



由于钎焊也是固相焊接,避免了熔化金属对纤维的作用,也是焊接纤维增强复合材料的最好的方法之一。
1.3.4.1 连续纤维增强铝基复合材料的钎焊
1.连续纤维增强铝基复合材料的硬钎焊
连续纤维增强铝基复合材料的硬钎焊可以采用真空钎焊和浸渍钎焊。真空钎焊的焊接接头强度较低、耐蚀性较好;浸渍钎焊的焊接接头强度较高、耐蚀性较差。
(1)连续纤维增强铝基复合材料的硬钎焊用钎料 连续纤维增强铝基复合材料的硬钎焊用钎料主要是Al-Si及Al-Si-Mg。一般来说,用Al-Si钎料的接头强度比用Al-Si-Mg钎料的接头强度低。如在相同的钎焊条件下(钎焊温度588℃,压力0.11MPa,时间为30min),采用0.08~0.15mm厚的Al-Si来钎焊Bf/6106Al复合材料的接头强度为40MPa,而用Al-Si-Mg来钎焊Bf/6106Al复合材料的接头强度为100MPa。其原因主要是Mg可促进氧化膜的清除。对于碳纤维增强铝基复合材料的硬钎焊,Mg元素可起到更大的作用,Al-Si无法润湿碳纤维增强铝基复合材料,而Al-Si-Mg可以润湿碳纤维增强铝基复合材料。
(2)连续纤维增强铝基复合材料的硬钎焊工艺 用于硬钎焊的连续纤维增强铝基复合材料主要是Bf/Al、Cf/Al及SiCf/Al等。可以利用Al-Si及Al-Si-Mg钎料钎焊这些复合材料,钎焊温度应为577~616℃。
1)Bf/Al与Ti-6Al-4V的硬钎焊。在550℃的温度下,B-Al之间就可发生明显的界面反应,生成AlB2,使接头强度大大降低,因此,Bf/Al不能采用硬钎焊。但是在硼纤维表面涂上一层0.01mm厚的SiC的连续纤维增强铝基复合材料(Borsic/Al),SiC与Al的反应温度较高(593~608℃),B-Al之间的界面反应被抑制。
