



【摘要】:例如,小型制品的排气量不大,如果排气点正好在分型面上,就可利用分型面上的微小间隙排气,而不必再开设专门的排气槽。正因为大多数模具可以从分型面处自然排气,因此排气问题往往被模具设计人员所忽视。一般有以下几种排气方式:分型面排气对于小型模具,可以利用分型面间隙排气。但分型面需位于熔体流动末端,如图6-64a所示。排气槽尺寸以气体能顺利地排出而不溢料为原则。
在许多情况下,可利用模具分型面之间的间隙自然排气。例如,小型制品的排气量不大,如果排气点正好在分型面上,就可利用分型面上的微小间隙排气,而不必再开设专门的排气槽。
正因为大多数模具可以从分型面处自然排气,因此排气问题往往被模具设计人员所忽视。当制品所用物料发气量较大,或者成型具有部分薄壁的制品,以及采用快速注塑工艺时,必须妥善地处理排气问题。一般有以下几种排气方式:
(1)分型面排气 对于小型模具,可以利用分型面间隙排气。但分型面需位于熔体流动末端,如图6-64a所示。
(2)推杆间隙排气 利用推杆与模板或型芯的配合间隙排气,或有意增加推杆与模板的间隙,如图6-64b所示。
(3)拼镶件缝隙排气 对于组合式的凹模或型芯,可利用其拼合的缝隙排气,如图6-64c所示。
(4)滑块间隙排气 对于带有抽芯机构的模具,可利用滑块间隙进行排气,如图6-64d所示。(https://www.xing528.com)
(5)粉末烧结合金块排气 粉末烧结合金是用球状颗粒合金烧结而成的材料,强度较差,但质地疏松,允许气体通过。在需排气的部位放置一块这样的合金即可达到排气的要求,但其底部通气孔直径不宜太大,以防止型腔压力将其挤压变形,如图6-64e所示。
(6)排气槽排气 对于成型大中型塑件的模具,需要排除的气体比较多,通常都应开设排气槽。排气槽尺寸以气体能顺利地排出而不溢料为原则。排气槽宽度b=3~5mm,深度h<0.05mm,长度L=0.7~1.0mm,此后可加深到H=0.8~1.5mm,如图6-64f所示。
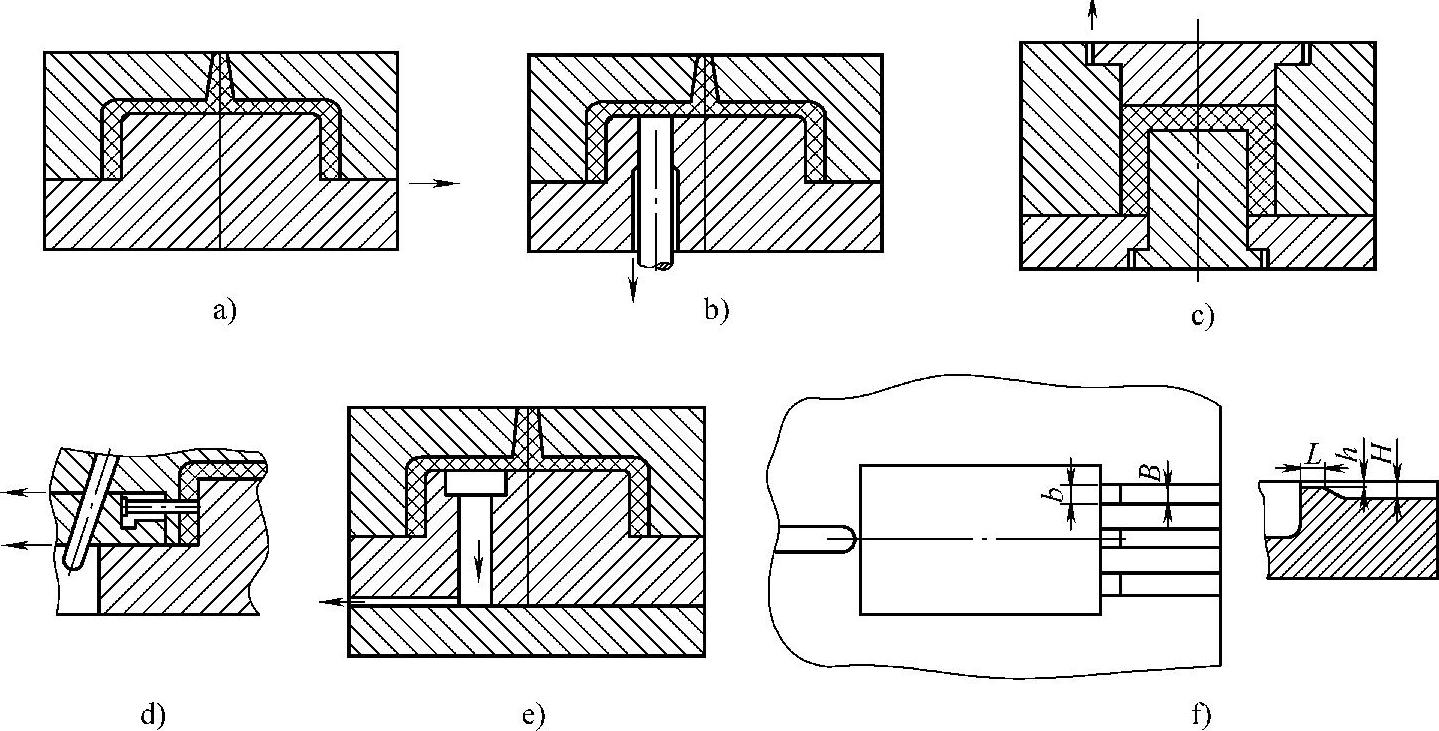
图6-64 排气方式
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。