



根据分型面的数目,可分为单分型面、双分型面及多分型面。
(1)单分型面 整个模具中只在动模和定模之间有一个分型面,这样的注塑模称之为单分型面注塑模。如图4-2a所示,开模时,模具从Ⅰ处分型,定模不动,动模后移分型。
(2)双分型面 整个模具中不只是在动模和定模之间有一个分型面,还有另外一个辅助分型面,我们称这样的注塑模为双分型面注塑模。如图4-2b所示,为了取出浇注系统凝料,模具首先从Ⅰ处分型,拉断浇注系统凝料并取出后,从Ⅱ处分型才能顶出并取出制品。图4-2c则是先从Ⅰ处分型,然后在顶杆作用下,瓣模从Ⅱ处侧面分型,取出制品。
(3)多分型面 整个模具中不只在动模和定模之间有一个分型面,还有两个或两个以上的辅助分型面,我们称这样的注塑模为多分型面注塑模。如图4-2d所示,为了取出浇注系统凝料,模具首先从Ⅰ处分型,拉断浇注系统凝料并取出,接着必须从Ⅱ处分型,使侧面成型型芯脱离制品,最后从Ⅲ处分型,这样才能顶出并取出制品。
根据分型的先后顺序,在分型面处分别用罗马数字Ⅰ、Ⅱ、Ⅲ等标识。

