



【摘要】:当制品在分型面上的投影面积接近于注塑机的最大注塑面积时,有产生溢料的可能。图4-18带工艺平面的分型面设计图4-19缩短开模行程的分型面设计注塑成本最低注塑机吨位越大,制品的加工费用也就越高,因此要优先考虑能满足较小吨位注塑机的模具结构。图4-20注塑机实践中,分型面选择原则之间有时相悖,因此分型面的选择应综合考虑各种因素,权衡利弊,以取得最佳的效果。
(1)锁模力最小 尽可能减少制品在分型面上的投影面积。当制品在分型面上的投影面积接近于注塑机的最大注塑面积时,有产生溢料的可能。模具的分型面尺寸在保证不溢料的情况下,应尽可能减少分型面接触面积,以增加分型面的接触压力,防止溢料,并简化模具分型面的加工。
(2)开模行程最短 对于长筒形的制品,注塑机的开模行程无法满足要求时,分型面的设计要确保动、定模开模行程最短。如图4-19a所示,模具的模厚超过了注塑机的最大合模高度。图4-19b采用侧抽芯,使模具厚度缩小很多。因此,图4-19b所示的方案在开模行程不够的情况下更为合理。
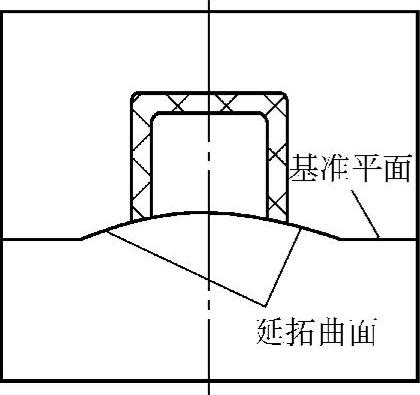
图4-18 带工艺平面的分型面设计
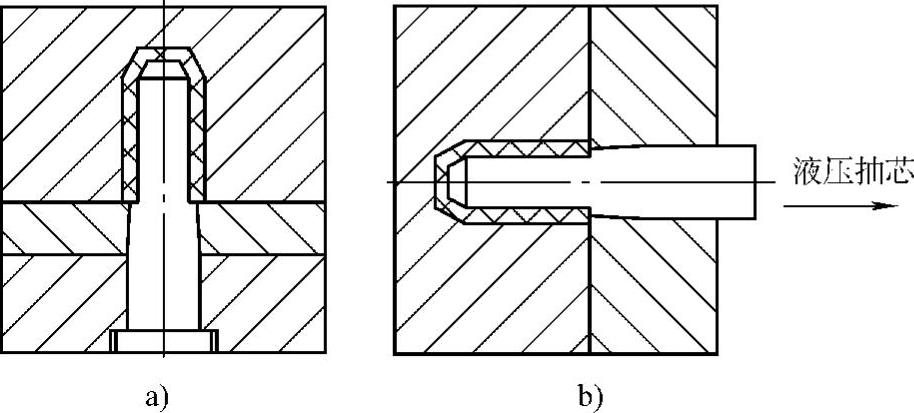
图4-19 缩短开模行程的分型面设计(https://www.xing528.com)
(3)注塑成本最低 注塑机吨位越大,制品的加工费用也就越高,因此要优先考虑能满足较小吨位注塑机的模具结构。判断模具是否适合指定的吨位,需要考虑模具外形尺寸是否比A小,允许从天侧或者地侧装进注塑机,如果模具左右两侧有抽芯,同时也需要考虑抽芯机构的外形尺寸是否比B小,如图4-20所示。
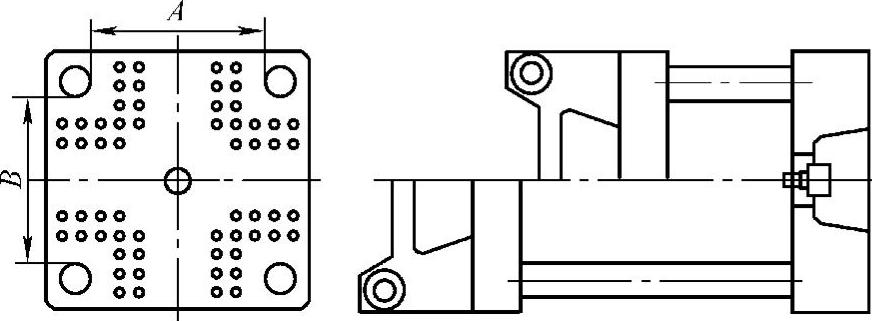
图4-20 注塑机
实践中,分型面选择原则之间有时相悖,因此分型面的选择应综合考虑各种因素,权衡利弊,以取得最佳的效果。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。