



由于扩散焊为固相焊接,避免了熔化金属对纤维的作用,是焊接纤维增强复合材料的最好的方法之一。
连续纤维增强金属基复合材料扩散焊的问题:
1)由于扩散焊加热时间长,金属基体与纤维之间仍会发生相互作用。
2)当两焊件之间的纤维之间相互接触时,由于纤维的高强度和高刚度,阻碍了接触面的变形和紧密接触,使扩散焊难以进行。
3)复合材料与基体金属进行扩散焊时,基体金属一侧变形过大。
4)不加中间层时,扩散焊焊接接头的强度取决于结合面上金属基体之间的接合强度。因此金属基体在整个焊接接头结合面上所占的比例越大,接头的强度就越大;反之,纤维在整个焊接接头结合面上所占的比例越大,接头的强度就越小。也就是说,复合材料中纤维的体积分数越大,接头的强度就越小,即焊接性就越差。
这里介绍SiC(SCS-6)f/Ti-6Al-4V纤维增强金属基复合材料与Ti-6Al-4V的扩散焊。
1.焊前表面处理
焊前必须用细砂布将表面打磨平整,清除氧化膜,并用丙酮清洗表面。
2.选择中间层
连续纤维增强金属基复合材料的扩散焊可以采用直接扩散焊和加中间层的瞬时液相扩散焊。加中间层的瞬时液相扩散焊比不加中间层的直接扩散焊所加压力要小,所需时间要短。比如,SiCf/Ti-6Al-4V与Ti-6Al-4V的直接扩散焊,所需压力为7MPa,所需时间为3min,其接头强度为850MPa。而要达到同样的接头强度,加中间层(Ti-Cu-Zr)的瞬时液相扩散焊时,所需压力为1MPa,所需时间为0.5min。
图1-6为以Ti-6Al-4V为中间层、以Ti-Cu-Zr为瞬时液相层的瞬时液相扩散焊的示意图,可见中间层厚度对接头性能有重要的影响,图1-7为Ti-6Al-4V中间层厚度对φ(SiC)=30%的SiCf/Ti-6Al-4V瞬时液相扩散焊接头性能的影响。
图1-6 加中间层及瞬时液相层的瞬时液相扩散焊的示意图
图1-7 中间层厚度对φ(SiC)=30%的SiCf/Ti-6Al-4V瞬时液相扩散焊接头性能的影响
3.接头形式(https://www.xing528.com)
接头形式对φ(SiC)=30%的SiCf/Ti-6Al-4V接头性能有重要的影响,接头形式如图1-6(瞬时液相扩散焊对接)和图1-8(固态扩散焊斜接)所示,有对接和斜接两种接头形式。斜接接头强度比对接接头强度高,而且θ角越小接头强度越高。这是由于断裂过程开始于接头表面纤维不连续处(图1-9之A点),并沿AA′(垂直于拉力方向)扩展。
图1-8 加中间层的30%SiCf/Ti-6Al-4V固态扩散焊斜接接头示意图
图1-9 30%SiCf/Ti-6Al-4V固态扩散焊斜接接头断裂过程示意图
4.扩散焊条件对接头性能的影响
扩散焊温度及焊接时间对界面反应有明显的影响,扩散焊温度及焊接时间的选择应尽量减少界面反应的强度。SiCf/Ti-6Al-4V连续纤维增强金属基复合材料在扩散焊中将发生如下反应:首先发生反应为
Ti+C=TiC (1-5)
其后发生反应为
9Ti+4SiC=4TiC+Ti5Si4 (1-6)
8Ti+3SiC=3TiC+Ti5Si4 (1-7)
这个反应层厚度对接头性能有明显的影响,而这个反应层厚度受到扩散焊温度及焊接时间的影响,如图1-10及图1-11所示。
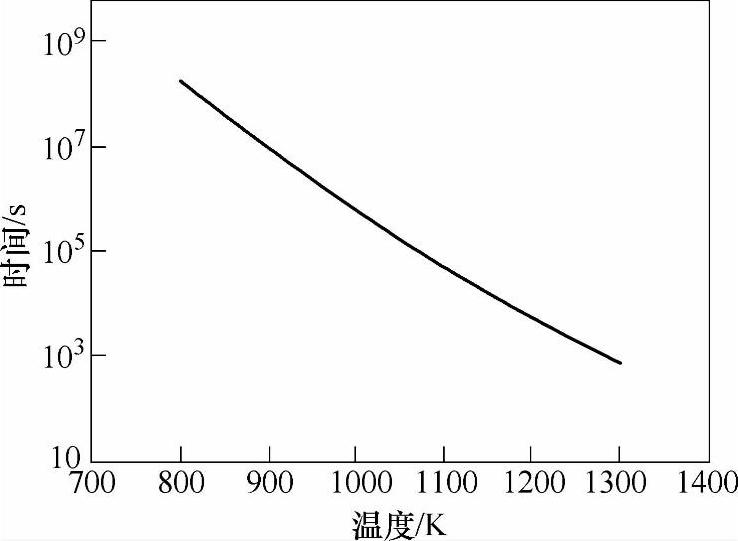
图1-10 界面反应层厚度达到1.0μm时温度与时间之间的关系
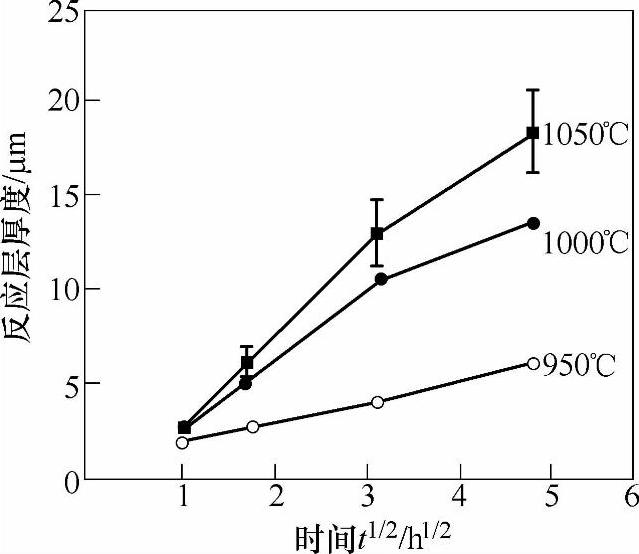
图1-11 不同温度下SiC(SCS-6)f/Ti-6Al-4V复合材料界面反应层厚度与加热时间的关系
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。