



在多型腔的模具中,分流道的布局形式很多。分流道的布局形式与型腔的布局密不可分。分流道的布局是围绕型腔的布局而设置的,分流道的布局形式很大程度上取决于型腔的布局,两者应统一协调,相互制约。
1.分流道的平衡布局
分流道的平衡就是保证流经多腔模具的每个分流道进入模腔的塑料流量相等,到达所有模腔的塑料具有相同的压力和温度,这样就可以保证模具生产的所有制品具有一致的性能。
但是,实际上很难达到理想的平衡流动状态。由于流道加工精度和粗糙度的影响、流道周围不均匀的加热和冷却、浇口的制造公差、各型腔排气的不均匀性以及塑料熔流在各流道分配点的方向变化产生的不均匀流动等诸多原因,使得完全平衡不可能实现。
为了尽可能做到流道的平衡,通常使主流道到各型腔的分流道的长度、断面尺寸以及形状都完全相同,尽可能保证各型腔同时均衡进料,同时注塑完毕。平衡布局大致分为以下几种形式。
(1)圆形 圆形布局是将型腔分布在以主流道为圆心的圆周上。比2大的任意合理的型腔数都可以采用圆形布局,其形式如图6-16所示。图6-16a中,塑件的外形特点采用圆形布局形式较为理想,型腔排列紧凑,分流道很短;图6-16b中,分流道未设置冷料穴,冷料有可能进入型腔;图6-16c的形式在分流道末端设置了冷料穴,设计较为合理;图6-16d的设计更为合理,可以克服分流道过密的缺点,减少流道凝料。圆形分布的分流道有时排列不够紧凑,分流道较长,分流道占用的区域较大,加工时需要采用极坐标加工。
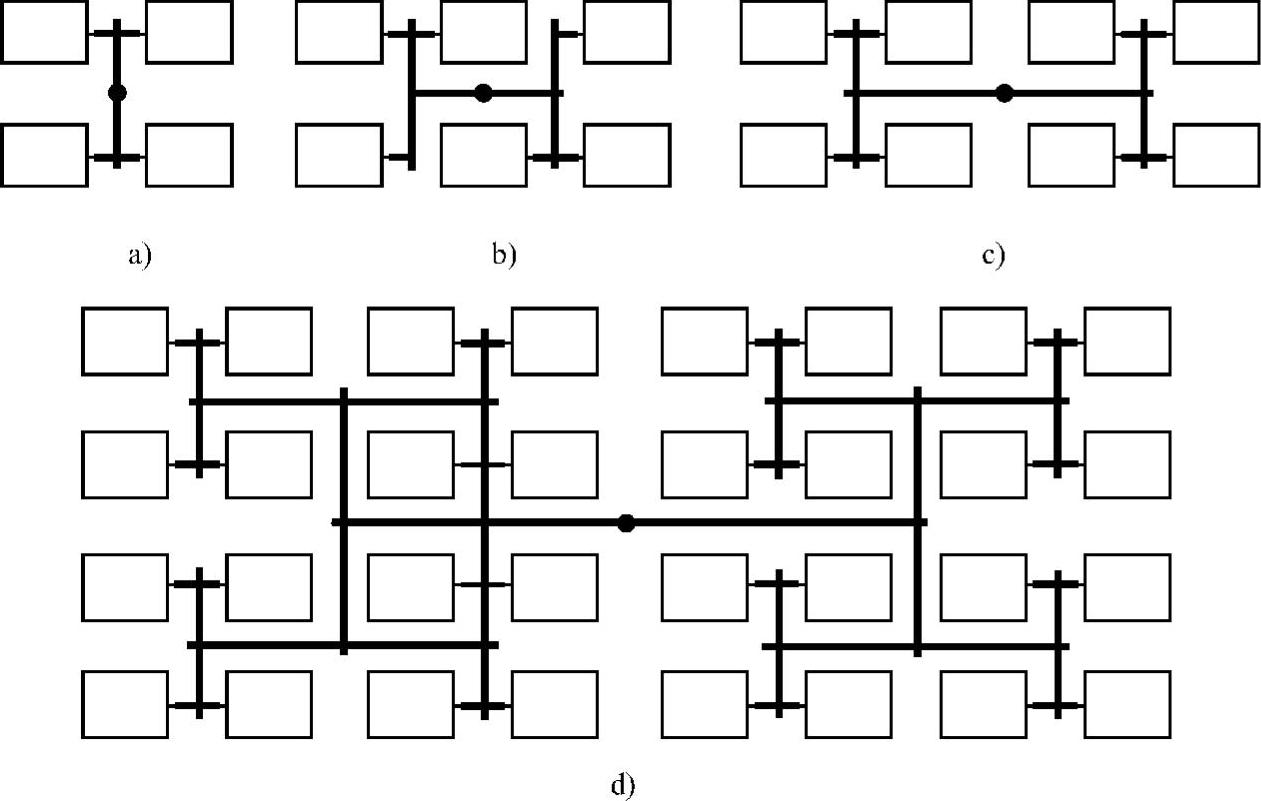
(2)一字形 一字形布局是型腔排列成一条直线,其基本形式如图6-17所示。图6-17a一般用于细长制品,图6-17b是两型腔模具的基本排列形式。
(3)X形 X形布局,是以4个型腔为一组,分流道呈X形交叉状,如图6-18所示。X形布局结构紧凑,是4的偶数倍型腔常采用布局方式。
(4)Y形 Y形布局,是以3个型腔为一组进行布局排列,常用于型腔数为3的偶数倍的模具,如图6-19所示。其中,图6-19a结构更为紧凑,有利于节省模具布局空间,图6-19b分流道加工较为方便。