φ(B)=46%的Bf/Al与Ti-6Al-4V的硬钎焊,采用0.8mm厚的Al-12%Si作钎料。钎焊温度610℃,钎焊时间5min,压力172kPa。在真空中进行钎焊,可得到满意的结果。
用Al-Si及Al-Si-Mg钎料钎焊SiCf/Al时,存在一个最佳钎焊温度。
2)SiCf/Al与TC4钛合金的真空钎焊
①母材、钎料和钎焊条件。采用0.08mm厚的Al-11.6Si-1.5Mg-0.15Bi箔作为钎料,在580~590℃、保温15min和4.0×10-3Pa真空度的条件下对φ(SiC)=40%的SiCf/Al与Ti-6Al-4V钛合金进行钎焊。它们的力学性能如下:φ(SiC)=40%的SiCf/Al的抗拉强度为700MPa、抗剪强度为27~52MPa;Ti-6Al-4V的抗拉强度为925MPa、抗剪强度为880MPa、伸长率为10%~12%。
②钎焊之前的处理。钎焊之前的表面处理见表1-27。
表1-27 钎焊之前的表面处理

③钎焊接头形式。钎焊接头形式如图1-12所示。
④接头性能。采用接头效率来评价接头性能
E=P100/σA (1-8)
式中 E——接头效率;
P——接头可以承受的最大载荷;
σ——母材的抗拉强度;
A——母材拉伸之前的横截面积。
三种接头形式的接头效率见表1-28。
表1-28 三种接头形式的接头效率(按Ti-6Al-4V来算)

在SiCf/Al与TC4钛合金的真空钎焊中Ⅰ和Ⅱ的接头形式是不可取的,即使增大搭接长度也无济于事,因为它们受到弯曲应力的作用,使得接头存在严重的应力集中;而采用Ⅲ型的双面搭接的接头形式,其受力状况得到改善,增大搭接长度,其接头效率还可得到进一步提高。
