



由于胶接无需很大的压力,而且胶接温度及固化温度都很低(≤180℃),因此利用胶接连接纤维增强金属基复合材料时,复合材料本身的性能基本不会受到任何影响。但是胶接接头的强度一般较低;导电性和导热性显著下降,而且不能用于较高温度下工作的结构。图1-20给出了胶接接头强度与其他接头强度的比较。
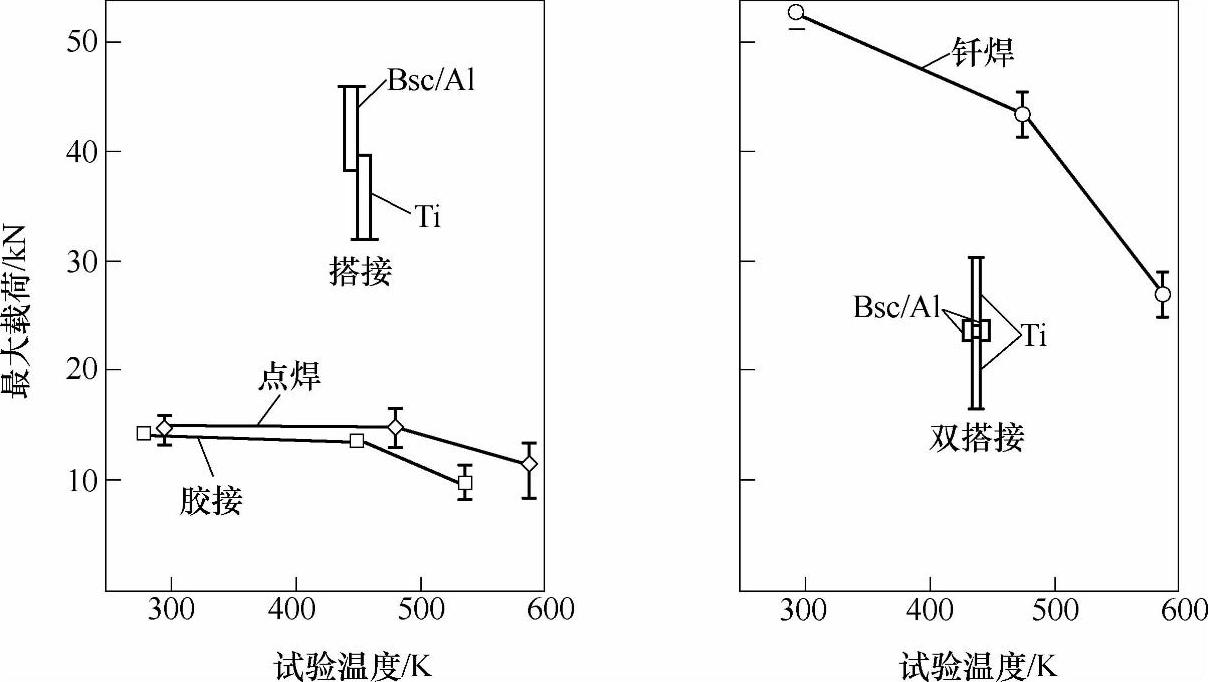
图1-20 胶接接头强度与其他接头强度的比较
1.连续纤维增强铝基复合材料的胶接
(1)表面处理 由于铝基体表面一般都会有一层氧化膜或油污,将影响粘结剂对其的润湿性,因此必须对其进行表面处理。表面处理的方法有:铬酸-硫酸浸蚀法、铬酸阳极化法、磷酸阳极化法等。
