



1.4.2.1 SiC增强铝基复合材料的TIG焊
1.材料
(1)母材 采用SiCp/6061Al复合材料,由搅拌铸造和热碾压制成的3mm板材。增强相粒径5~15μm,体积分数为12%~15%,密度为3.25g/cm3,抗拉强度为2.1GPa。弹性模量为570GPa,熔点为2735℃,热膨胀系数为2.5×10-6/K。基体6061Al的化学成分(质量分数)为:0.4~1.2Si-0.7Fe-0.15~0.4Cu-0.15Mn-0.8~1.2Mg-0.04~0.35Cr-0.15Ti-0.25Zn。退火态SiCp/6061Al复合材料的抗拉强度为271MPa。
(2)填充材料
1)采用Al-Si合金。非连续纤维增强铝基复合材料TIG焊可以添加焊接材料,也可以不添加焊接材料。添加焊接材料时,可以采用Al-Si合金。Si能够提高熔池中Si的活度,可以抑制SiC与铝基体发生反应形成Al4C3脆性相。图1-24给出了不同硅活度条件下熔池中4Al+3SiC=Al4C3+3Si反应自由能与温度的关系曲线,反应自由能越低,越利于反应的进行。图中表明,反应自由能随着温度的升高而降低;在相同温度下,反应自由能随着硅活度的增加而明显提高。因此降低熔池温度和提高硅活度就可以抑制这一反应的进行。
