



铁基复合材料是采用液相合成法制造,利用铁合金熔体中合金元素之间或者合金元素与化合物之间发生化学反应,生成一种或几种高强度、高弹性模量的涂层颗粒,如TiC、WC、CrC、VC等。通过调整工艺参数来控制陶瓷颗粒的数量和分布,以得到所需要的颗粒增强铁基复合材料。所使用的颗粒增强铁基复合材料是由铸铁、钒铁、铬铁、镍和废钢制备而成,化学成分之一例见表1-51。
表1-51 颗粒增强铁基复合材料的化学成分 (%)

试样经过加工、打磨和抛光后,用10%盐酸酒精腐蚀12h后,其SEM显微组织如图1-123所示,其中球状颗粒为增强相VC。采用TIG法焊接,焊接参数为:焊接电流100A,电弧电压20V,焊接速度60~75cm/min。图1-124为焊接速度75cm/min时焊接接头不同区域的显微组织。
从图1-124b焊缝的显微组织中可以看出,由于未加填充材料,实际上是母材的重熔,化学成分与母材一样,但是由于焊接热循环的作用,组织均匀,增强相颗粒得到细化。焊缝的组织致密,没有发现气孔、裂纹等缺陷,说明材料的焊接性良好。焊缝中存在一些梅花状增强相颗粒,这是由于增强相在重熔后快速冷却过程中,部分增强相颗粒尚未来得及球化。减慢焊接速度,这种梅花状增强相组织就消失。而焊接热影响区组织中增强相变化不大。
