



1.Al2O3增强铝基复合材料真空扩散焊
对Al2O3颗粒增强铝基复合材料30%Al2O3p/6061Al,采用挤压铸造法制造。Al2O3p/6061Al和6061Al的力学性能在表1-49中列出,其固-液相温度区间597.7~649.3℃,Al2O3颗粒增强铝基复合材料Al2O3p/6061Al的液相体积分数与温度的关系如图1-108所示。扩散焊是在真空度1.33×10-3Pa下、不加中间层的情况下直接进行。
铝基复合材料扩散焊时,在接触面上存在基体-基体、基体-增强相、增强相-增强相三种结合形式,其中基体-基体结合较容易、质量较好;而增强相-增强相结合较难、质量较差。图1-109给出了表面粗糙度、焊接压力和焊接温度对接头抗拉强度的影响;图1-110和图1-111分别给出了焊接时间和焊接压力对接头抗拉强度的影响。
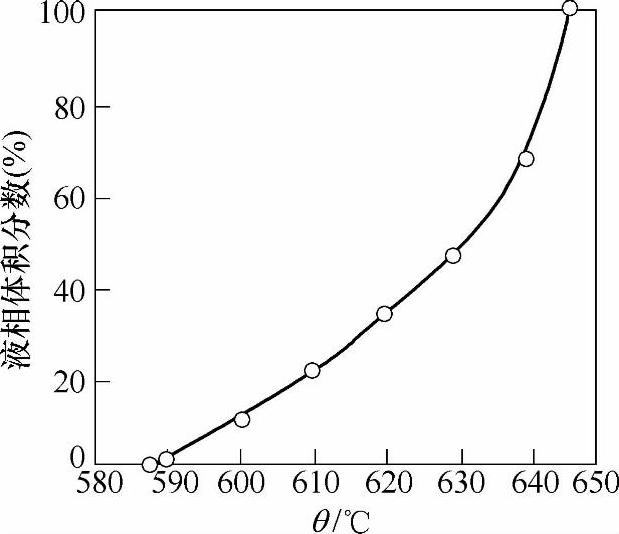
图1-108 Al2O3p/6061Al复合材料的液相体积分数与温度的关系
表1-49 铝基复合材料Al2O3p/6061Al和6061Al的力学性能

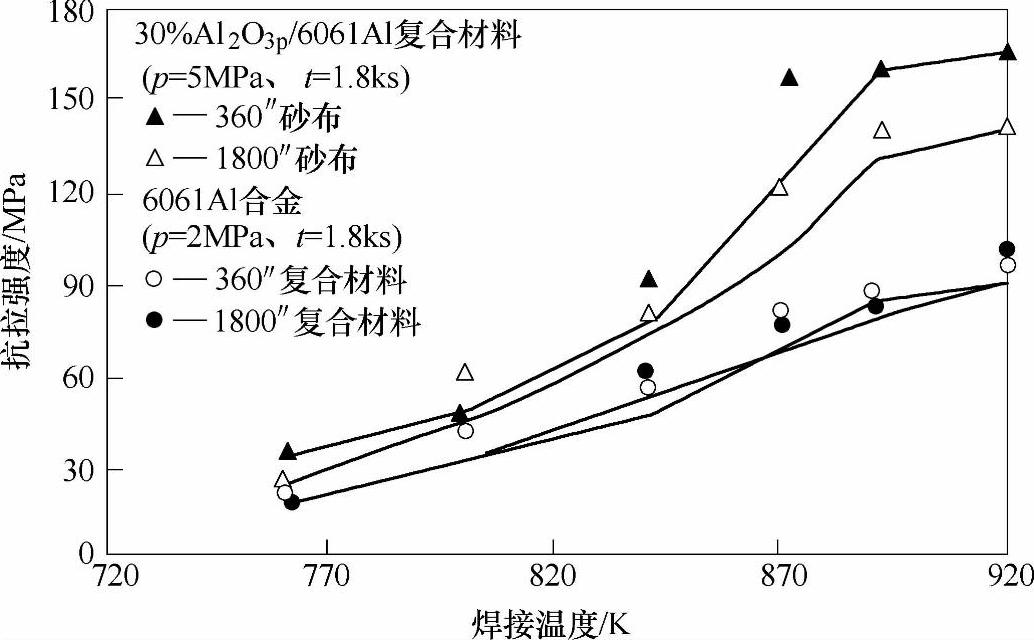
图1-109 表面粗糙度、焊接压力和焊接温度对接头抗拉强度的影响(https://www.xing528.com)

图1-110 焊接时间对接头抗拉强度的影响
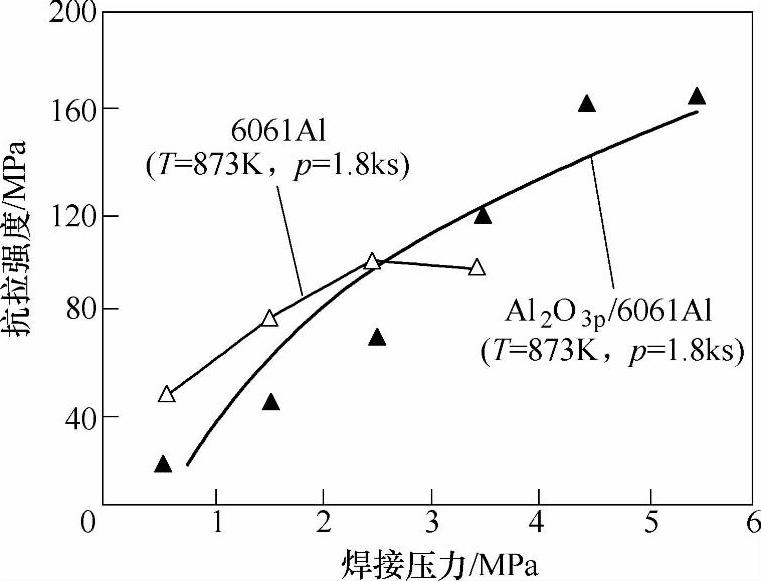
图1-111 焊接压力对接头抗拉强度的影响
2.Al2O3增强铝基复合材料非真空扩散焊
在焊接前对连接面施加一定载荷,在载荷下使得焊件在平行于其焊接表面发生旋转,以破坏和去除母材表面的氧化铝膜,保持清洁的母材表面,在非真空条件下进行扩散焊。
对Al2O3p/6061Al复合材料在450℃下保温30min,然后将加工好的焊件放入炉子,施加1kN的载荷,6~8min后,接着使上试样相对于下试样进行4次90°方向的旋转,而后再施加2kN的载荷,持续6~8min,焊接完毕。拉伸试验结果表明,接头强度系数可以达到90.5%。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。