可以采用ER4043(Al-7Si)或ER4047(Al-12Si)焊丝,很明显后者优于前者。
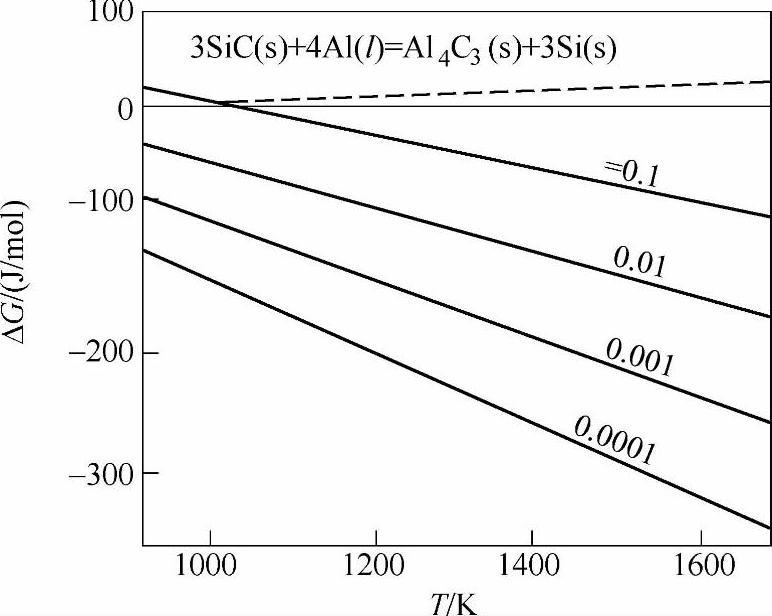
图1-24 不同硅活度条件下熔池中 4Al+3SiC=Al4C3+3Si反应自由能与温度的关系曲线
2)采用活性材料。选择活性填充材料也可以改善焊接熔池的流动性。比如采用钛合金作为填充材料,由于钛合金的熔化温度较高,可以改善焊接熔池的流动性,减少焊缝中的气孔、未熔合等缺陷。而且Ti优先与C反应,形成TiC增强相,从而可以有效地抑制Al4C3脆性相的形成。TiC增强相一般呈细小弥散分布,有利于改善接头性能。填充材料厚度要选择适当:太薄,不足以抑制有害反应;太厚,又容易形成条状铝-钛金属化合物,恶化接头性能,填充材料厚度为0.45mm时接头性能最佳。
2.焊接工艺
(1)坡口形式 厚度在20mm以下可以开V形或双V形坡口,厚度大于20mm必须开双V形坡口,如图1-25所示。
(2)焊前准备 焊前应当对母材进行去氢处理,以减少焊缝金属产生的气孔。
