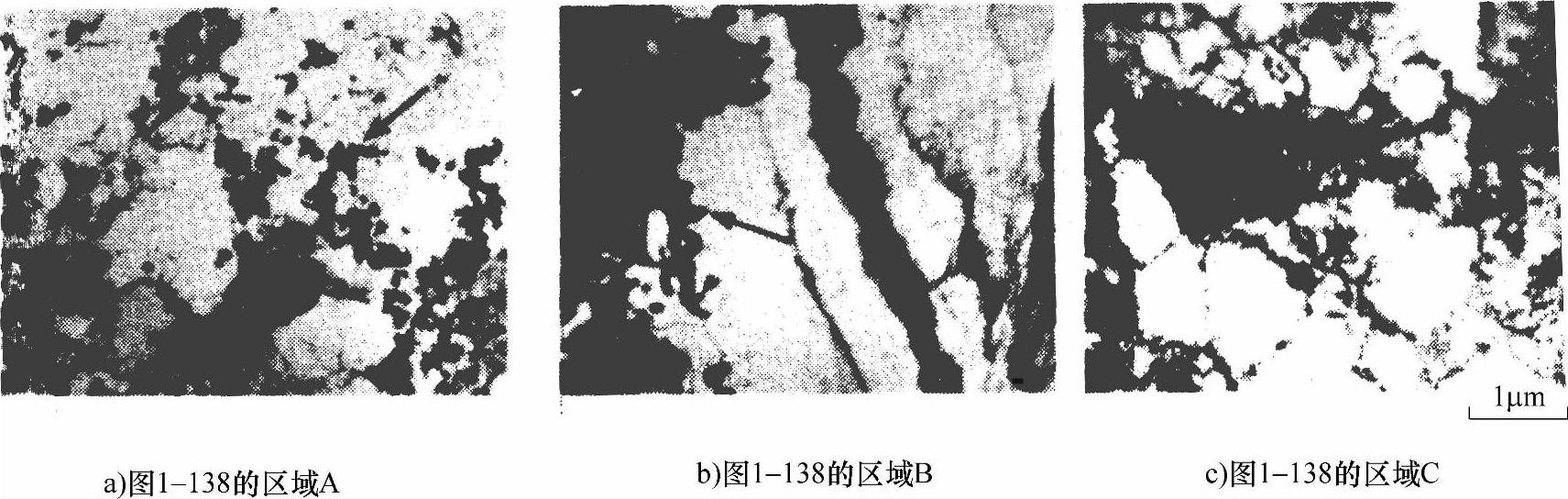
图1-139 TD-Ni的电子束焊焊接接头各区的显微组织(箭头所指为聚集的ThO2)
以上是焊缝金属在组织上的变化,但已经看不到电子束焊焊缝金属所特有的组织。焊缝金属中A、B、C三个区域所占的比例会因焊接方法的不同而有所变化。颗粒增强耐热复合材料一旦被熔化,微细颗粒的存在形态及其含量就会与母材不同,因此焊接接头效率就会如图1-137那样下降,若通过熔化焊得到优质的颗粒增强镍基耐热复合材料的焊接接头是很困难的。
颗粒增强镍基耐热复合材料熔化焊的这一缺点可以用固相焊接法来补救。图1-140给出了高温条件下TD-Ni组织中ThO2的稳定存在范围,从图中可以看出,ThO2颗粒在很高的温度下都能够稳定存在。TD-Ni组织中ThO2的这种特性表明,即使焊接温度很高,母材的组织中ThO2的分布形态也不会被破坏,这对进行固相焊接是很有利的。(https://www.xing528.com)
图1-141给出了TD-Ni颗粒增强镍基耐热复合材料固相焊接的条件范围,图中m1-n1曲线右侧是焊接接头消灭孔洞的区域;而m2-n2曲线右侧是由于压力过大在焊接接头垂直方向开始产生纵向裂纹的区域。也就是说,可以进行固相焊接的条件范围是在图中m1-n1曲线和m2-n2曲线之间包围的斜线区域。另外,图中的数字表示焊接接头的变形率,表明在高温条件下TD-Ni的塑性变形能下降。
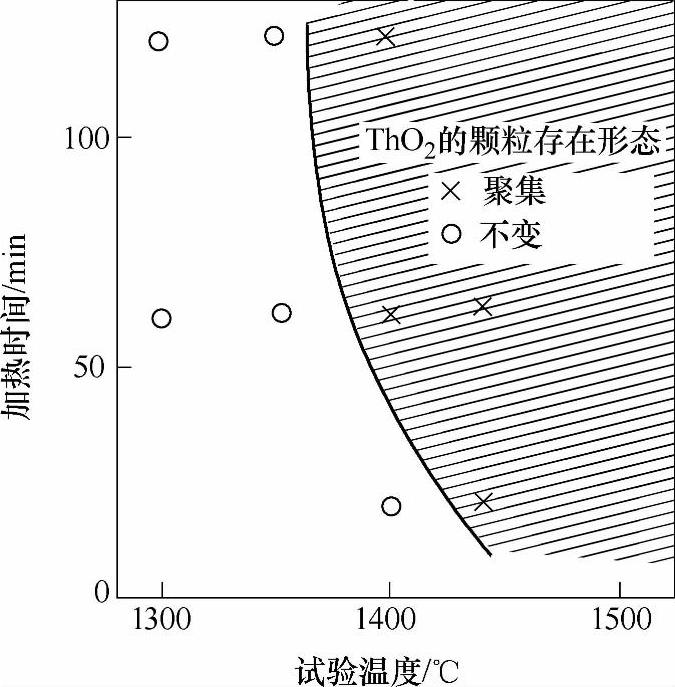