⑤接头组织。图1-13给出了SiCf/Al与TC4钛合金的真空钎焊的接头组织,白色区域为铝基固溶体,已看不到Al-Si钎料中条状富硅相的存在,而在TC4钛合金的界面处存在一个金属化合物层,根据电子探针分析的结果,其主要成分是Al、Si、Ti,其组织可能是Al5Si12Ti7、Al23Ti9。这个金属化合物层对接头强度并无明显影响。

图1-12 钎焊接头形式
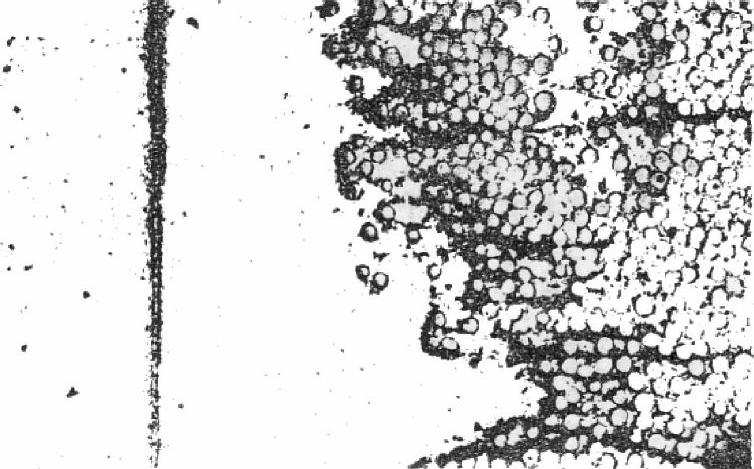
图1-13 SiCf/Al与TC4钛合金的真空钎焊的接头组织
⑥接头断口。SiCf/Al与TC4钛合金的真空钎焊的接头断口有复合材料拉断、剪断及两者混合断裂三种形式。图1-14给出了SiCf/Al与TC4钛合金的真空钎焊的接头断口,SiCf/Al拉断断口为SiC纤维的脆性断裂和Al的韧性断裂;而SiCf/Al的剪断断口主要是发生在铝基体上。
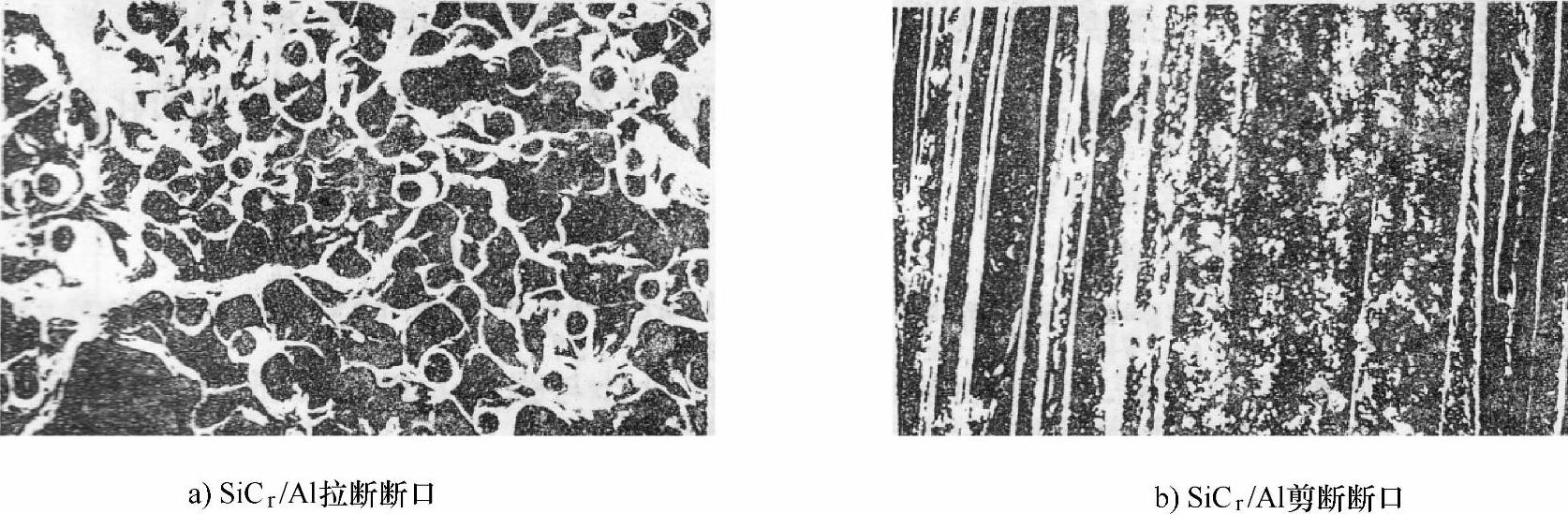
图1-14 SiCf/Al与TC4钛合金的真空钎焊的接头断口
(3)Cf/Al的硬钎焊
1)钎焊工艺。母材为φ(C)=50%的Cf/Al复合材料,采用钎料成分和熔化温度分别为:HL401、Al-6Si-28Cu,525~535℃;HL402、Al-10Si-4Cu,521~585℃;HL403、Al-10Si-4Cu-10Zn,516~560℃。母材和钎料经砂布打磨后用丙酮清洗。钎焊采用高频感应加热。由于高频加热的热惯性较大,因此采用石墨间接加热。钎料是采用刮擦的方法涂覆在母材表面的。
2)界面反应和组织特征。图1-15为钎焊接头不同区域的显微组织,可以看到,钎焊质量良好。图1-15a为钎缝组织,图1-15b为距离钎缝较远的组织,图1-15d为交界区的组织,只在界面处有少量弥散分布的碳纤维(图中左上角),在母材的碳纤维附近存在A(白亮)、B(稍暗)、C(距离焊缝稍远)三种不同的组织形态,表1-29为其能谱分析的结果。