试样和填充材料经砂布打磨,用丙酮清洗。
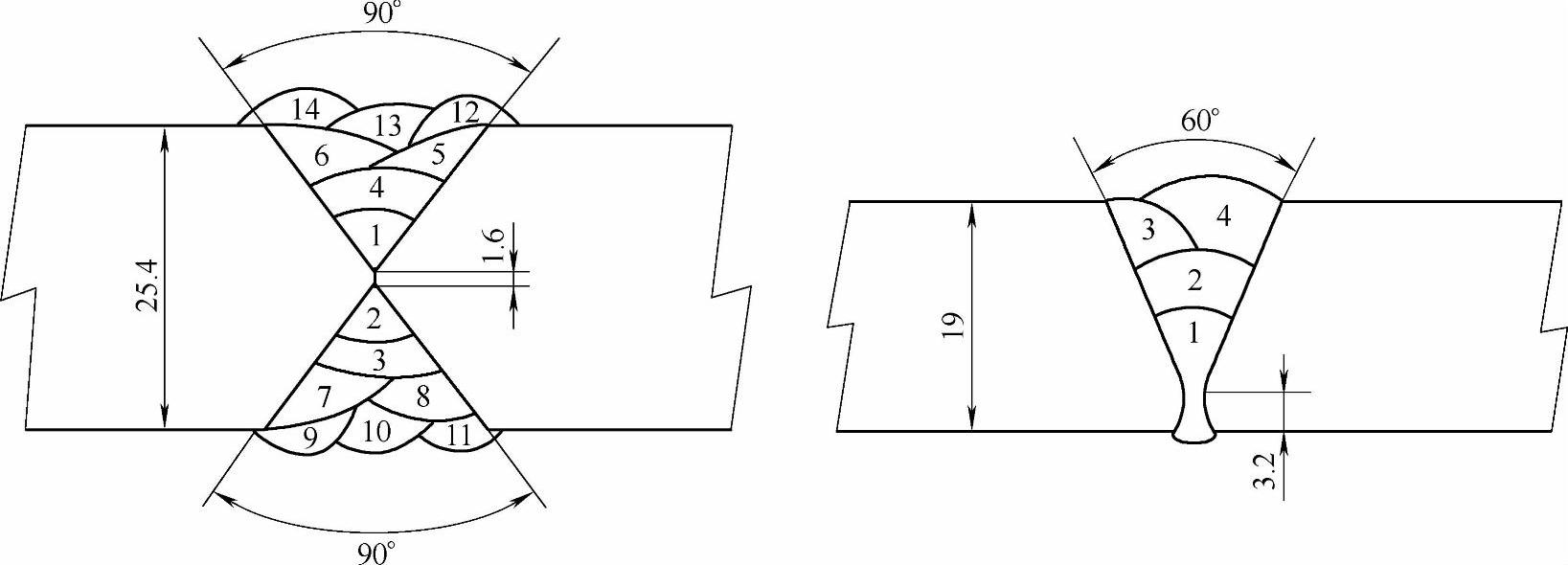
图1-25 TIG焊典型坡口形式及焊接顺序
3.焊缝成形
(1)不加填充材料TIG焊的焊缝成形 图1-26给出了不加填充材料TIG焊的焊缝成形,可以看出,试样两部分的未熔合对接线清晰可见(箭头所指),焊缝成形很差。这是由于增强相与铝合金基体物理性能相差悬殊,使得熔池中的高熔点增强相颗粒阻碍了液态金属的结晶所致。
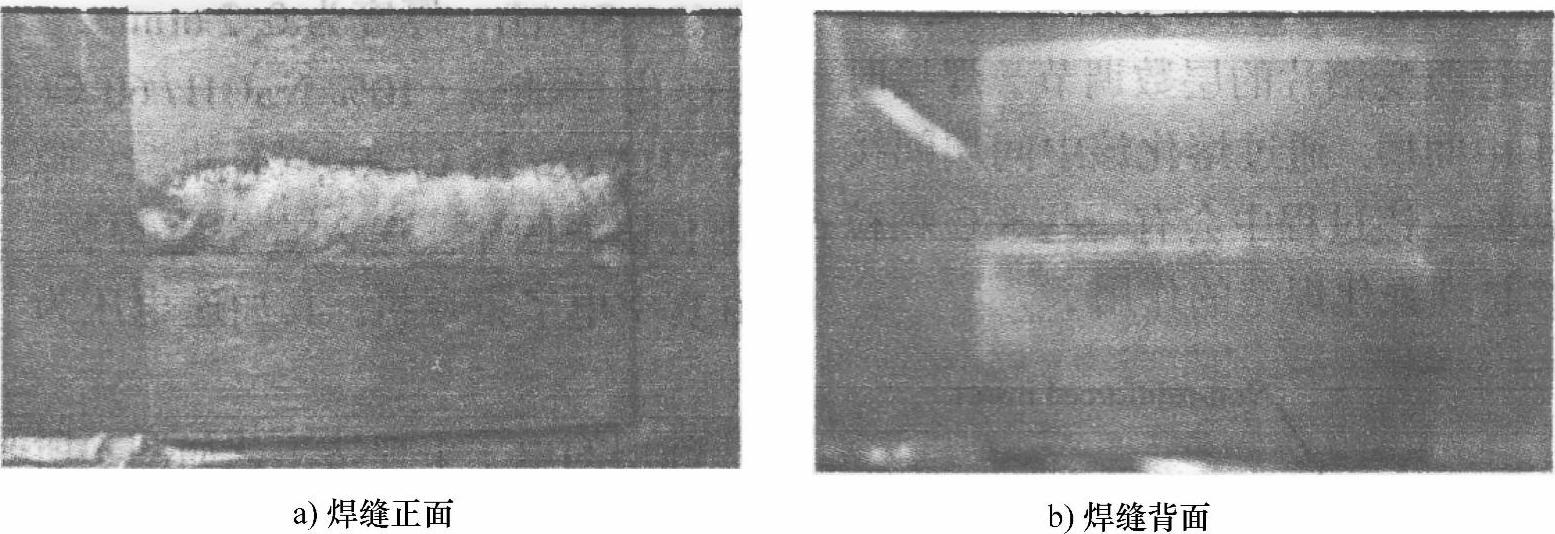
(2)加填充材料TIG焊的焊缝成形。图1-27给出了加填充材料(Al-Si12)TIG焊的焊缝成形,可以看出,焊缝成形明显改善,这是由于熔池中Si含量增加,形成大量共晶体,使得流动性得到改善。
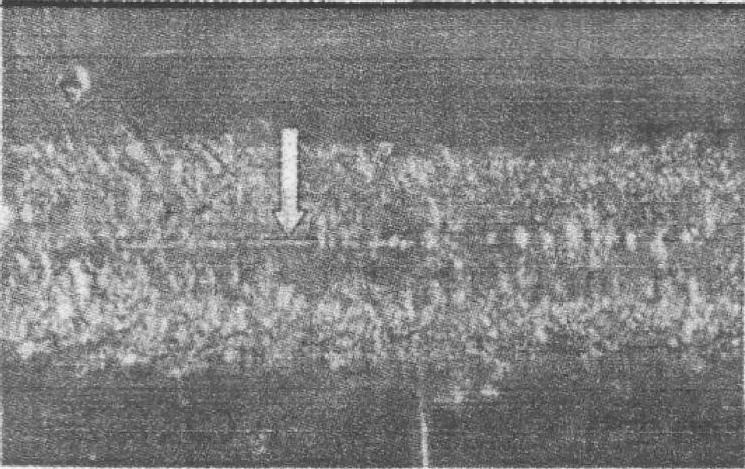
图1-26 不加填充材料TIG焊的焊缝成形
此外,添加填充材料TIG焊的焊缝金属中针状脆性相Al4C3的含量也明显下降,这是由于熔池中Si含量增加。使得式(1-2)的反应向左进行的缘故。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-27 加填充材料TIG焊的焊缝成形
