



斜顶分型面大致可以分为4种:简单型、工艺型、定位型及导向型。
1.简单型
如图4-30所示,简单型斜顶分型包络倒扣处的胶位。
(1)优点 加工简单。
(2)缺点 从加工角度看,成型胶位的加工一般可靠倒扣处的直段碰数加工。如果倒扣处没有直段,斜顶需要摆斜度才能加工。在注塑压力下,斜顶会后退,很容易产生毛边、断差和多胶等不良现象;从成型角度分析,由于胶位包络在斜顶上,而制品在倒扣处处于悬臂状态下,所具有的抗变形能力不足以抵抗型腔抱紧力,使倒扣容易产生翘曲变形(无法瞬间脱离型腔)。
(3)适用场合 制品空间狭小或者自带式斜顶,一般情况下较少使用。
2.工艺型
如图4-31所示,工艺型斜顶的分型也包络倒扣处的胶位,相对简单型斜顶而言,增加了工艺面。
(1)优点 从加工角度看,成型胶位的加工可通过工艺面直段碰数加工。在注塑压力下,平行于开模方向的工艺面对斜顶进行限位,保证斜顶复位到预定的位置,斜顶不容易后退,保证扣位处不产生断差、毛边等缺陷。
(2)缺点 从成型角度分析,由于胶位包络在斜顶上,而制品在倒扣处处于悬臂状态下,所具有的抗变形能力不足以抵抗型腔抱紧力,使倒扣容易产生翘曲变形(无法瞬间脱离型腔)。
(3)适用场合 制品空间比较有限的场合,比较常见。
3.定位型
如图4-32所示,定位型斜顶的分型不包络倒扣处的胶位或者包络部分胶位,相对工艺型斜顶而言,增加了定位面。(https://www.xing528.com)
(1)优点 从加工角度看,成型胶位的加工可通过工艺面直段碰数加工。在注塑压力下,由于有定位面的定位,保证斜顶复位到预定的位置,斜顶不会后退,保证扣位处不产生断差、毛边等缺陷;从成型角度分析,由于倒扣处胶位部分或者全部成型在镶件上,倒扣胶位不会变形。
(2)缺点 加工相对比较复杂。
(3)适用场合 制品空间比较大或者制品扣位处的外形是圆弧形的或者胶位形状变化比较大的情况下,推荐使用。
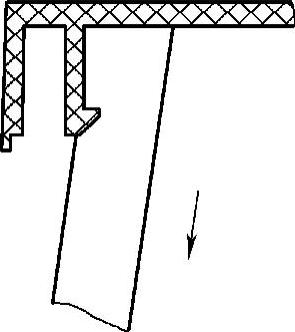
图4-30 简单型斜顶
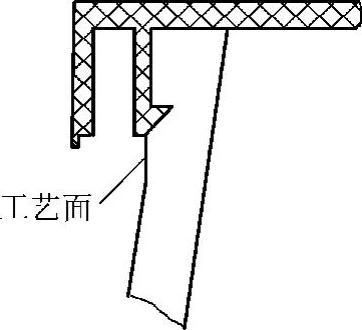
图4-31 工艺型斜顶
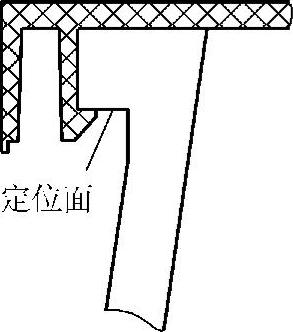
图4-32 定位型斜顶
4.导向型
如图4-33所示,导向型斜顶的分型是以上三种的变异形式,不过新增加了导向面。
其适用场合:斜顶处于分型面上,一侧没有导向,当H1≤H2/3,顶出及复位过程中会出现偏摆,所以需要增加导向面进行导向。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。