表1-29 能谱分析的结果 (%)

可以看到,A、B两种组织都集中了大量的Al和Si,C组织主要是由Al和碳组成,这是由于此处Al和碳反应形成了Al4C3化合物,在存在液态Al的情况下这一反应可以自发进行。
4Al+3C=Al4C3 (1-9)
由于Al和碳纤维之间热膨胀系数相差很大,钎焊时产生很大的热应力,导致在其界面形成毛细管,在毛细管的作用下,液态钎料渗入毛细管,使得碳纤维周围出现大量Si和Cu元素。(https://www.xing528.com)
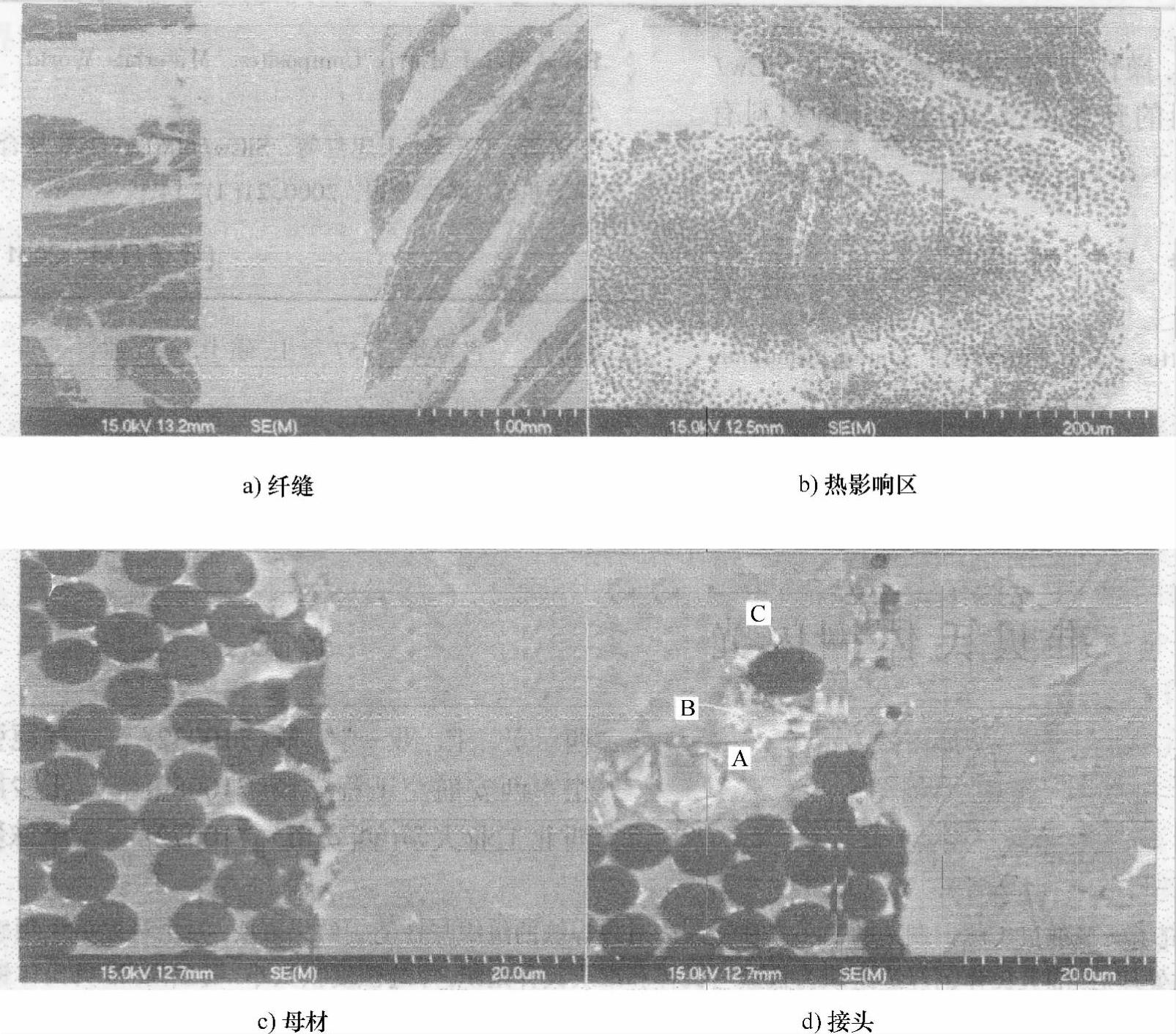
图1-15 HL402钎焊接头的显微组织
上述反应在钎焊过程中很剧烈,形成大量Al4C3化合物,使得纤维周围的Al含量下降,Si和Cu元素含量相对升高,这就可能发生如下反应:
Al4C3(s)+3Si(s)=4Al(L)+3SiC(s) (1-10)
还会发生反应:
C(s)+Si(s)=SiC(s) (1-11)
采用HL402钎料,在钎焊温度接近600℃时,根据上述三个反应(式1-9~式1-11),随着液态钎料的渗入不断地进行,使得纤维周围的铝含量不断下降,这样就在纤维周围形成大量的Al4C3和SiC。反应剩余的硅,在形成过共晶的条件下,就以单质形式存在。渗入的大量液态钎料中的铜,除了固溶以外,在钎焊接头冷却到548℃时,又和铝发生共晶反应,以CuAl2形式析出;过量的Al则以AlCu的形式析出。
3)接头强度。三种钎料(HL401、HL402和HL403)的化学成分、组织特征和接头抗剪强度见表1-30。
表1-30 HL401、HL402和HL403的化学成分、组织特征和钎焊接头剪切性能

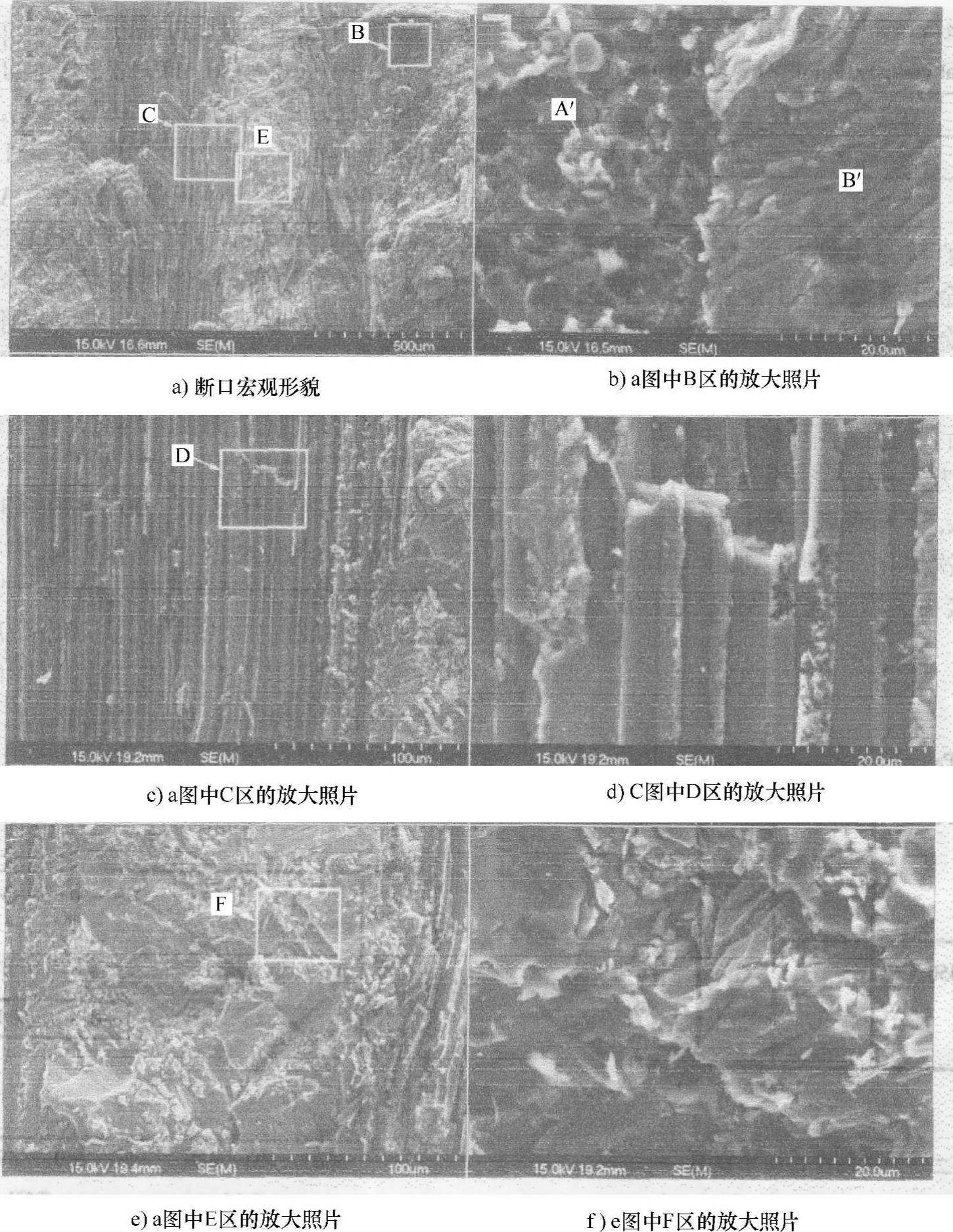