1)铬酸-硫酸浸蚀法。其工艺流程为:蒸汽脱脂→碱洗→水冲洗→酸浸蚀→水冲洗→干燥。表1-34给出了常用的铬酸-硫酸浸蚀液配方、浸蚀时间及浸蚀温度。
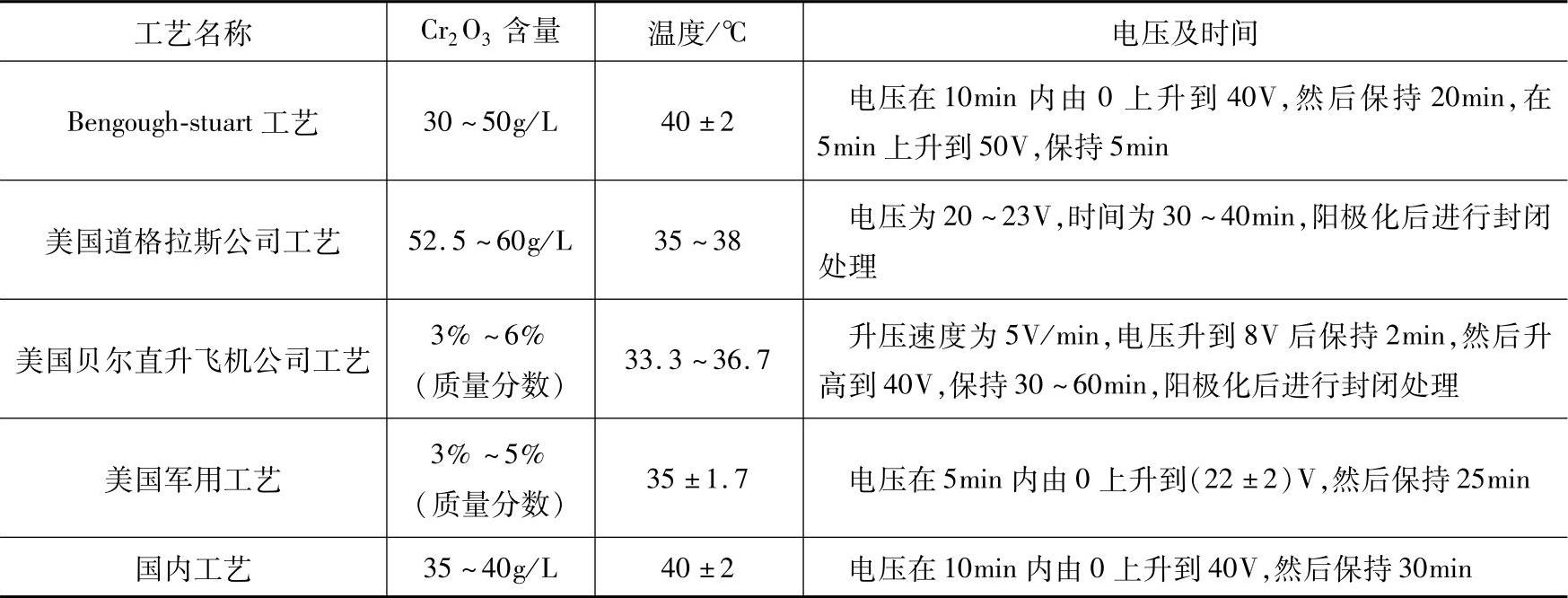
2)铬酸阳极化法。工件作为阳极,利用电化学法使基体表面形成一层保护金属表面或适于胶接的氧化膜。其工艺流程为:蒸汽脱脂→碱洗→热水冲洗→酸浸蚀→冷水冲洗→铬酸阳极化→冷水冲洗→干燥,表1-35给出了铬酸阳极化工艺流程。
表1-34 常用的铬酸-硫酸浸蚀液配方、浸蚀时间及浸蚀温度
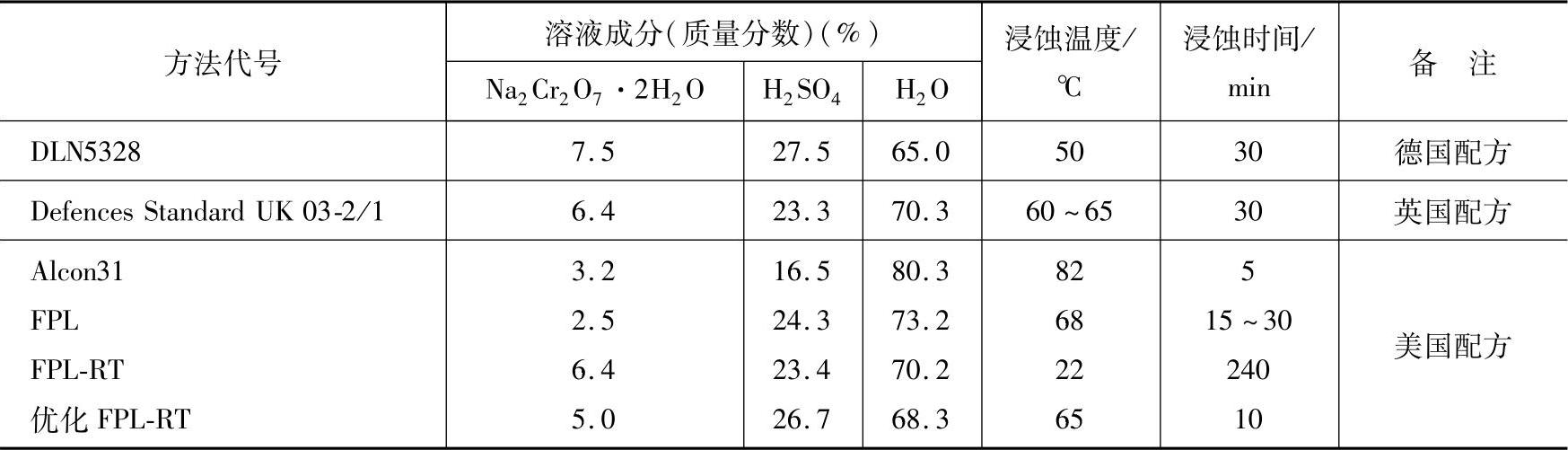
表1-35 铬酸阳极化工艺流程