4.非连续纤维增强铝基复合材料TIG焊焊接参数和焊接接头的力学性能
焊接热输入要选择适当,热输入太小,固然可以减少界面反应,但是容易造成熔池粘度增大,增强相颗粒偏聚增大,气孔倾向增加;热输入太大,可以降低熔池粘度,增加流动性,但是界面反应加剧。
表1-41和表1-42分别给出了非连续纤维增强铝基复合材料TIG焊焊接参数和焊接接头的力学性能。图1-28给出了采用TIG焊焊接SiCp/ZL101A复合材料时接头强度与焊接电流之间的关系。
表1-41 非连续纤维增强铝基复合材料TIG焊接参数
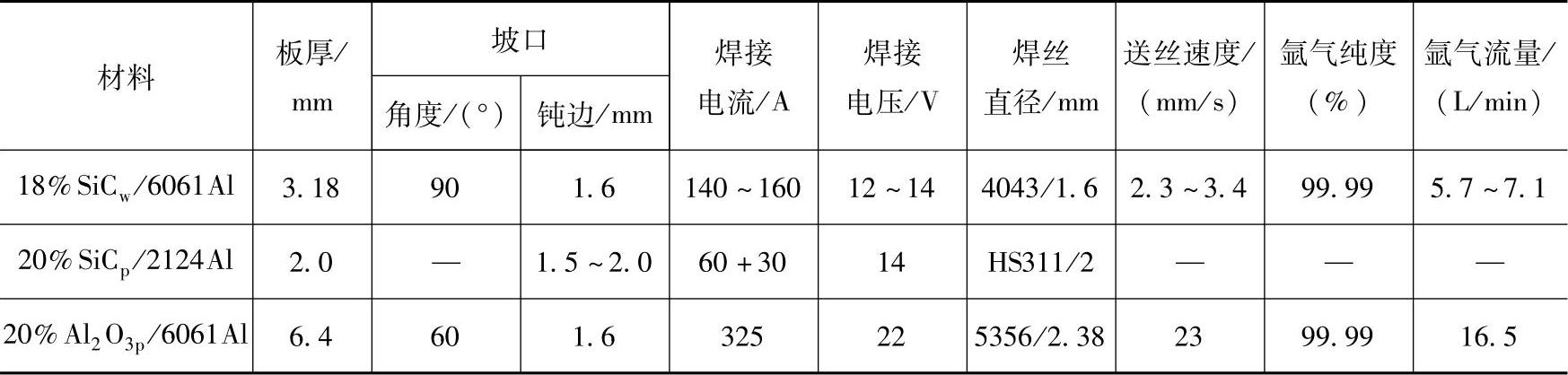
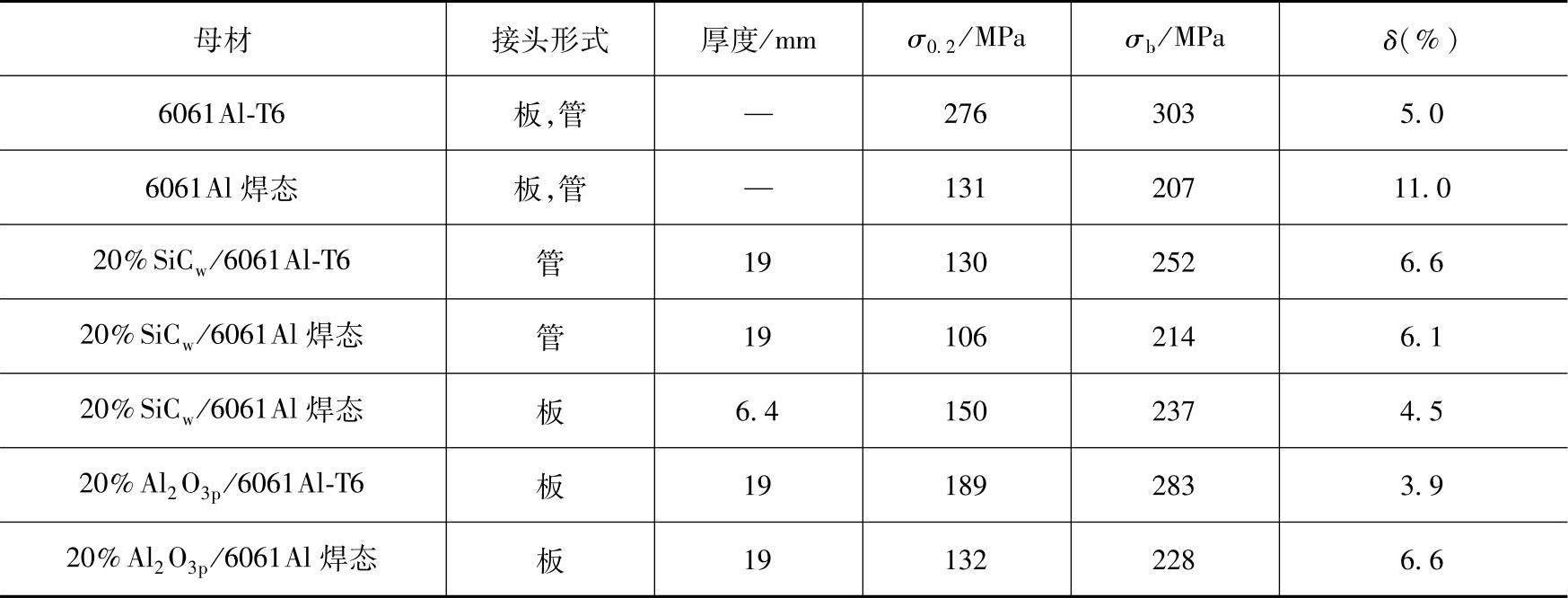
表1-42 非连续纤维增强铝基复合材料TIG焊接接头的力学性能

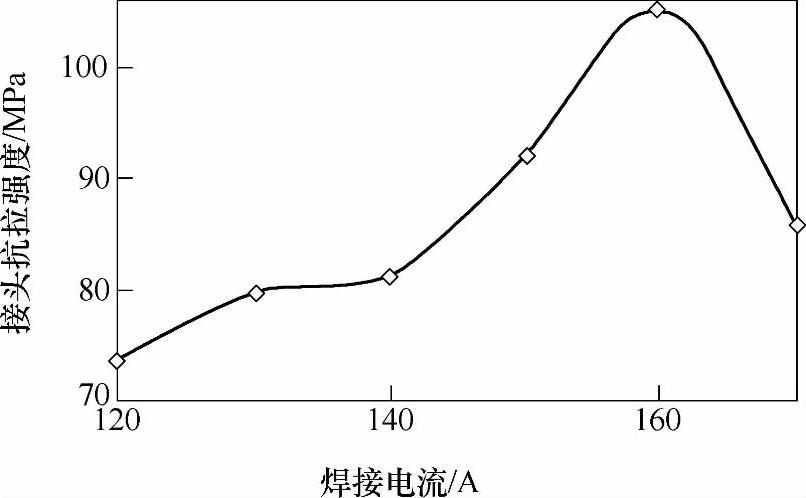
图1-28 采用TIG焊焊接SiCp/ZL101A复合材料时接头强度与焊接电流之间的关系