图4-2 分型面基本形式
根据分型面的形状,有平面式分型面、台阶式分型面、曲面式分型面及综合式分型面。
(1)平面式分型面 平面式分型面又分为水平分型面(见图4-3a)及垂直分型面(见图4-3b),这种类型的分型面一般外形开粗后精磨分型面而成,加工简便。为了便于标识分型面,以下用字母PL来表示分型面。
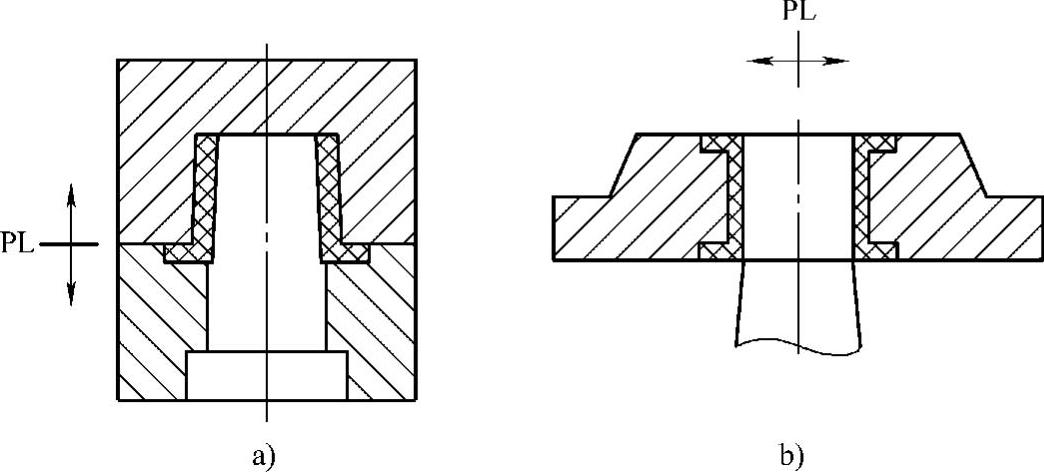
图4-3 平面分型面
(2)台阶式分型面 这种类型的分型面一般可在线切割后,再经磨削加工而成。
如果台阶式分型面不对称,如图4-4a所示,就容易造成受力不平衡,导致定模与动模间有相对滑移的倾向。当不平衡力较小,一般可由导柱来支承(当然,一般导柱和导套是间隙配合,也会引起模具错位,影响制品的质量),但如果偏心力过大,则会引起导柱和导套过度的磨损而引起制品质量下降或使模具报废。为了弥补这个缺陷,可以采用以下几个办法:
1)在型腔的对称一侧设楔紧块,不仅提高了平衡性,又可以在磨损时便于更换,如图4-4b所示。(https://www.xing528.com)
2)在型腔的对称一侧追加平衡台阶分型面,整体结构,强度较好,如图4-4c所示。
3)对于多型腔模具,尽量采用对称布置,使模具两侧所受到的注塑力平衡,同时使模具结构紧凑,如图4-4d、e所示。
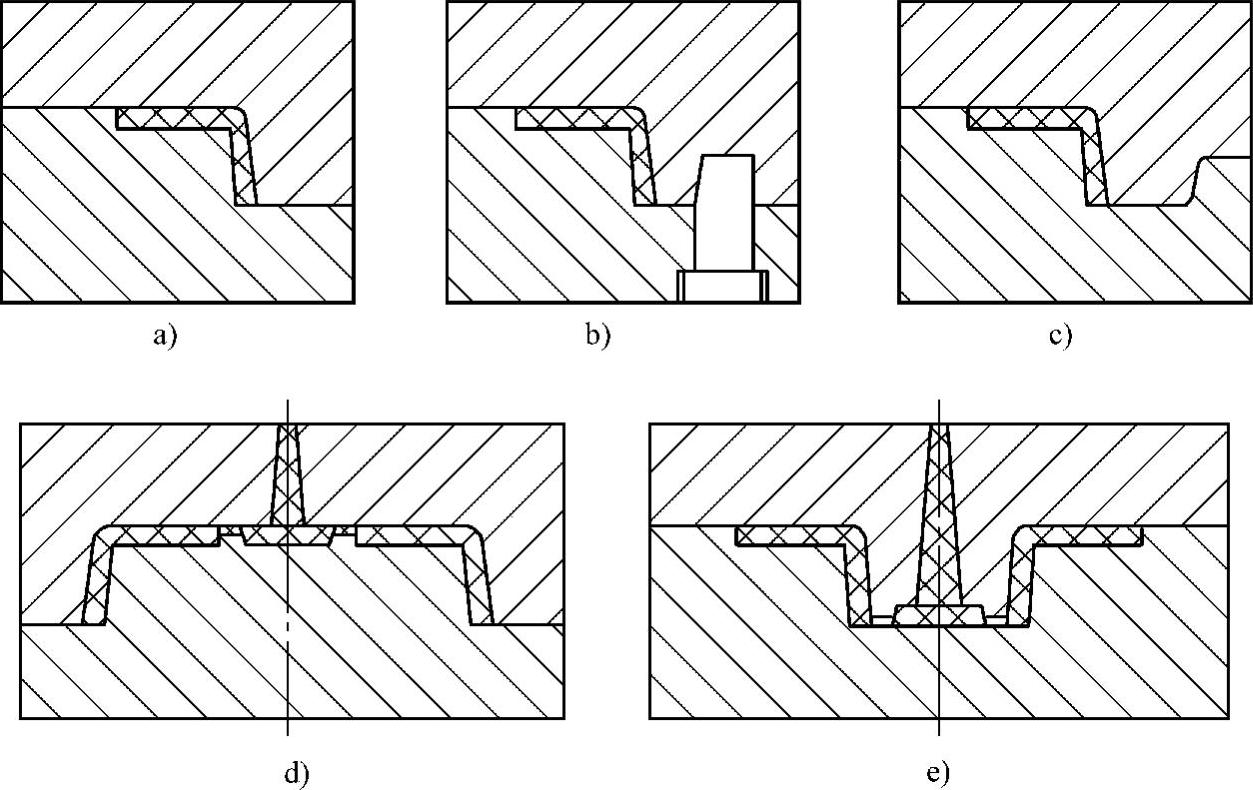
图4-4 台阶式分型面
(3)曲面式分型面 一般是扫描曲面、混合曲面或者边界曲面等组成的分型面,如图4-5所示。这种类型的分型面一般比较复杂,需要CNC加工而成。
(4)综合式分型面 这种形式是根据制品结构的需要,将曲面式和平面式结合起来,或将曲面式与台阶式结合起来,称为综合式分型面。图4-6所示的分型面是由曲面和平面组合而成的分型面。
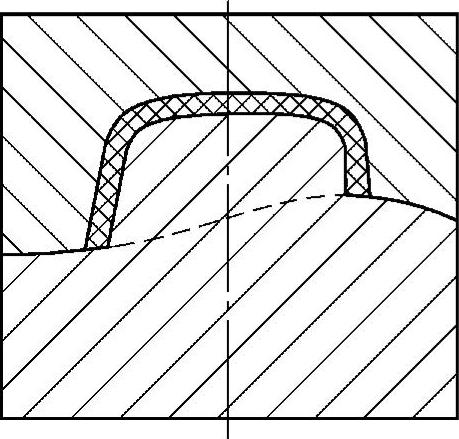
图4-5 曲面式分型面

图4-6 综合式分型面
根据分型面与开模方向的关系,又有垂直开模方向的分型面(见图4-7a)、平行开模方向的分型面(见图4-7b)及与开模方向成一定夹角的斜分型面(见图4-7c)。

图4-7 与开模方向呈不同角度的分型面
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。