



开模行程就是分模后,取出塑件时,主、分流道凝料所需的距离。
1.注塑机开模行程与模厚无关时的校核
主要是对采用液压、机械联合作用锁模机构的注塑机的校核。
(1)单分型面模具(见图3-31) 开模行程按下式校核:
s≥H1+H2+(5~10)
式中 s——注塑机的开模行程(mm);
H1——脱模时塑件移动距离(mm);
H2——浇注系统和塑件的总高度(mm)。
(2)双分型面模具(见图3-32) 开模行程按下式校核:
s≥H1+H2+a+(5~10)
式中 s——注塑机的开模行程(mm);
a——定模座板与凹模的分离距离(mm);
H2——塑件高度(mm)。
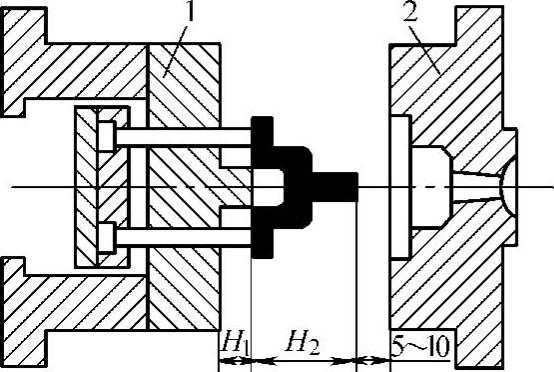
图3-31 单分型面开模行程校核
1—动模 2—定模
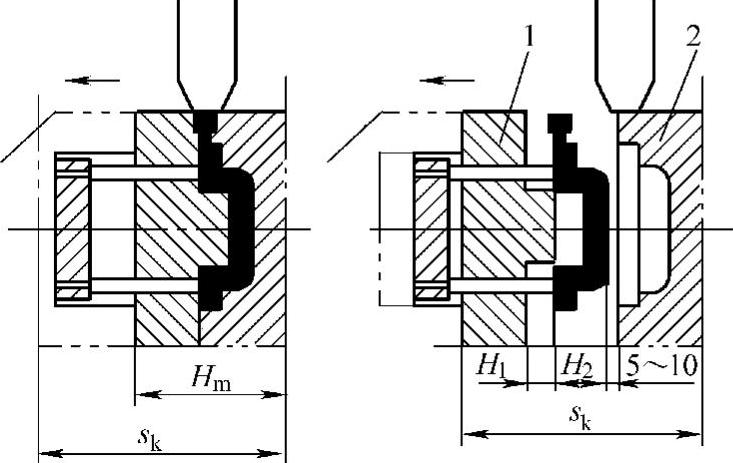
图3-32 双分型面开模行程校核
1—动模 2—定模
2.注塑机开模行程与模厚有关时的校核
主要是对角式注塑机的校核,它的开模行程等于注塑机的最大开距sk减去模具闭合高度Hm。(https://www.xing528.com)
(1)单分型面模具(见图3-33) 开模行程按下式校核:
s=sk-Hm≥H1+H2+(5~10)
式中 sk——注塑机的最大开距(mm);
Hm——模具闭合高度(mm)。
(2)双分型面模具 开模行程按下式校核:
s=sk-Hm≥H1+H2+a+(5~10)
3.侧向分型或侧向抽芯模具开模行程的校核
模具侧向分型或侧向抽芯的动作是利用注塑机的开模动作,通过斜销装置或齿轮齿条机构完成的,如图3-34所示。开模行程按下式校核:
当Hc>H1+H2时,
s≥Hc+(5~10)
式中 Hc——抽芯距离为L时的脱模行程(mm)。
当Hc≤H1+H2时,
s≥H1+H2+(5~10)
应注意的是,斜销装置方式改变后,脱模距的计算应根据具体情况决定。
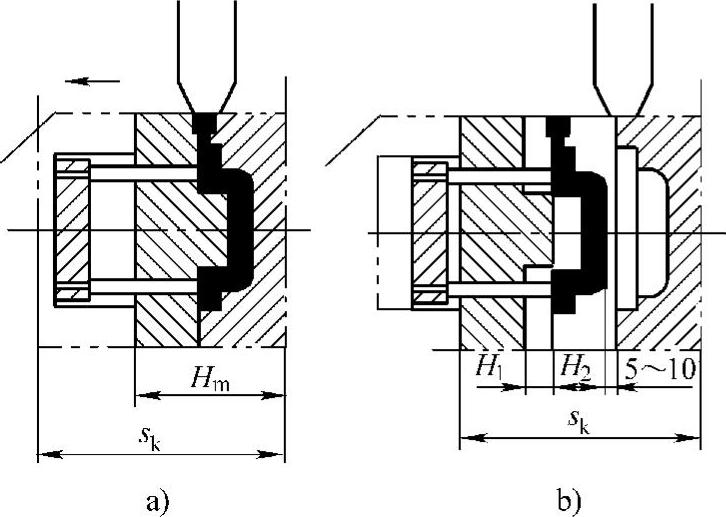
图3-33 单分型面开模行程校核
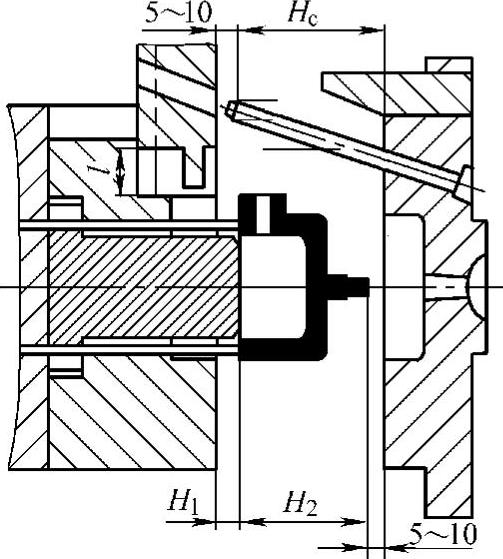
图3-34 有侧向型芯的开模行程校核
4.有螺纹塑件的模具开模行程的校核
注塑有螺纹塑件的模具,有时是通过专用机构将脱模的往复运动转变为旋转运动,旋出螺纹型芯或螺纹型环的。校核脱模距时,应考虑旋出螺纹型芯或螺纹型环需要多大的距离,再综合考虑塑件的厚度、脱模时塑件移动的距离等因素进行校核。如在SYS—45角式注塑机中注塑有螺纹的塑件时,注塑机的螺杆一面带动开模,一面带动螺纹型芯或螺纹型环旋出。以螺纹型芯或螺纹型环全部旋出,并能取出塑件所需的脱模距离为注塑机的脱模距。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。