



由于电阻焊加热时间短,能有效地防止界面反应,而且通过施加压力还可防止产生裂纹和气孔。采用搭接接头,可把纤维增强金属基复合材料在很大程度上变为金属基之间的焊接,因此这种方法非常适合纤维增强金属基复合材料的焊接。纤维增强金属基复合材料电阻焊的要点如下:
1)焊接过程中纤维会发生断裂以及熔核中熔化基体金属的飞溅是电阻焊的主要问题。为此,应降低电极压力,还应减小焊接热输入。
2)纤维增强金属基复合材料与匀质材料焊接时,由于复合材料的电阻率大,线膨胀系数小,因此熔核易偏向复合材料一侧。为了保证熔核位于连接界面上,应使金属一侧电极的接触面减小,电阻率增大;复合材料一侧的电极的接触面增大,电阻率减小。
3)增强纤维的含量对其电阻焊的焊接性影响很大。随着纤维含量增大,熔核中熔化金属的流动性变差,使接头强度降低。比如,增强纤维的体积分数从35%提高到50%时,接头强度可降低10%。
1.Bf/Al复合材料的电阻焊
对厚度为0.5mm的Bf/1100Al复合材料进行电阻缝焊,所得到的搭接接头的抗剪强度为477MPa,相当于屈服强度的40%。电阻点焊时,对于直径为5mm的焊点的搭接接头的抗剪强度,有大于75%的强度系数。表1-32给出了典型的电阻点焊的焊接参数和接头强度。