3)磷酸阳极化法。其工艺流程为:蒸汽脱脂→70℃以上的碱水中浸泡10~15min→70℃以上的热水冲洗5min→60℃以上的热水冲洗5min→水膜检验(不允许水膜破碎)→脱氧剂脱氧10~15min→43℃以上的热水冲洗5min→水膜检验(不允许水膜破碎)→磷酸阳极化→冷水冲洗5min。表1-36给出了磷酸阳极化工艺流程。
表1-36 磷酸阳极化工艺流程

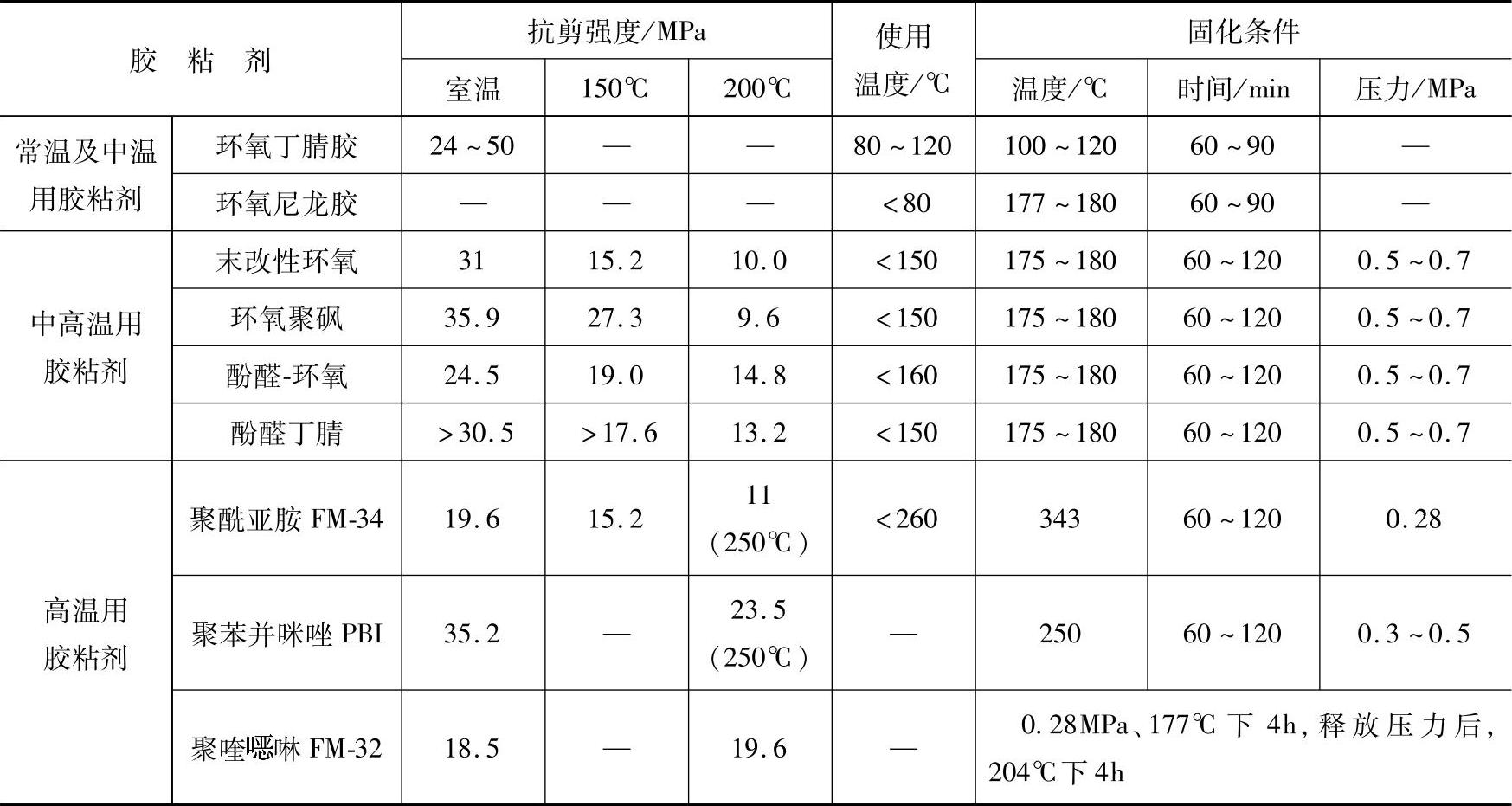
(2)胶粘剂的选择 表1-37给出了连续纤维增强铝基复合材料的胶接用胶粘剂。
(3)接头形式 胶接接头形式有双搭接、双盖板搭接、台阶式对接、斜口对接等,如图1-3所示。(https://www.xing528.com)
表1-37 连续纤维增强铝基复合材料的胶接用胶粘剂
2.连续纤维增强钛基复合材料的胶接
(1)表面处理
