



1.浇注系统的组成
浇注系统一般是由主流道、分流道、浇口和冷料穴等组成的,如图6-1所示。
(1)主流道 是使注塑机喷嘴与型腔(单型腔模)或分流道连接的一段进料通道。是熔融塑料进入模具时最先经过的部位。
(2)分流道 是连接主流道和浇口的进料通道。它是熔融塑料由主流道流入型腔的过渡段,能使塑料的流向得到平稳的转换。
(3)浇口 是熔融塑料经分流道注入型腔的进料口。它是分流道与型腔之间的狭窄部分,也是最短小的部分。它的作用有三点:
1)使分流道输送来的熔融塑料在进入型腔时产生加速度,从而能迅速充满型腔。
2)成型后浇口处塑料首先冷凝,以封闭型腔,防止塑料产生倒流,避免型腔压力下降过快,以致在塑件上出现缩孔和凹陷。
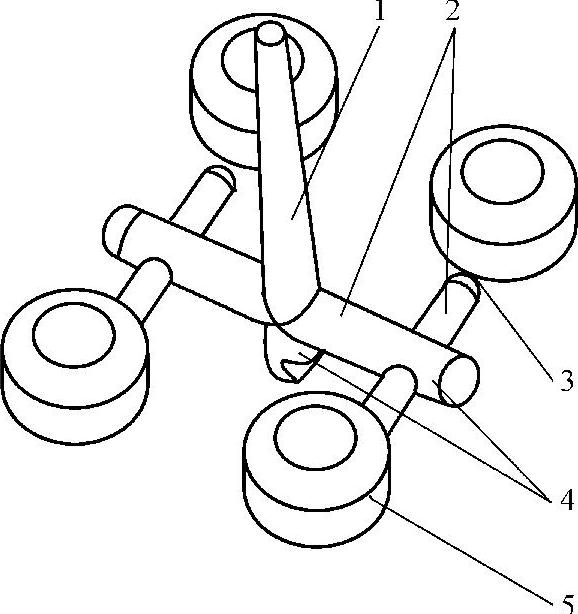
图6-1 注塑模浇注系统
1—主流道 2—分流道 3—浇口 4—冷料穴 5—塑件(https://www.xing528.com)
3)注塑成型后,便于使浇注系统凝料与塑件分离。
(4)冷料穴 是浇注系统中,用以在注塑过程中储存熔融塑料的前端冷料,直接对着主流道的孔或分流道延伸段的槽。其作用是储存两次注塑间隔中产生的冷料,以防止冷料进入型腔造成塑件熔接不牢,影响塑件质量,甚至发生冷料头堵塞住浇口,造成成型不满。冷料穴一般设在主流道末端,当分流道较长时,在它的末端也应开设冷料穴。
2.浇注系统的作用
浇注系统在注塑成型过程中的作用主要体现在以下几个方面:
(1)输送物料 引导物料流动,使物料平稳地顺序充填模具型腔。
(2)传递压力 向型腔内物料传递注塑、保压压力,以获得适宜的模腔压力,保证型腔充满密实,获得外形轮廓清晰、内在质量优良的制件。
(3)交换热量 通过对流经的物料的加热(热流道)、保温(绝热流道)、冷却(普通浇注系统)或增温(阻流型普通浇注系统),控制进入型腔的物料的温度。
(4)适时封堵型腔 通过浇口的适时凝固(凝封),切断型腔与外界的传质、传压过程,控制补料时间,限制倒流。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。