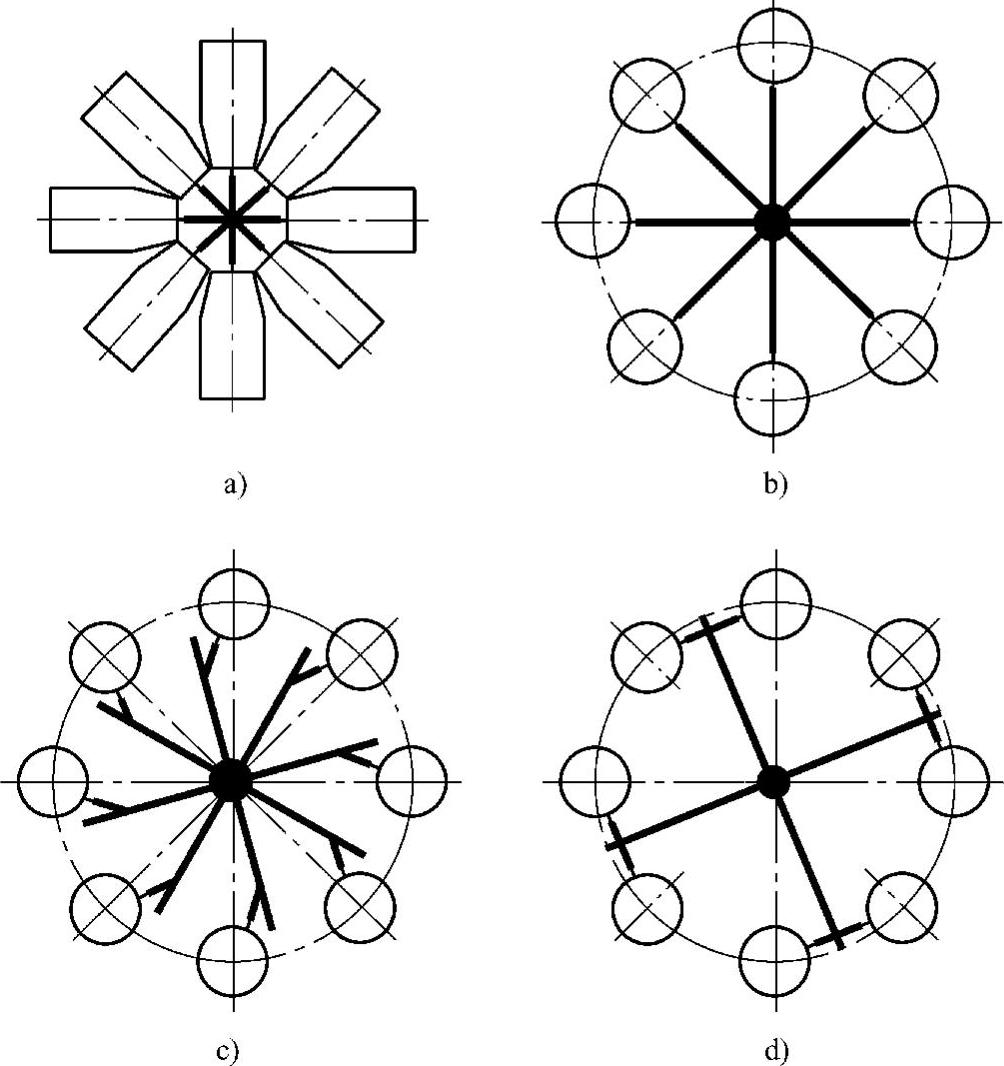
图6-16 分流道圆形布局形式
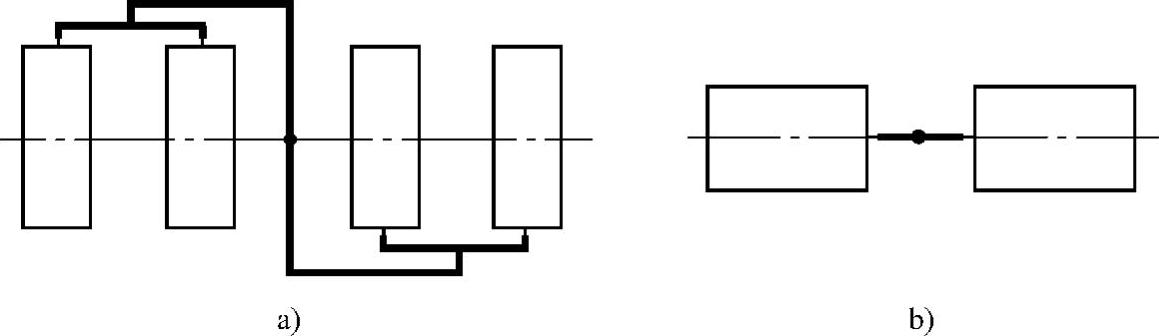
图6-17 分流道一字形布局形式
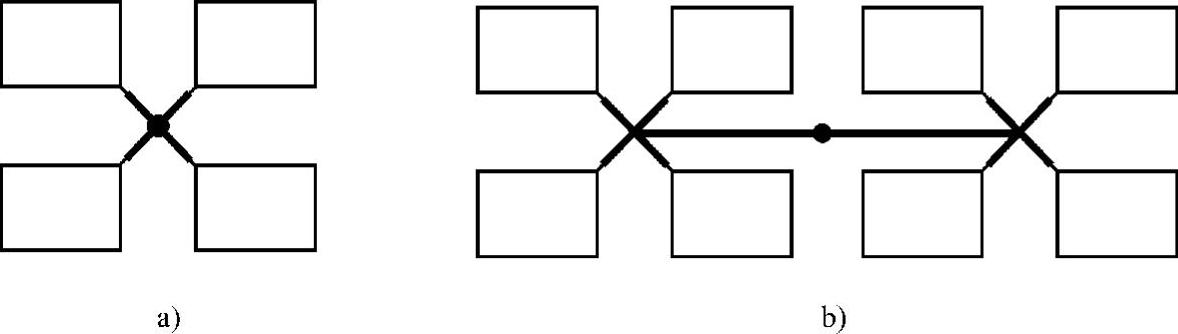
图6-18 分流道X字形布局形式
(5)H形 H形布局的形式如图6-20所示。图6-20a是H形布局的基本形式,以4个型腔为一组按照H形排列。可扩展为其他4的偶数倍型腔数的模具布局,如图6-20c和图6-20d。图6-20b是H形布局的一种特殊形式,在6型腔布局中经常用到。H形分流道布局具有排列紧凑、对称平衡、加工方便等优点,在多型腔模具中应用广泛。
(6)综合形 综合形分流道的布局形式如图6-21所示。图6-21a采用的是Y形和S形综合的分流道,图6-21b是Y形和H形综合的分流道。这两种布局方案中,图6-21a的分流道长度短一些,图6-21b的塑料流动方向变化较少;图6-21c、d都是X形和Y形综合的分流道,这两种分流道结构简单,塑料流动