图1-140 热处理条件对TD-Ni组织中ThO2颗粒存在形态的影响

图1-141 TD-Ni颗粒增强镍基耐热复合材料固相焊接的条件范围
图1-142给出了TD-Ni固相焊接的焊接接头瞬时高温抗拉性能的试验结果。所谓一步焊接,是指一次操作就完成焊接过程的固相焊接的焊接接头;而所谓两步焊接,指第一次操作是在950℃以下的较低温度和较大的压力下完成后,再在950℃以上的较高温度和较小的压力下完成第二次操作的焊接过程所得到的固相焊接的焊接接头。图1-142a为在温度950℃和压力88MPa下,保持820min完成第一次操作过程后,再在温度1100℃和压力59MPa下,同样保持20min完成第二次操作过程的两步焊接的例子。
图1-142a表明,无论是一步焊接,还是两步焊接,其抗拉强度都是一样的,与母材没有区别。但是其塑性(颈缩率)则是两步焊接高于一步焊接。之所以如此,是由于在较低温度(比如950℃)下进行第一步焊接时,材料的变形能较高,为了得到充分的变形,就需要较大的压力,才能够破坏接触面的氧化膜及吸附层,使之露出真实的材料,达到焊接的目的。紧接着,在较高温度(比如1100℃)下进行第二步焊接时,由于温度较高,材料内部将发生扩散而使显微孔洞消失,及氧化膜发生分解,从而提高了焊接接头的致密度,所以两步焊接比一步焊接的塑性更好。
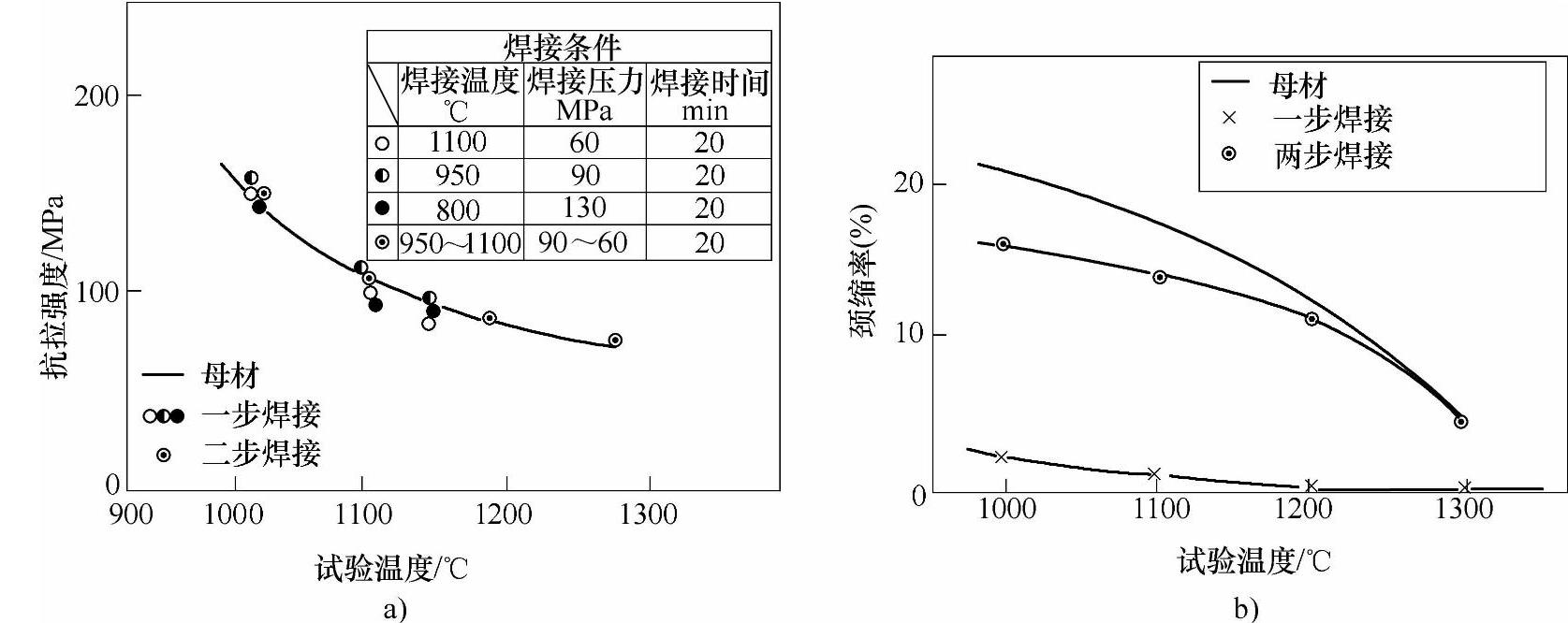
图1-142 TD-Ni固相焊接接头的瞬时高温抗拉性能的试验结果
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。