



1.4.7.1 SiC增强铝基复合材料常规摩擦焊
纤维增强铝基复合材料常规摩擦焊接头的热影响区可分为三个区:完全塑性变形区(Zpl区);部分塑性变形区(Zpd区)和无塑性变形区(Zud区)。完全塑性变形区与部分塑性变形区不同,完全塑性变形区的SiC颗粒分布比较均匀。同种材料完全塑性变形区的硬度比无塑性变形区低,其接头拉断在完全塑性变形区,比如10%SiCp/350Al复合材料自身摩擦焊接头就被拉断在完全塑性变形区。对于11%SiCp/8009Al复合材料的惯性摩擦焊接头的组织中,SiC颗粒与基体没有反应,SiC及Al13(FeV)3Si颗粒弥散分布在塑性变形区,较大的SiC颗粒发生了破碎,塑性变形区的硬度与母材没有大的差别,接头的强度系数超过了90%,断裂发生在塑性变形区和无塑性变形区交界区,为韧性断裂。
常规摩擦焊不适于长纤维增强复合材料,因为它使得接触面产生塑性变形来实现焊接,这将导致纤维的断裂,而适于短纤维增强复合材料的摩擦焊。
1.4.7.2 SiC增强铝基复合材料搅拌摩擦焊
1.搅拌摩擦焊的适应性
铝基复合材料是一种焊接性较差的材料,熔化焊、钎焊、瞬间液相扩散焊都存在一些问题:熔化焊时,液态金属粘度太大,流动性差,复合材料不易与填充材料熔合,焊缝存在显微偏析和增强相(比如SiC)分布不均匀,基体与增强相发生界面反应,SiC在高温下烧损严重等;钎焊时,由于增强相的存在,严重阻碍了钎料的润湿,SiC很难过渡到钎缝中去,而使接头力学性能达不到要求;瞬间液相扩散焊虽然是一种较好的焊接方法,但是焊接参数和中间层选择不当,会形成金属间化合物。可是搅拌摩擦焊是材料在摩擦热和转动摩擦力的作用下,焊接区的金属被挤压及摩擦加热,发生塑性变形,同时金属被挤压而发生流动转移、扩散、再结晶,形成焊缝。搅拌摩擦焊的搅拌器形状、材料性能和焊接参数对金属的流动会产生很大影响,对焊接质量起到关键作用。
2.焊接参数对搅拌摩擦焊成形的影响
搅拌摩擦焊焊接参数包括搅拌头的旋转速度、前进速度(即焊接速度)、轴向压力及搅拌头的倾角等,存在一个合理的匹配,如果选择不当,焊缝表面会出现沟槽、孔洞、飞边等。
(1)轴向压力的影响 利用搅拌摩擦焊进行焊接时,是利用摩擦热加热母材使之产生塑性流动而实现的。由于搅拌头旋转产生的热量,加热周围的金属达到塑性状态,形成一个塑性层;同时又有一个向前方向的运动。因此在搅拌头后方形成一个空腔,由于搅拌头肩部与工作台在上下形成一个封闭的环境,在搅拌头的挤压作用下,发生塑性流动的材料向后流动而填满空腔,形成焊缝。如果下压量不足(压力太小),搅拌头肩部与工作台在上下形成的封闭作用不理想,塑性流变的金属会逆出母材表面,在搅拌头下方形成一个沟槽;如果下压量太大(压力太大),搅拌头肩部会压入母材表面之下,焊缝表面出现凹陷,使得一部分金属存在于搅拌头肩部之外的凹部,这样在焊缝表面形成皱褶,使焊缝成形变差,甚至于会焊穿材料,使工件与工作台粘结在一起。
(2)搅拌头旋转速度与焊接速度的配合 搅拌头旋转速度与焊接热输入有关,搅拌头旋转速度越大,焊接热输入越大;搅拌头旋转速度越小,焊接热输入越小。如果搅拌头旋转速度一定,焊接速度较慢时,焊接热输入过大,使得焊缝金属温度过高,有可能发生软化,甚至于熔化;反之,如果焊接速度太快,焊缝金属获得的热输入太小,母材不能获得足够的塑性区,就不能实现焊接过程,可能发生粉末从搅拌头压下形成的凹槽中逆出,不能形成焊缝,导致沟槽及孔洞等缺陷。搅拌摩擦焊热量主要由搅拌头和其肩部与母材摩擦产生的,在焊缝的深度范围内,分为上、中、下三部分:由于上部既有搅拌头与母材的摩擦,也有其肩部与母材的摩擦,因此,上部的热输入较大。
1.4.7.3 SiC增强铝基复合材料摩擦焊接头的组织(https://www.xing528.com)
图1-85~图1-88为SiCp/6061Al复合材料母材的组织及搅拌摩擦焊接头的特征形貌。图1-86为SiCp/6061Al复合材料搅拌摩擦焊焊缝终点处平行于母材表面截面的宏观组织,可以明显看到其塑性流变,呈封闭环状结构,即所谓“年轮”状;图1-87为搅拌摩擦焊横截面前进侧组织,可以明显看到,在焊核(缝)与热影响区有一条分界线,热影响区很窄。图1-88为搅拌摩擦焊焊核(缝)组织,可以明显看到其塑性流变,而且组织比母材更细。由于搅拌摩擦焊是固相焊接,因此不会产生Al4C3(固)脆性组织,所以接头性能优良。

图1-85 SiCp/6061Al母材的组织(200×)
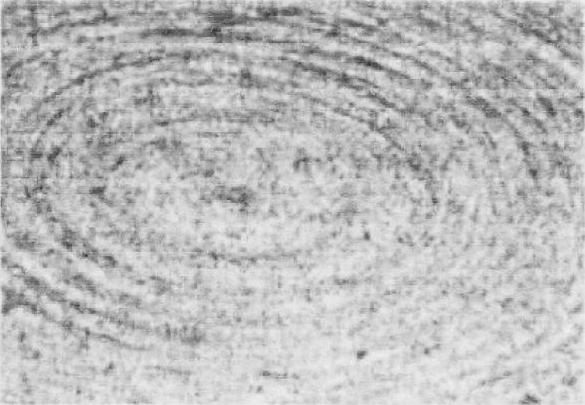
图1-86 FSW接头“年轮”状形貌(50×)

图1-87 FSW焊横截面前进侧(50×)组织
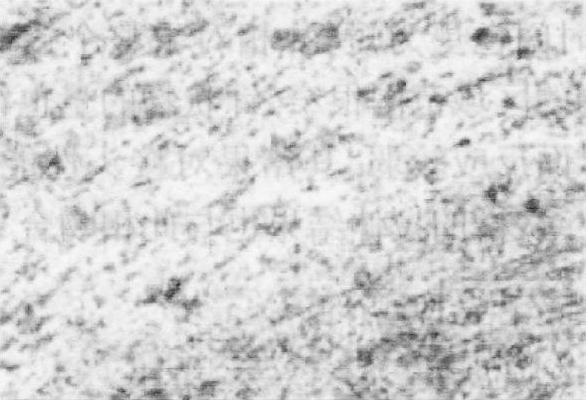
图1-88 搅拌摩擦焊组织
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。