方向变化很少,缺点是型腔排列不够紧凑,占用较大的模具空间;图6-21e是X形和H形综合的分流道,广泛用于型腔数为8的偶数倍的模具布局;图6-21f是Y形和H形综合的分流道,常用于型腔数为6的偶数倍的模具布局,缺点是流道加工复杂,流动方向变化多。综合形分流道布局,可以根据具体的实际情况综合考虑,灵活应用。
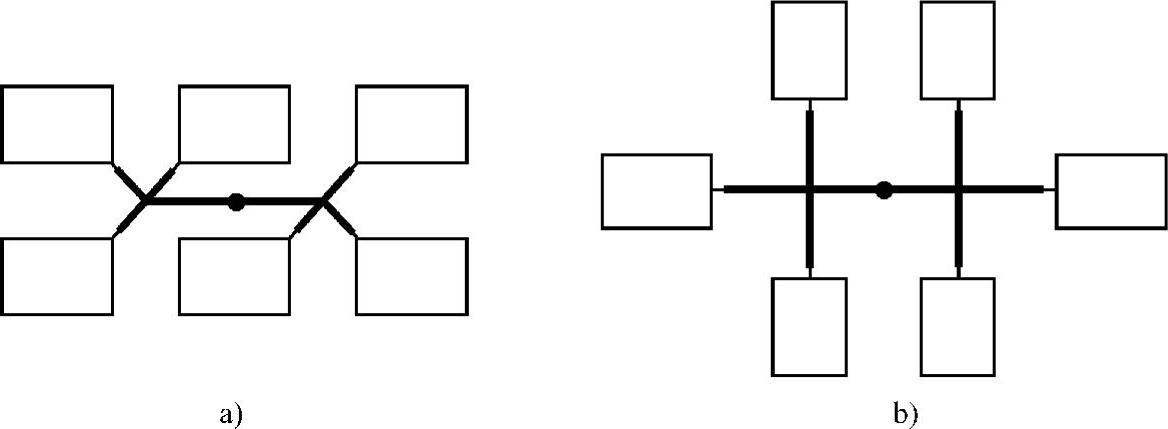
图6-19 分流道Y形布局形式
 (https://www.xing528.com)
(https://www.xing528.com)
图6-20 分流道H形布局形式
在X形和Y形布局的最后分流道处,塑料流动会有一些差别。例如,对于X形布局,其中两个末端分流道与主流道成135°流动,另外两个末端分流道与主流道成45°流动,这些对塑料在流道中的流动情况有些影响,但这种差别通常都在容许的范围之内,可以忽略不计。对于H形布局,不存在这种差别。
2.分流道的非平衡布局
