



【摘要】:采用脉冲TIG焊时,由于热输入降低,缩短了熔池存在时间,可有效地抑制界面反应。表1-25 φ=50%的Bf/6061Al复合材料的典型的焊接参数3.Wf/Ti复合材料的焊接利用TIG焊焊接Wf/Ti复合材料时,也会发生界面反应,但是焊缝成形良好,接头强度较高。
连续纤维增强金属基复合材料可利用TIG焊、MIG焊进行焊接,且由于连续纤维增强金属基复合材料的焊接熔池流动性差,坡口角度要加大(60°~90°)。
1.Cf/Al复合材料的焊接
主要利用方波交流TIG焊,最好是脉冲方波交流TIG焊。利用TIG焊焊接Cf/Al复合材料时,尽管焊缝与母材之间有良好的冶金结合,但碳纤维与铝基体之间会发生严重的界面反应,而且熔合区中的纤维有大量的断裂。采用脉冲TIG焊时,由于热输入降低,缩短了熔池存在时间,可有效地抑制界面反应。
2.Bf/Al复合材料的焊接
对Bf/Al复合材料,应该采用焊接热输入小的焊接方法来焊接。表1-25给出了φ(B)=50%的Bf/6061Al复合材料的典型的焊接参数。
表1-25 φ(B)=50%的Bf/6061Al复合材料的典型的焊接参数(https://www.xing528.com)

3.Wf/Ti复合材料的焊接
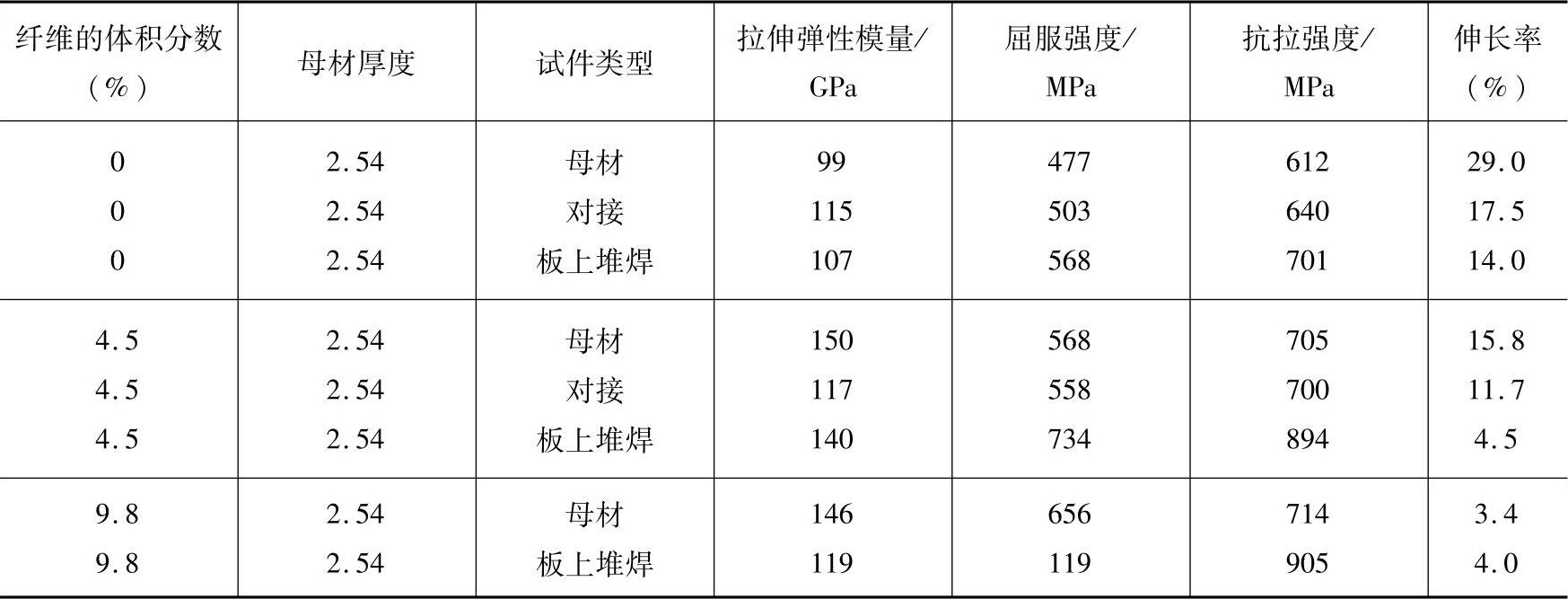
利用TIG焊焊接Wf/Ti复合材料时,也会发生界面反应,但是焊缝成形良好,接头强度较高。表1-26给出了手工交流TIG焊焊接Wf/Ti复合材料的接头强度(焊接参数:焊接电流60A,电弧电压10V,焊接速度2.54mm/s)。
表1-26 手工交流TIG焊Wf/Ti复合材料的接头强度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。