1)磷酸盐-氧化物腐蚀法。其工艺流程为:蒸汽脱脂→66℃的无硅酸盐碱性清洗剂中清洗5min→40℃以上的热水冲洗5min→改性氢氟酸溶液中浸泡2min→自来水冲洗2min→磷酸盐-氧化物腐蚀2min→自来水冲洗2min→66℃的去离子水中浸泡15min→自来水中冲洗15min→60℃的烘箱中干燥30min。处理完毕后包在牛皮纸中待焊。
①改性氢氟酸溶液的配方为:在3.875L去离子水溶液中加入70%氢氟酸16~23L、无水硫酸钠23g、70%硝酸312~391mL。
②磷酸盐-氧化物腐蚀溶液的配方为:在3.875L去离子水溶液中加入磷酸三钠48.7~52.4g、氟化钾18.7~22.5g、70%氢氟酸16.5~18.7g。
2)碱性溶液腐蚀法。其工艺流程为:蒸汽脱脂或丙酮清洗→66℃的无硅酸盐碱性清洗剂中清洗5min→40℃以上的热水冲洗5min→40℃以上的热水冲洗5min→流动的去离子水冲洗1min→碱性溶液(浓度为479g/L、温度为82~93℃的烷基磺酸盐溶液)中腐蚀5~10min→自来水冲洗2min→离子水冲洗1min→60℃的烘箱中干燥30min。处理完毕后包在牛皮纸中待焊。
(2)胶粘剂
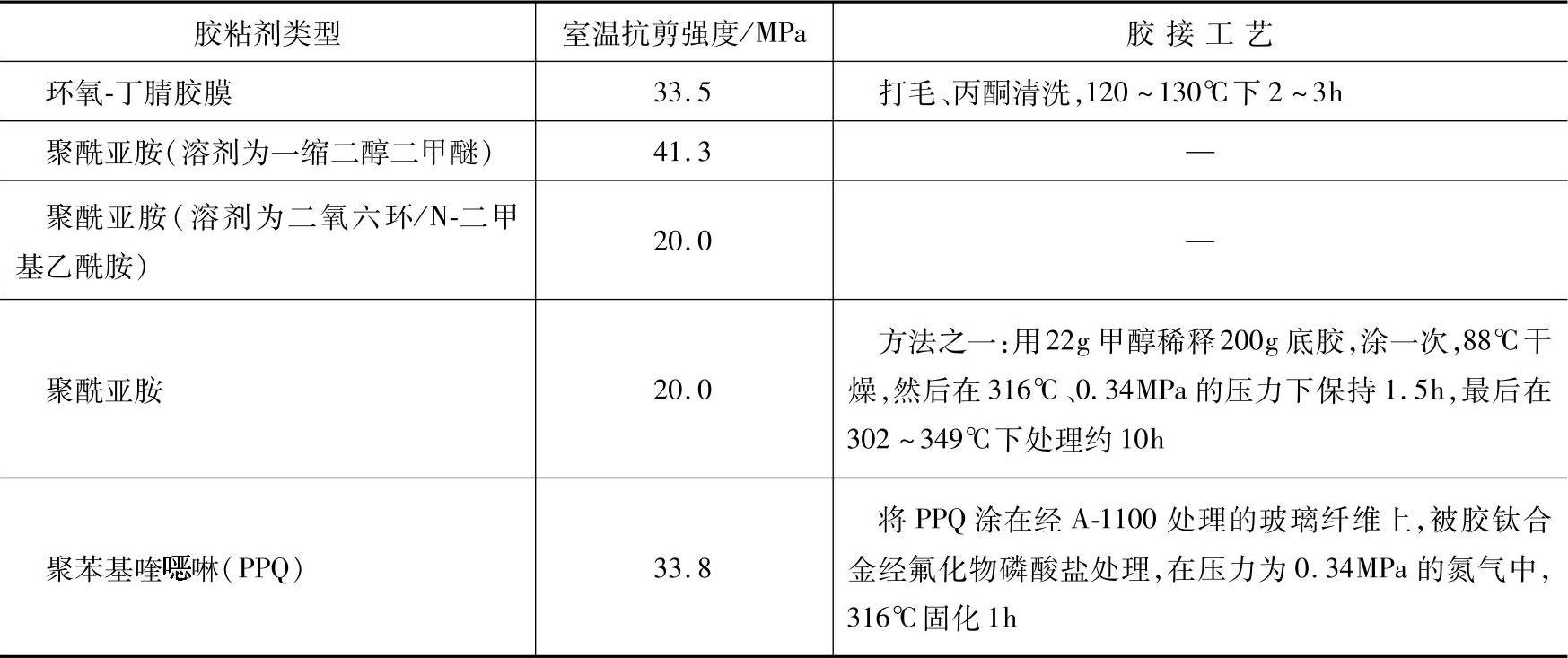
连续纤维增强钛基复合材料的工作温度较高,因此一般选用耐高温的胶粘剂,见表1-38。
表1-38 连续纤维增强钛基复合材料用耐高温的胶粘剂

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。