图1-16 采用HL402钎料的钎焊接头剪切断口形貌
4)断口。图1-16为HL402钎料的钎焊接头剪切断口形貌,图1-16a为断口宏观形貌,图1-16b为图1-16a中B区的放大照片,图1-16c为图1-16a中C区的放大照片,图1-16d为图1-16c中D区的放大照片,图1-16e为图1-16a中E区的放大照片,图1-16f为图1-16e中F区的放大照片。从图1-16a可以看出,母材和钎缝都发生了断裂;图1-16b纤维方向垂直焊缝方向的母材断口,这部分所占面积较小,断裂时纤维之间铝基体有少量塑性变形(图中A′处),B′处是钎缝,钎缝中的钎料几乎没有发生任何变形就断开,呈现脆性;图1-16c是纤维方向平行焊缝方向的母材断口,此处纤维有被拔出的痕迹,即发生了纤维与基体的脱离;图1-16d显示碳纤维之间铝基体也没有大的变形,这是由于界面反应形成的Al4C3太多,增大了碳纤维和铝基体的结合力,使得材料的强韧性下降所致;图1-16e、f为钎缝断口,虽然钎料发生了一定的塑性变形,但是总体看来仍然属于脆性断裂,这是由于钎缝的变形受到了高强度母材约束的缘故。
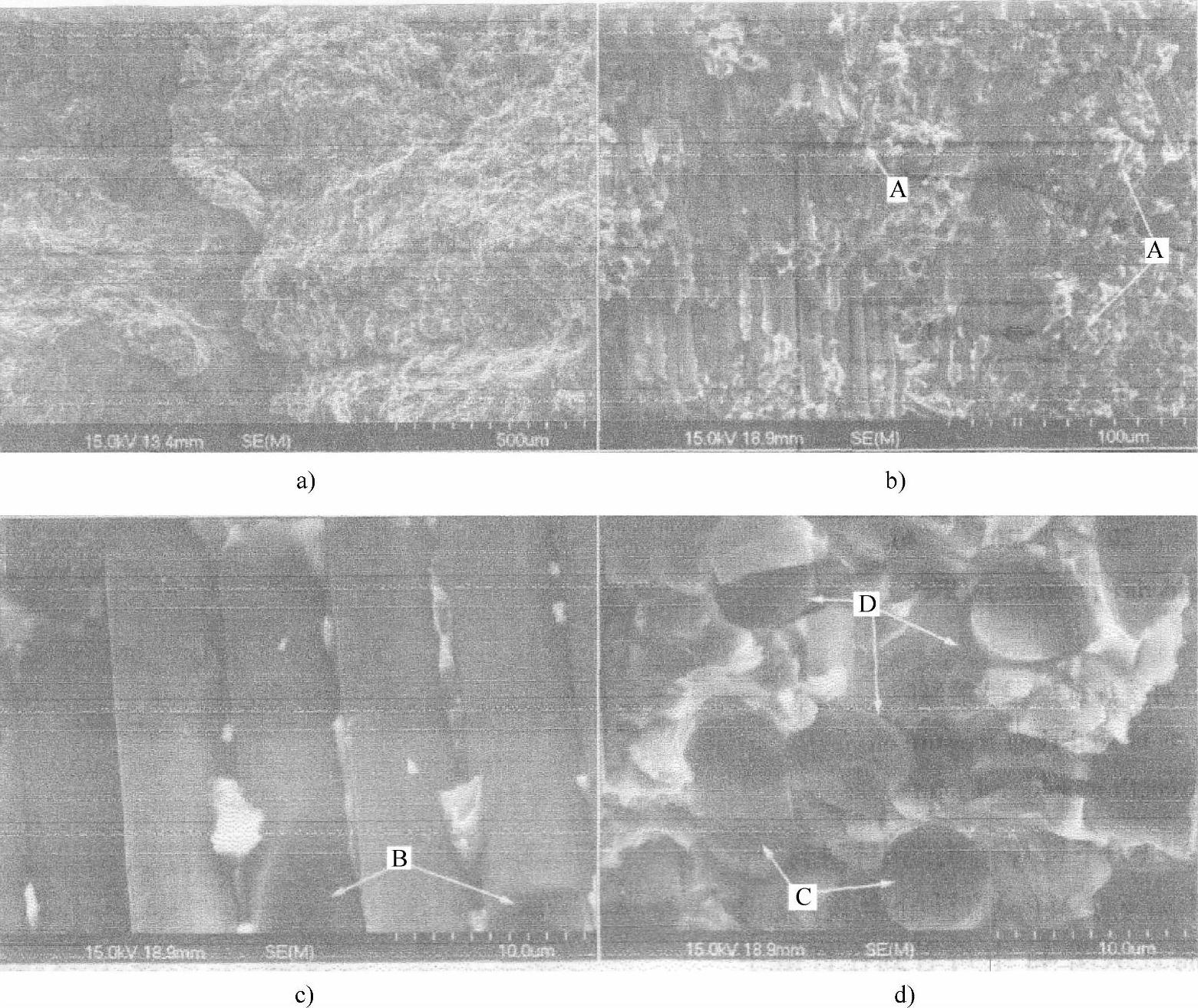
图1-17 采用HL401钎料钎焊接头剪切断口形貌
图1-17为HL401钎料的钎焊接头剪切断口形貌,图1-17a为断口宏观形貌,断裂发生在钎料与母材的界面和部分母材上,虽然钎料与母材的结合很好,但是仍然属于解理断裂;图1-17b显示母材的断裂主要发生在碳纤维较多的区域,无论纤维方向是平行还是垂直于钎缝(图1-17b中A),而碳纤维的断裂面都比较平滑(图1-17c中的B和图1-17d中的C),这表明碳纤维很脆,但承载时起到了强化作用,因此断裂时母材也没有产生明显的变形;图1-17c为与纤维方向平行的母材断口,显示出碳纤维之间只有少量铝基体,铝基体虽然也发生了变形,但并未出现韧窝,仍然是脆性断裂;图1-17d为与纤维方向垂直的母材断口,铝基体也没有发生明显的变形,这是由于碳纤维约束了铝基体的缘故,断口形貌仍然属于脆性断裂。