



1.材料
(1)母材
1)镁合金基体。镁合金基体为MB15,其化学成分见表1-54。
表1-54 MB15的化学成分 (质量分数,%)

2)增强相。增强相颗粒直径为10~15μm,在复合材料中的质量分数为5%,体积分数为10%。
将复合材料进行真空熔炼制备成铸造状态,其拉伸强度为202MPa。图1-125为复合材料母材的显微组织扫描电镜照片。
2.焊接条件对接头性能的影响
(1)焊接热输入的影响 图1-126给出了焊接热输入对接头抗拉强度的影响,可见存在最佳热输入(22.7J/mm),这时的抗拉强度是104.3MPa,约为母材的52%。
图1-125 复合材料母材的显微组织扫描电镜照片
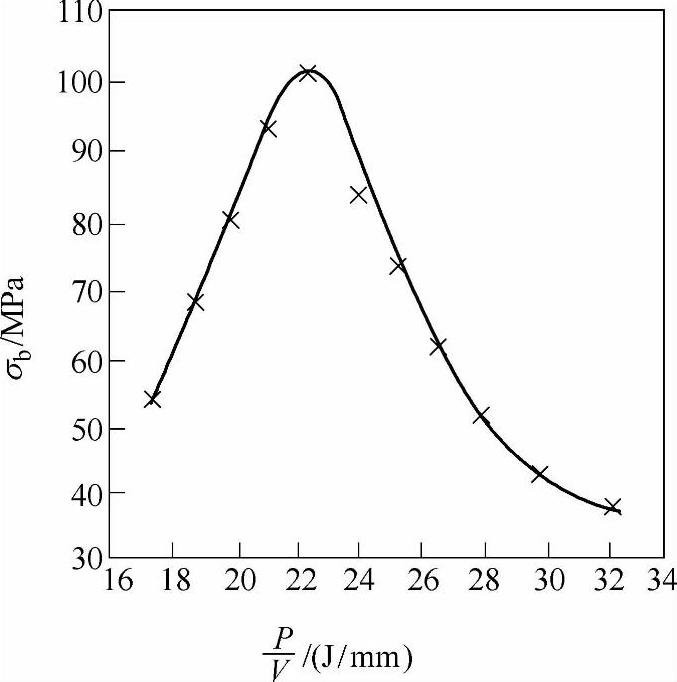
图1-126 焊接热输入对接头拉伸强度的影响
焊接热输入小,熔池温度低,液态金属流动性差,焊缝致密性差,容易出现空隙等缺陷(如图1-127所示);焊接热输入大,冷却速度缓慢,在脆性温度区间停留时间长,容易产生热裂纹,图1-128为焊缝拉伸断口形貌。(https://www.xing528.com)