2.Cf/Al复合材料的电阻焊
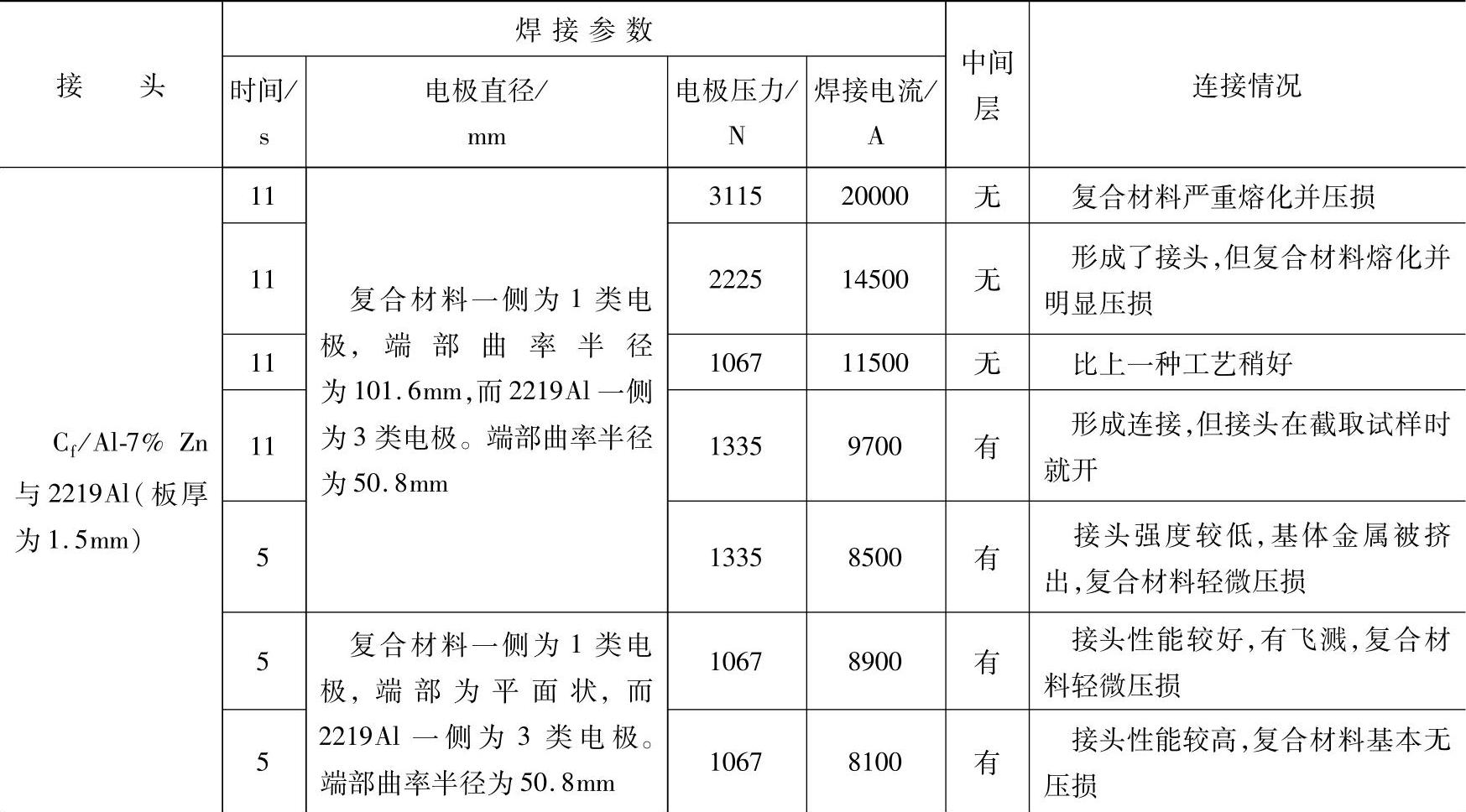
Cf/Al-7%Zn复合材料的电阻焊或Cf/Al-7%Zn与2219Al的电阻扩散焊,在焊接中都极易发生熔核金属的飞溅,难以选择合适的焊接参数。若在焊件之间加一层0.08mm厚的Al-12%Si的中间层,即可改善其焊接性。表1-33给出了中间层对Cf/Al-7%Zn复合材料的电阻焊焊接性的影响。
表1-32 典型的电阻点焊的焊接参数和接头强度(https://www.xing528.com)
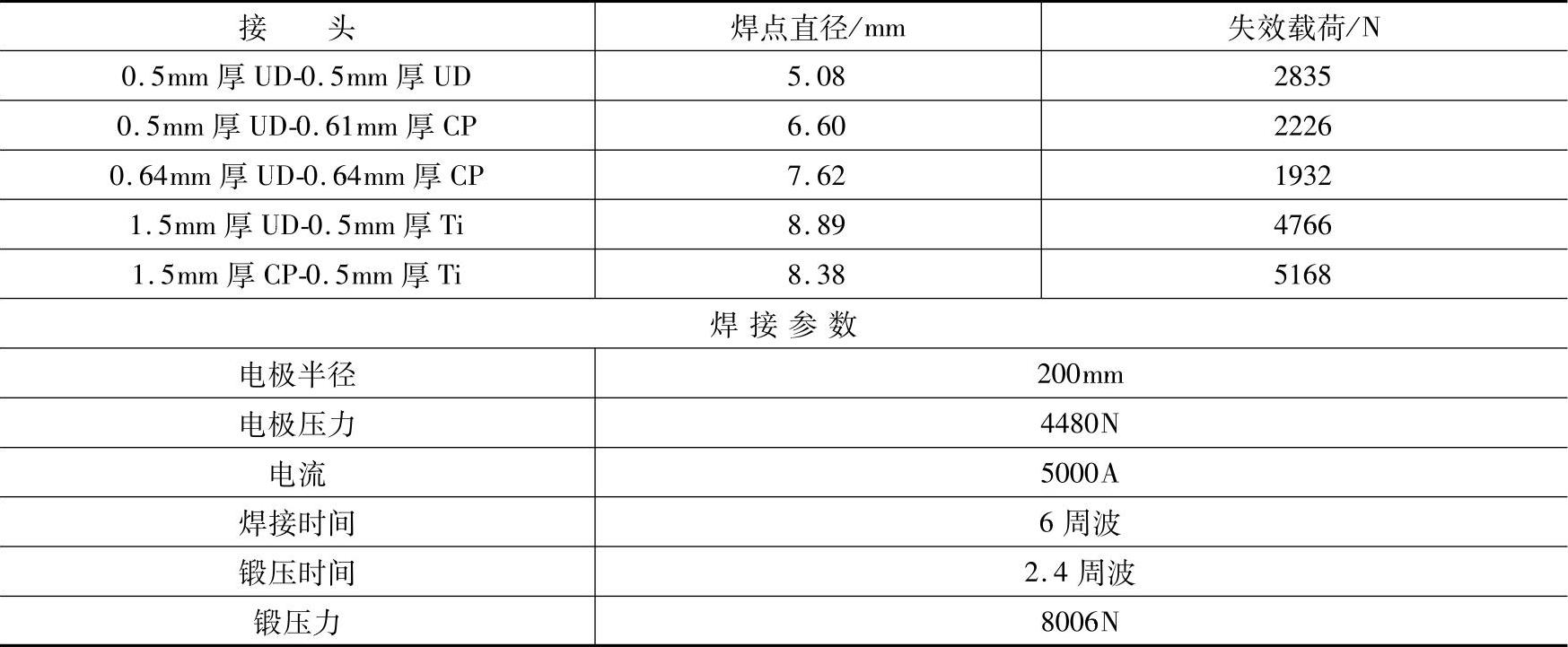
注:UD——单向纤维增强的复合材料,50%Bf/Al;
CP——交叉纤维织物增强的复合材料,50%Bf/Al。
表1-33 中间层对Cf/Al-7%Zn复合材料的电阻焊焊接性的影响
(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。