图1-17d中C为碳纤维断裂的断口,D是碳纤维之间铝基体的断口。与图1-16相比,图1-17中的白亮相(界面反应形成的物质)较少,这是由于HL401钎料比HL402钎料不但Al、Si少,而且更主要的是HL401钎料的钎焊温度比HL402钎料低得多。
HL401钎料是三元共晶钎料,本身的脆性较大,但是由于在钎焊过程中Si、Cu向母材大量渗入和扩散,钎料成分偏离了共晶成分,断口显示的塑性并不比亚共晶HL402钎料低很多;而且由于HL401钎料的钎焊温度比HL402钎料低很多,所以界面反应也比HL402钎料小很多,接头的抗剪强度达到65.01MPa,是一种值得重视的钎焊C/Al复合材料的钎料。
图1-18为采用HL403钎料的钎焊接头剪切断口形貌,断裂发生在钎缝中,断口呈现出明显的脆性。图1-18a和b的断口显示出碳纤维之间的基体发生了变形,基体铝和钎料结合良好,图1-18c显示出钎料对碳纤维润湿性不好,碳纤维表面没有铝合金。图中断口表面都有白亮处,说明碳纤维与铝基体发生了明显的界面反应,在其界面上形成大量Al4C3、SiC、CuAl2等脆性化合物,因此强度和韧性下降。
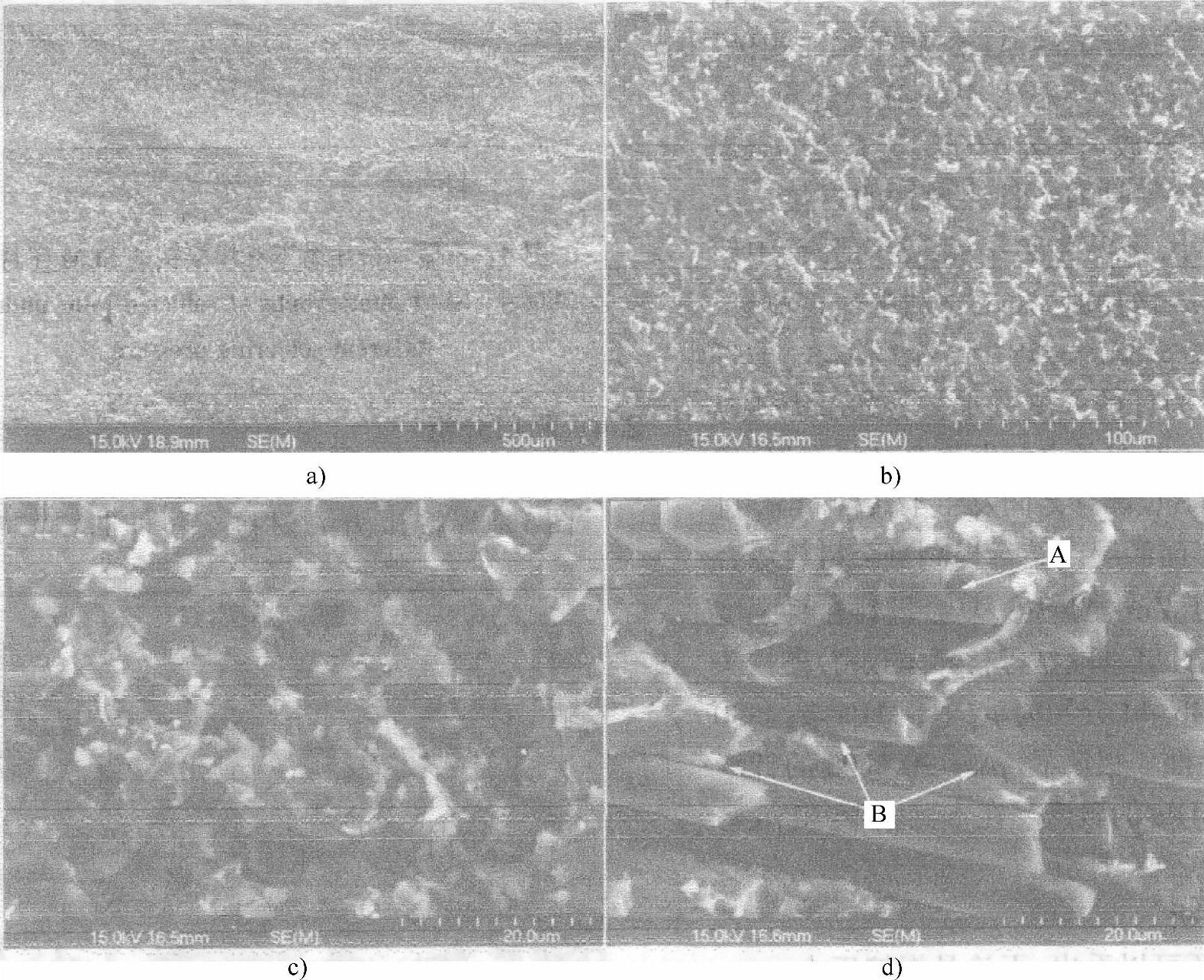
图1-18 采用HL403钎料的钎焊接头剪切断口形貌
与HL402钎料相比,HL403钎料中Si、Cu含量没有变化,只是增加了质量分数为10%的Zn,降低了10%的Al。
2.连续纤维增强铝基复合材料的软钎焊