分流道的非平衡布局形式如图6-22所示。与相应的平衡布局相比,非平衡布局具有方案简洁、流道短、流道投影面积小、流道方向变化少及加工方便等优点。但由于主流道到各型腔的分流道长度不同,需要对浇口或分流道的尺寸做些调整,在实践中一般先采用较小的浇口尺寸。在试模时,根据实际情况增大相应浇口的尺寸,直到各个型腔同时均匀进料,同时注塑完毕。由于注塑速度越快,流道距离差别的影响就越小,所以分流道的非平衡布局在高速、高压塑料注塑模具中的应用更为广泛。总的来说,要根据实际情况,尽可能将分流道对称布置。
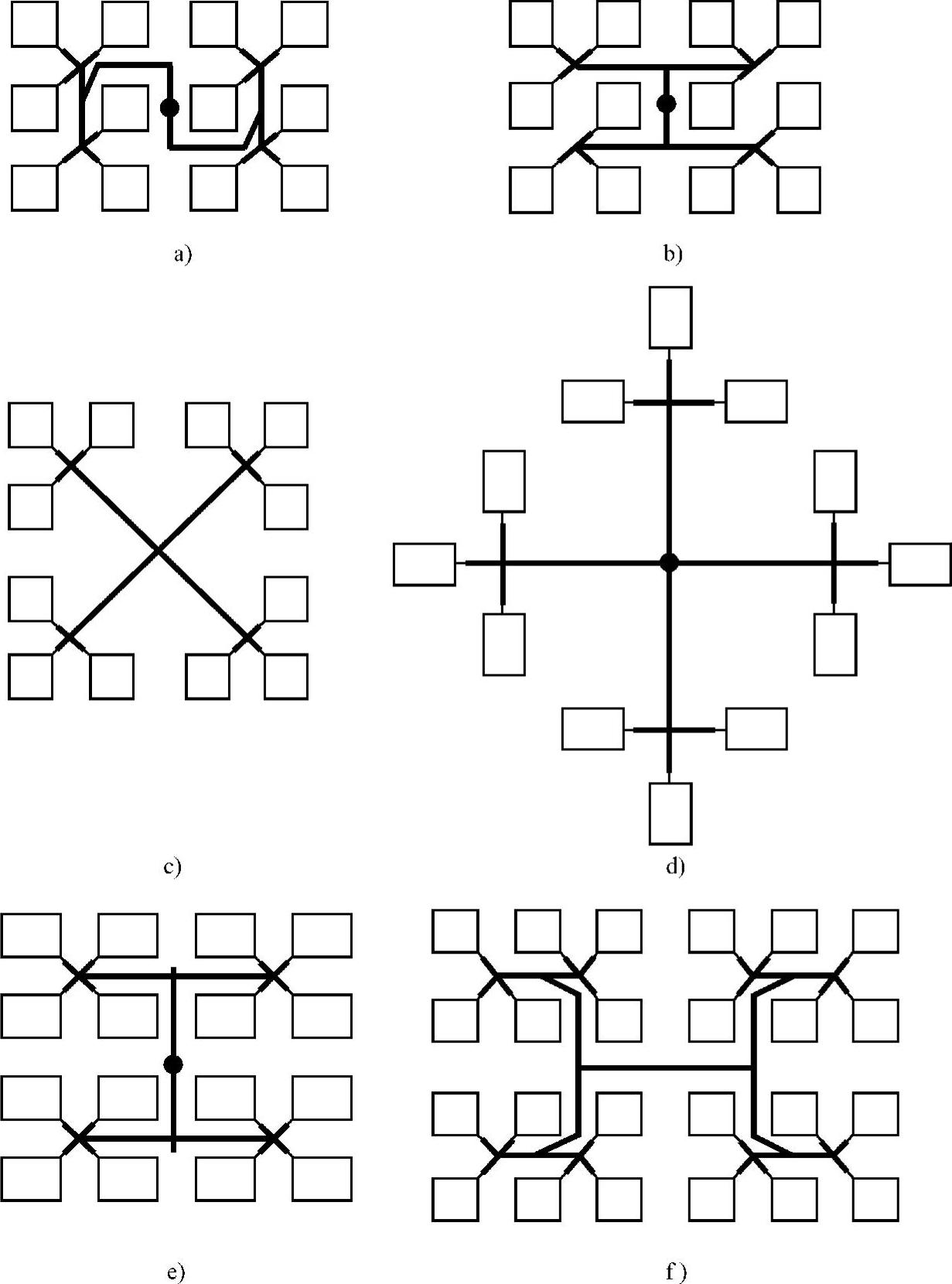
图6-21 综合形分流道布局形式
3.单型腔分流道
在单型腔模具中,如果塑件在分型面上的投影面积是连续的,可以采用中心进料的浇注方式,即不设置分流道,熔融塑料从主流道流经浇口直接进入型腔,如图6-23所示。这样会在塑件中心残留一个较大的浇口痕迹,塑件顶出之后,主流道凝料需要切除。