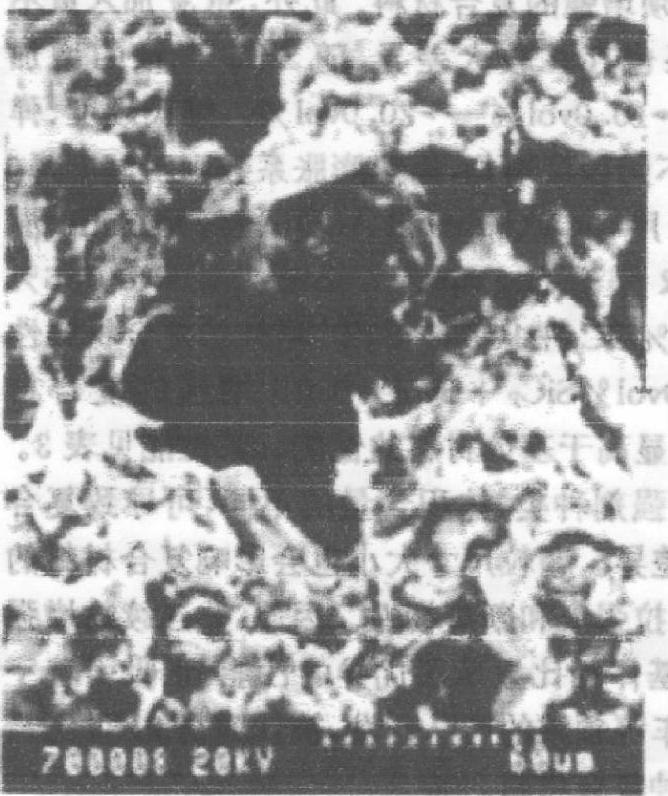
图1-127 低焊接热输入焊缝试样拉伸断口形貌
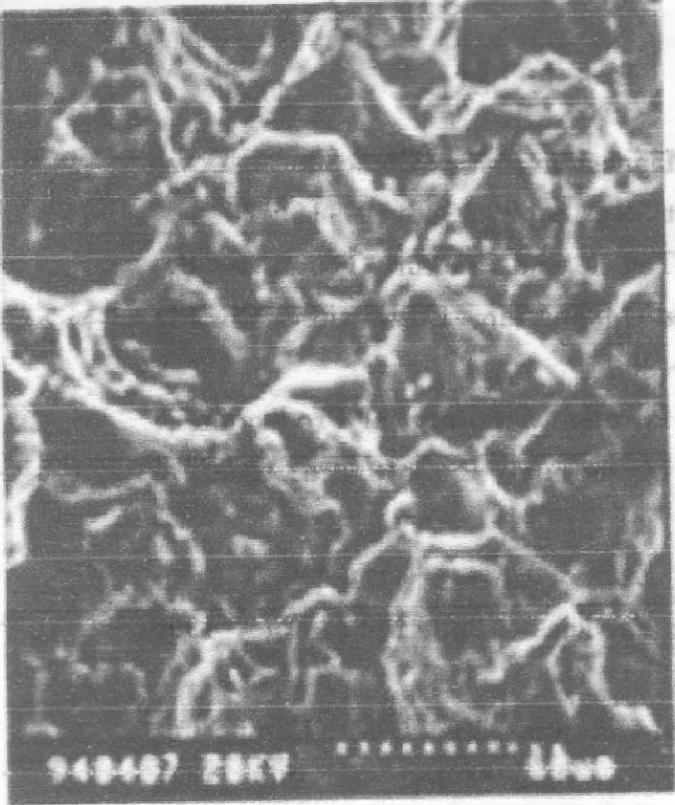
图1-128 高焊接热输入焊缝试样拉伸断口形貌
(2)脉冲频率的影响 图1-129为激光功率170W、焊接速度7.5mm/s时脉冲频率对接头拉伸的影响。对试验结果进行回归分析,回归的数学表达式如下(q为激光热输入):
B=-0.00290805q5+0.362959q4-17.8267q3+429.79q2-5078.31q+23574.2
相关系数R=0.9936
图1-130为焊接热输入-接头抗拉强度回归曲线。
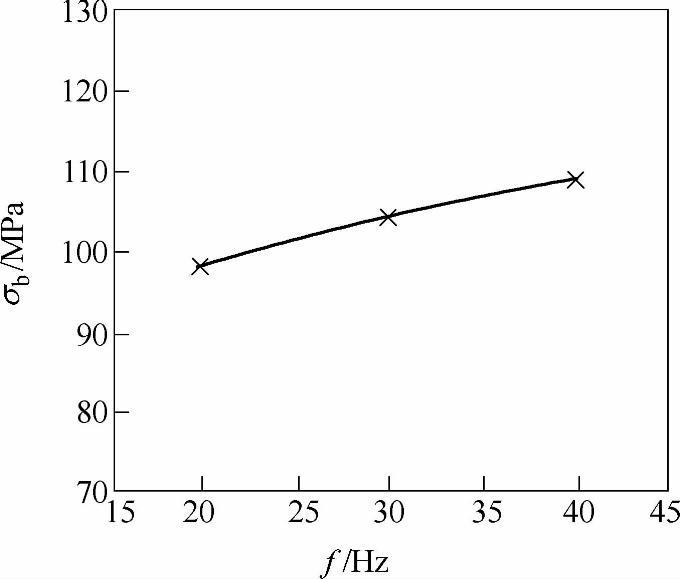
图1-129 激光功率170W、焊接速度7.5mm/s时脉冲频率对接头抗拉强度的影响
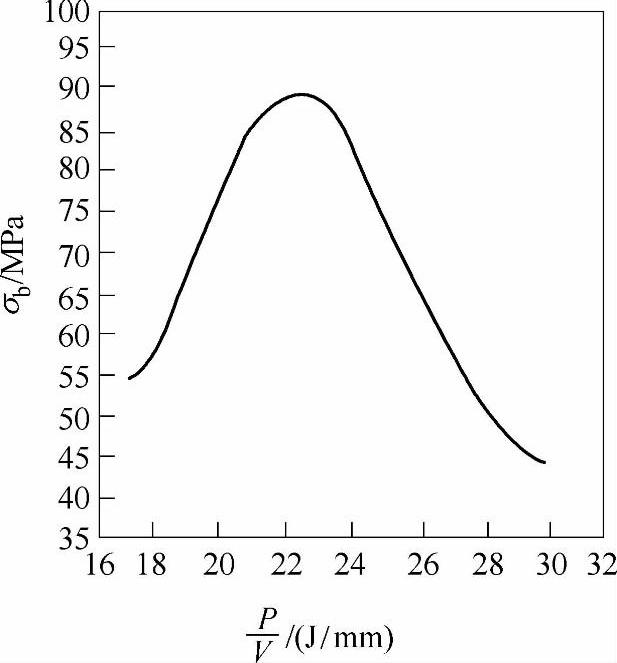
图1-130 焊接热输入-接头抗拉强度回归曲线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。