(1)工件的表面处理 在Bf/Al及Borsic/Al连续纤维增强铝基复合材料的软钎焊时,工件的表面处理对接头强度的影响很大。在Bf/Al表面镀一层0.05mm厚的镍,就可明显改善润湿性并提高接头强度。镀镍方法有两种:化学镀和电镀。化学镀的接头强度比电镀高10%~30%,这是因为复合材料表面的硼纤维不导电,电镀不能完全地将镍镀到硼纤维上,钎料对硼纤维的润湿性不好。
(2)连续纤维增强铝基复合材料的软钎焊用钎料 连续纤维增强铝基复合材料的软钎焊用钎料主要是95%Zn-5%Al、95%Cd-5%Ag及82.5%Cd-17.5%Zn(质量分数)等三种。表1-31为用这三种钎料钎焊Bf/Al与Bf/6061Al(T6)之间接头的抗剪强度,钎焊是用加溶剂的氧乙炔焰钎焊。这三种钎料具有不同的特点:95%Zn-5%Al钎料的接头具有较高的高温强度(适用于316℃下使用),但是钎焊工艺较难控制;95%Cd-5%Ag钎料的接头具有较高的低温强度(适用于93℃下使用),而且成形好,钎焊工艺较易控制;82.5%Cd-17.5%Zn钎料的接头很脆,冷却过程中就可能发生断裂。
表1-31 B/Al软钎焊的抗剪强度
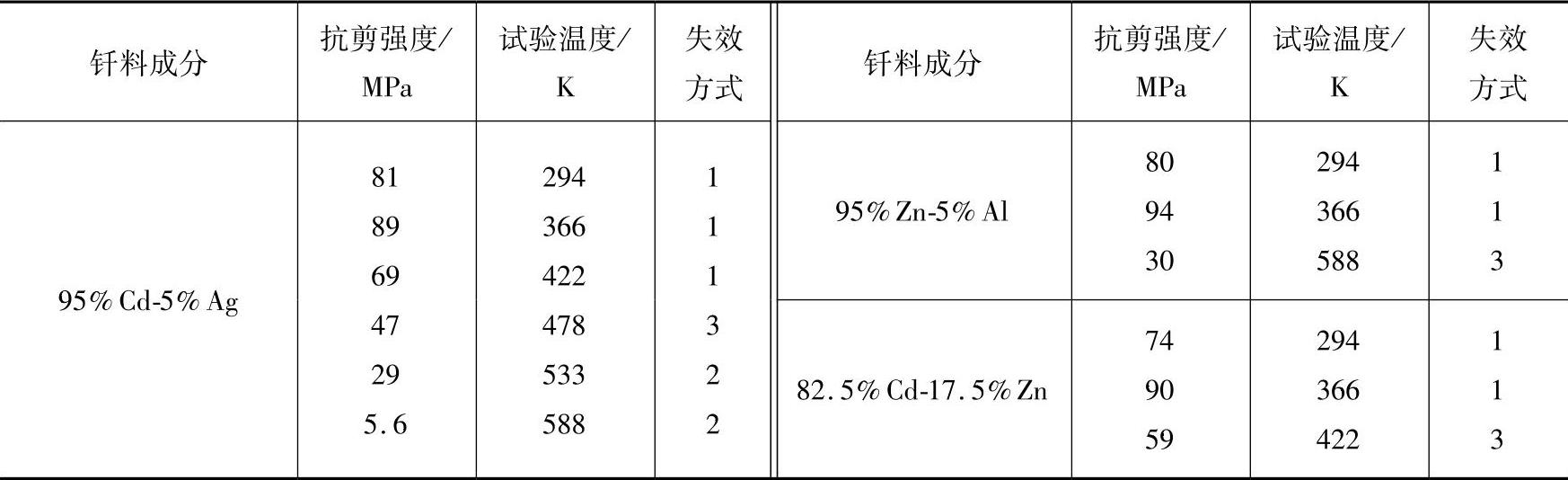
注:失效方式1—复合材料层间剪切。
失效方式2—从钎缝处断裂。
失效方式3—1与2两种方式均可能会发生。
3.连续纤维增强铝基复合材料的共晶扩散钎焊
连续纤维增强铝基复合材料的共晶扩散钎焊需要采用中间层,以使中间层材料与母材在钎焊温度下发生共晶反应而形成低熔共晶层,经过凝固及扩散过程形成一个牢固的接头。
(1)连续纤维增强铝基复合材料的共晶扩散钎焊的中间层材料 适用于连续纤维增强铝基复合材料的共晶扩散钎焊的中间层材料有Ag、Cu、Mg、Ge及Zn,它们与Al的共晶温度分别为566℃、541℃、438℃、424℃和382℃。中间层的厚度应控制在1.0μm左右。
