



斜浇型主流道的进料方向与开合模方向呈一定的角度,包括倾斜形和圆弧形两种形式。
1.倾斜形主流道
在设计模具时,往往由于受制品及模具结构的影响,或者由于浇注系统及型腔数的限制,使主流道偏离模具中心,有时偏距很大,造成模具在使用时出现很多问题。
第一,在顶出制品时,由于顶出重心不在模具中心,推板及推杆固定板容易顶偏,导致推杆、推管等运动不平稳,有时还会造成细小顶杆折断,使制品变形或损坏。
第二,由于主流道不在模具中心,会因锁模力不均,造成单边分型面缝隙过大而产生大面积溢料。
在上述情况下,采用斜浇型主流道的设计可以避免或改进其不足。虽然采用三板模结构也可以解决主流道偏离问题,但模具成本会大大提高。图6-11所示为斜浇型主流道的基本设计形式。主流道凝料在脱出过程中,受到的拉料杆拉力F可分解为两个力,一个是沿主流道斜度方向的F1,一个是垂直于主流道斜度方向的F2。其中F2的值越大,斜主流道凝料在拉出过程中越容易折断。F2的大小与夹角α和主流道的摩擦系数有关,为保证主流道凝料的顺利脱出,α角不宜太大,并且主流道内壁光滑(Ra≥0.63μm),斜流道转角处需要做成圆弧过渡。
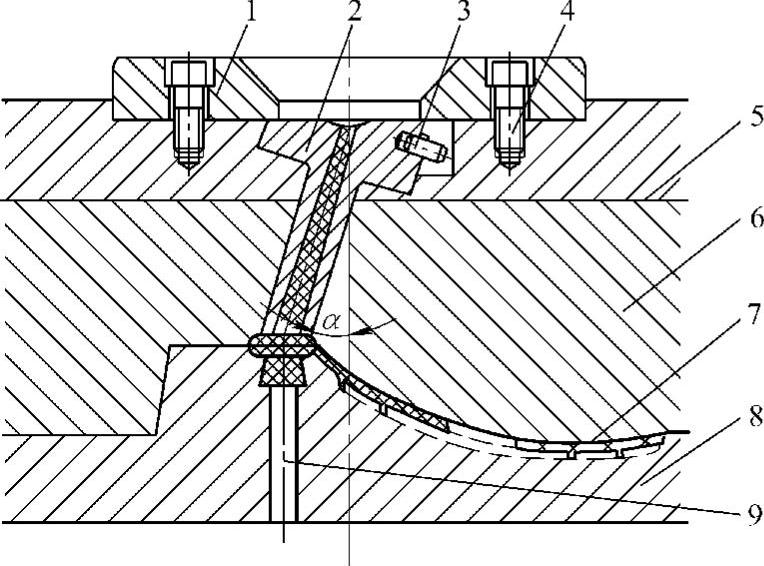
图6-11 斜浇型主流道
1—定位圈 2—浇口套防转销 3—防转销 4—螺钉 5—定模座板 6—凹模 7—塑件 8—型芯 9—拉料杆
不同性能的塑料,倾斜角α可以设计的最大值也有所不同。对于弹性较好、抗冲击性能强的材料,如PE、PP和PA等塑料,倾斜角α最大可以达到30°;对于PS、SAN、ABS、PC、POM及PMMA等塑料,倾斜角α最大可以达到20°。(https://www.xing528.com)
2.圆弧形主流道
圆弧形主流道(也称蕉形主流道),是斜浇型主流道中一种特殊的形式,因其加工和修配复杂,所以应用的场合较少,其结构如图6-12所示。在圆弧形主流道设计中,为使主流道凝料顺利脱出,其弧形半径不宜太小,一般R≥60mm。由于加工困难,整个主流道需要做成两块镶件分别加工,然后组合在一起,进行修配安装,如图6-13所示。需要注意的是,主流道镶件与凹模连接时,凹模上主流道小端直径应比镶件主流道末端直径d大1mm左右,防止因为装配错位,而使主流道凝料无法脱出。
圆弧形主流道不适于成型脆性材料如PS等塑料,一般适用于PE、PP、EVA、PVC及ABS等类型的塑料。
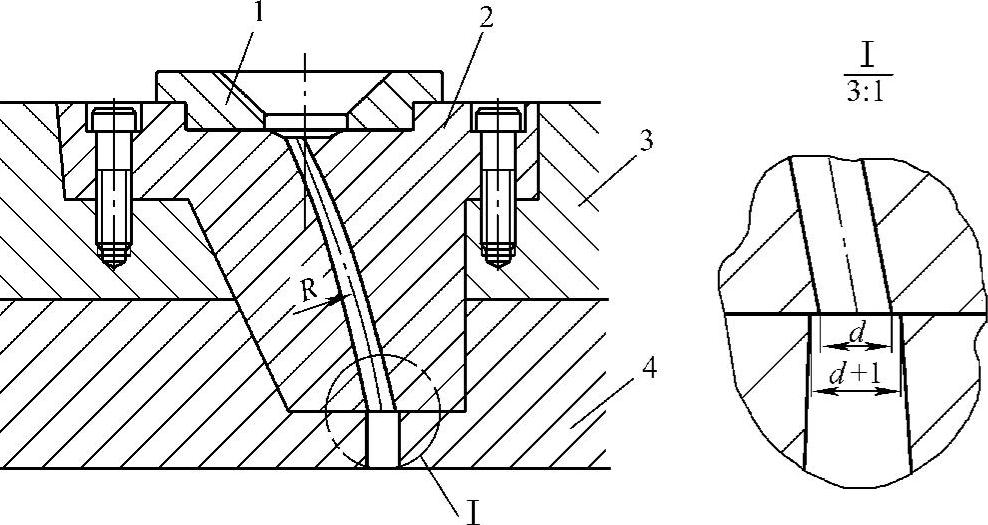
图6-12 圆弧形主流道
1—定位圈 2—流道镶件 3—定模座板 4—凹模
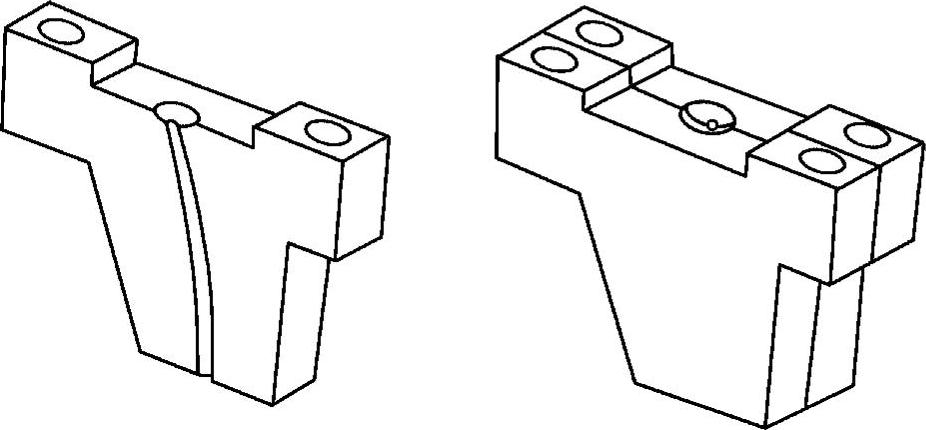
图6-13 圆弧形主流道镶件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。