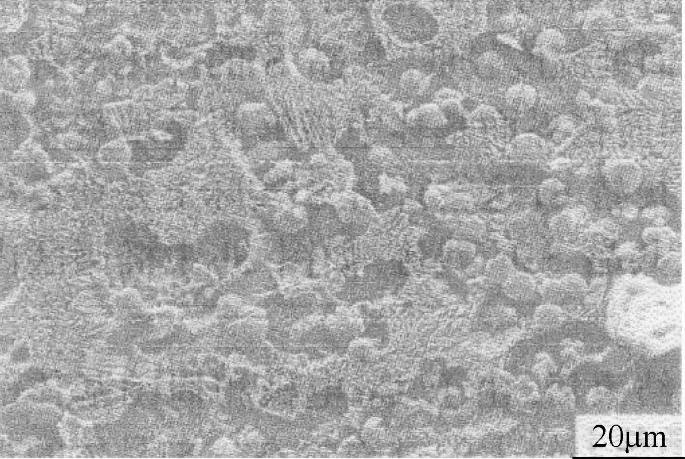
图1-123 VC颗粒增强铁基复合材料SEM显微组织(https://www.xing528.com)
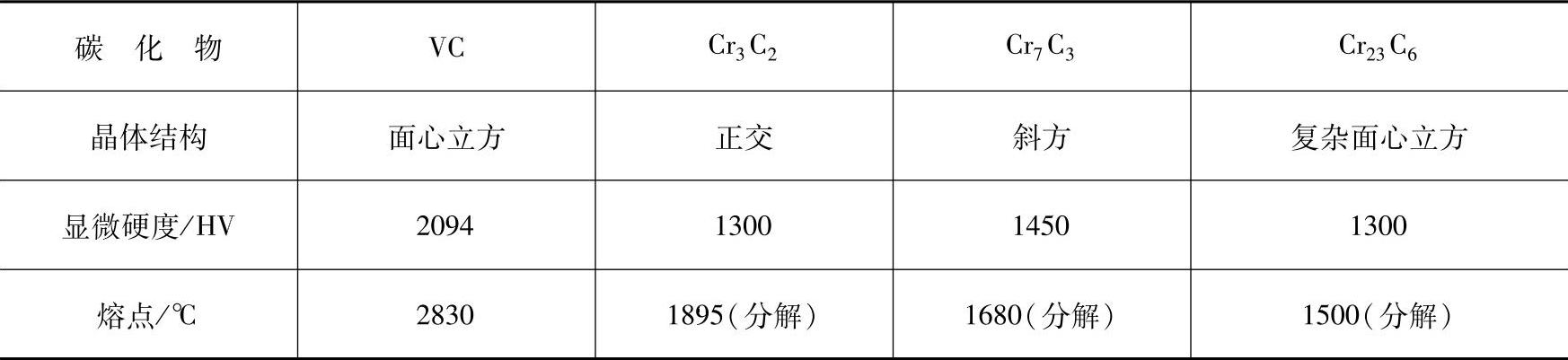
对焊接接头进行硬度测定表明,焊缝为34.5~37HRC,母材和热影响区是37~40HRC。其显微硬度是:基体420HV,共晶区(奥氏体+碳化物)605HV,VC碳化物增强颗粒2029~2050HV。表1-52给出了铁基复合材料中部分析出碳化物的性质。
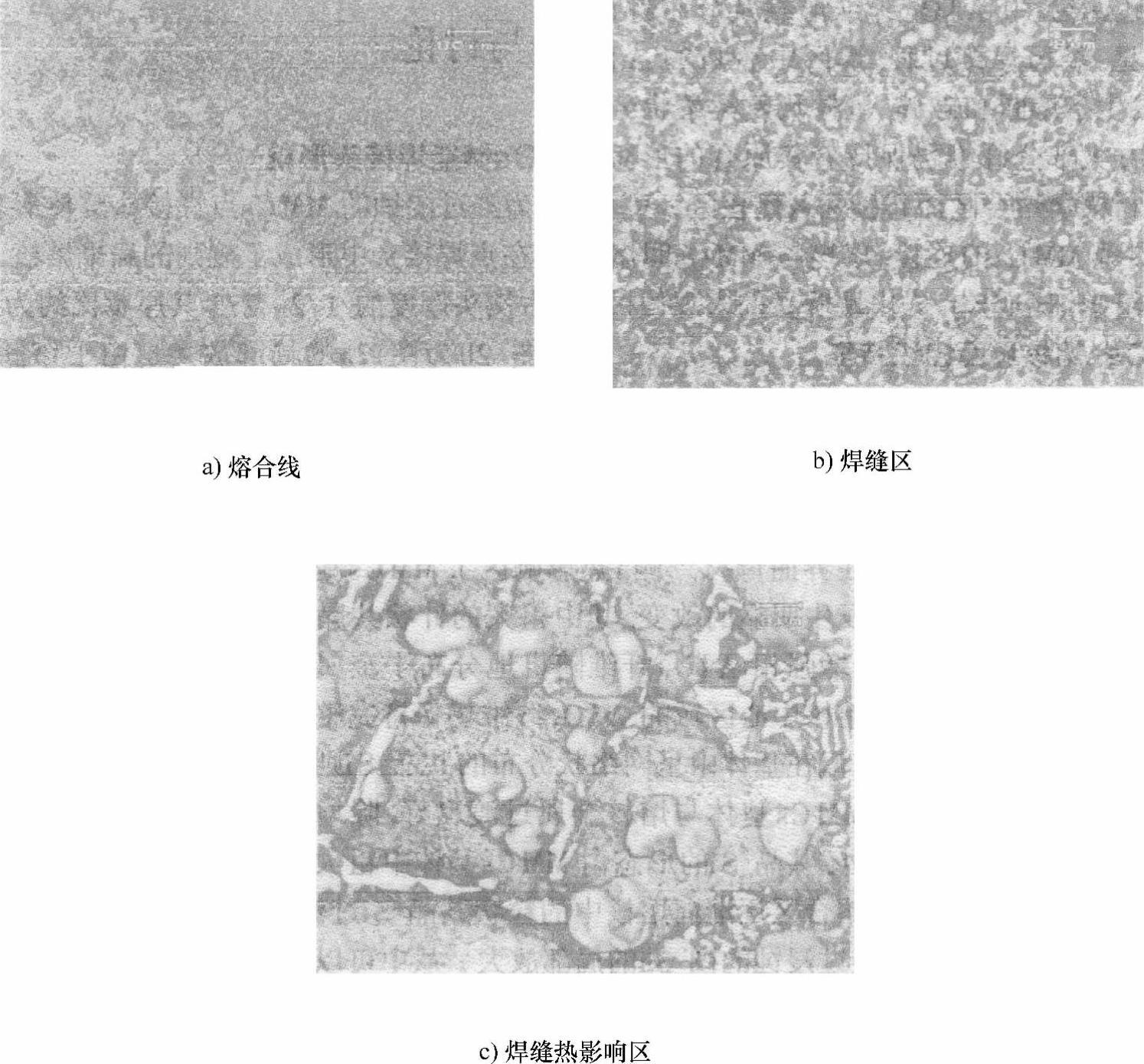
图1-124 焊接速度为75cm/min时焊接接头不同区域的显微组织
表1-52 铁基复合材料中部分析出碳化物的性质
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。