当塑件需要从侧面进料,而在产品试制阶段或产品批量不大,要求只开一个型腔时,需要将型腔安置在偏离模具中心的地方。此时需增加一个与型腔合模力相平衡的载荷(可使用相应的压力垫,与型腔对称放置),使合模机构不会偏心加载,如图6-24所示。当需要加大批量生产时,可在放置压力垫的位置再开型腔。
如果在塑件外形之间有一个足够大的空心空间时(如环形塑件、框形塑件、U形塑件等),可以将浇注系统设计成由主流道抵达分型面,并通过分流道从内侧与浇口相连,这种形式可以在合适的位置上开设任意数量的浇口,如图6-25所示。
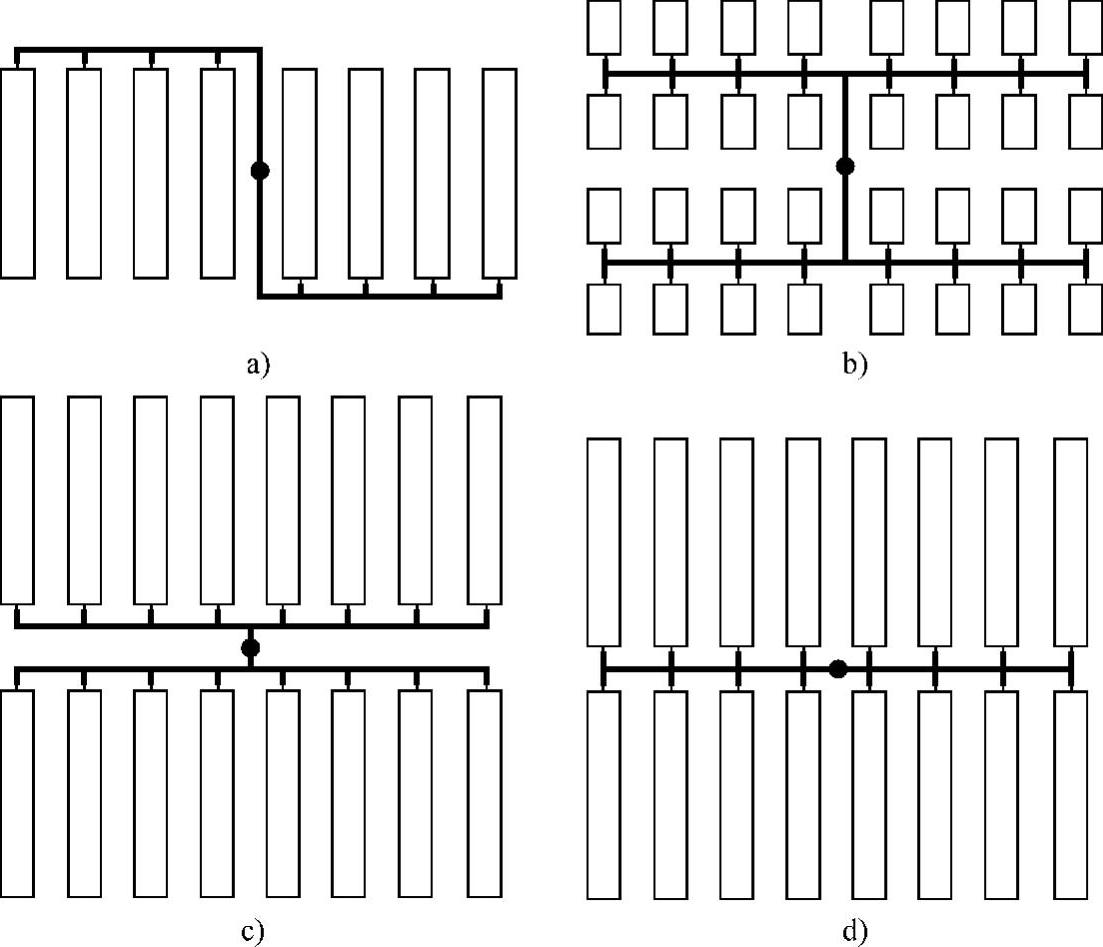
图6-22 分流道的非平衡布局形式
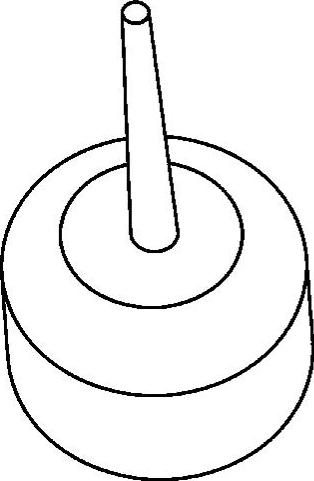
图6-23 单型腔中心进料
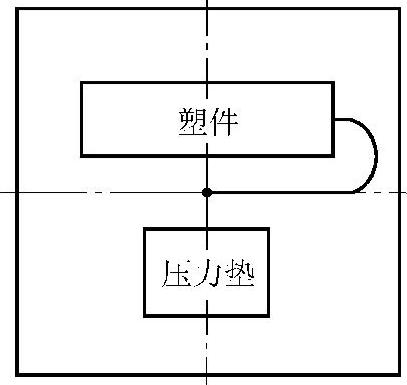
图6-24 单型腔合模力平衡
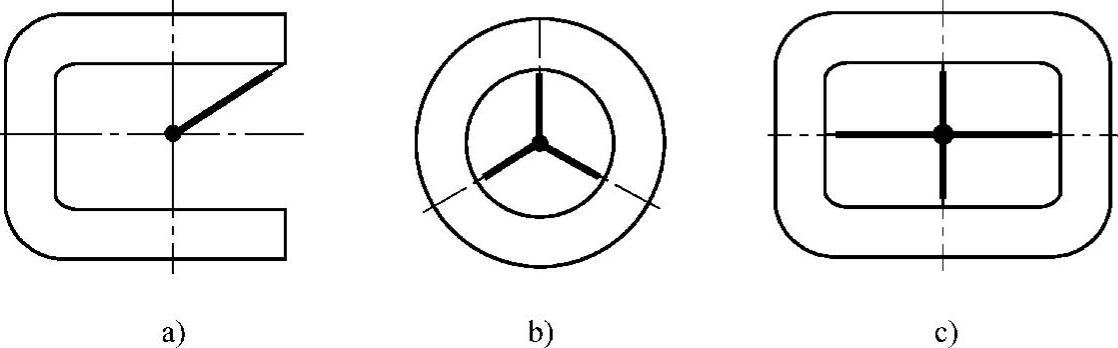
图6-25 单型腔分流道进料
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。