(2)连续纤维增强铝基复合材料的共晶扩散钎焊工艺 利用厚度为0.1mm的铜箔中间层来焊接φ(B)=45%的Bf/1100Al复合材料时,加热温度应稍高于548℃(Al-Cu的共晶温度为541℃);均匀化处理温度504℃×2h。在548℃保温时,Al和Cu相互扩散,而形成共晶液相(Al-33.2%Cu),随着保温时间的进行,Cu不断向Al中扩散,当Cu在Al中的质量分数降到5.65%时,接头就凝固。然后再在504℃下进行2h的均匀化处理(由于增强纤维阻碍了中间层元素向复合材料中铝基的扩散,因此需要较长时间来均匀化)。这样得到的接头的强度可达1103MPa,接头强度系数可达86%。图1-19为共晶扩散钎焊时铜在铝基体中的扩散机制。
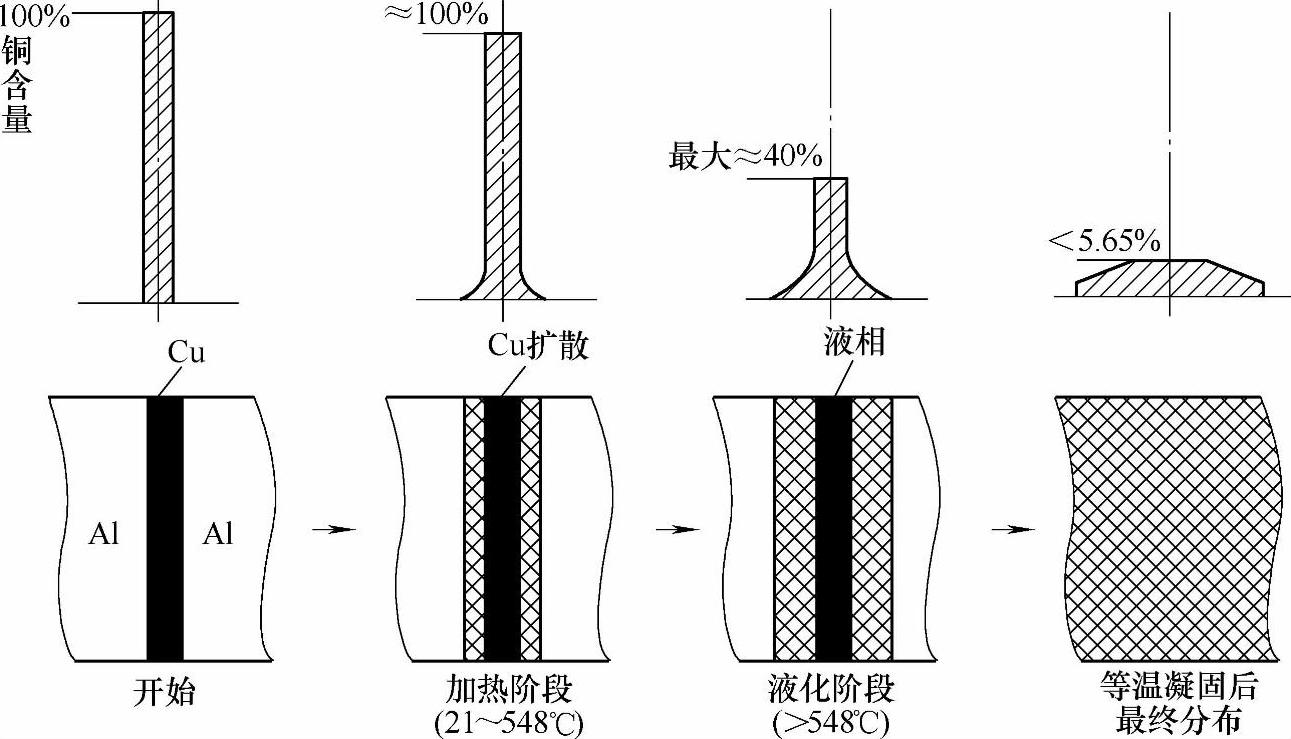
图1-19 共晶扩散钎焊时铜在铝基体中的扩散机制
1.3.4.2 连续纤维增强钛基复合材料的钎焊
1.连续纤维增强钛基复合材料钎焊用钎料
钎焊的加热过程不会损伤连续纤维增强钛基复合材料的性能,其所使用的钎料有Ti-Cu15-Ni15和Ti-Cu15两种,也可用两片纯钛夹一片Cu50-Ni50轧制成复合钎料。采用复合钎料时,加热温度应高,保温时间要长,因此扩散层较厚。
2.连续纤维增强钛基复合材料的钎焊工艺
用上述复合钎料焊接SCS-6/β21S(SCS-6是一种专门用于增强钛合金基复合材料的SiC纤维,直径约140μm,表面有一层3μm厚的富C层,而β21S是一种成分为Ti-15%Mo-20.7%Nb-3%Al-0.25%Si的钛合金),所得到的接头强度在室温及649℃、816℃下都很高。焊接的理想条件是1100℃×120s。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。