5.SiC增强铝基复合材料的TIG焊的改善
研究发现,采用氩气和氦气的混合气体作为保护气体来焊接铝基复合材料比纯氩作为保护气体优越。当氦气的体积分数为50%时,电弧稳定性较好,电弧温度高,热输入大,熔深大。这是由于氦气与氩气相比,氦气的电离电位高,热导率大,电弧功率大;氦气冷却效果好,电弧能量密度大,弧柱集中,熔深大;成形好,焊缝表面光滑;接头质量好,没有发现气孔和裂纹。
1.4.2.2 非连续纤维增强铝基复合材料MIG焊
表1-43和表1-44分别给出了非连续纤维增强铝基复合材料MIG焊焊接参数和焊接接头的力学性能。
表1-43 非连续纤维增强铝基复合材料MIG焊焊接参数
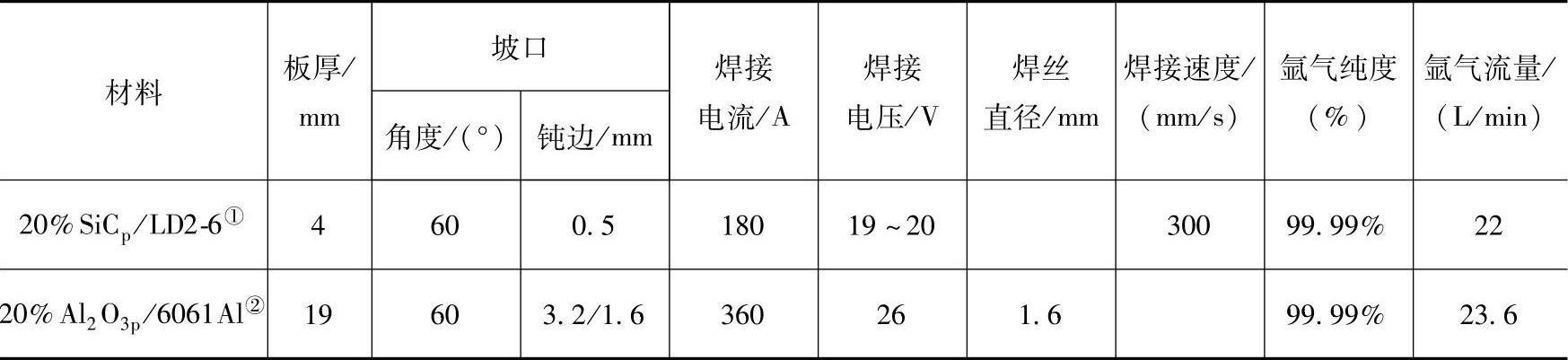
①焊丝分别为Al-4.5Si及Al-5.8Mg。
②焊四层,第一层至第四层的焊接速度分别为6.4(mm/s)、4.2(mm/s)、5.9(mm/s)、5.9(mm/s)。
表1-44 非连续纤维增强铝基复合材料MIG(5356焊丝)焊接接头的力学性能
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。