



为了使注塑模具能顺利地安装在注塑机上并生产出合格的塑件,在设计模具时必须校核注塑机与模具安装有关的尺寸。设计模具时,一般应校核的部分包括喷嘴尺寸、定位圈尺寸、模具的最大和最小厚度及模板上的安装螺孔尺寸等。
(1)喷嘴尺寸 注塑机喷嘴前端孔径d和球面半径r与模具主流道衬套的小端直径D和球面半径R一般应满足下列关系(见图3-28a),即
R=r+(1~2)
D=d+(0.5~1)
保证注塑成型时在主流道衬套处不形成死角,无熔料积存,并便于主流道凝料的脱模。而图3-28b所示为配合不良的情况。
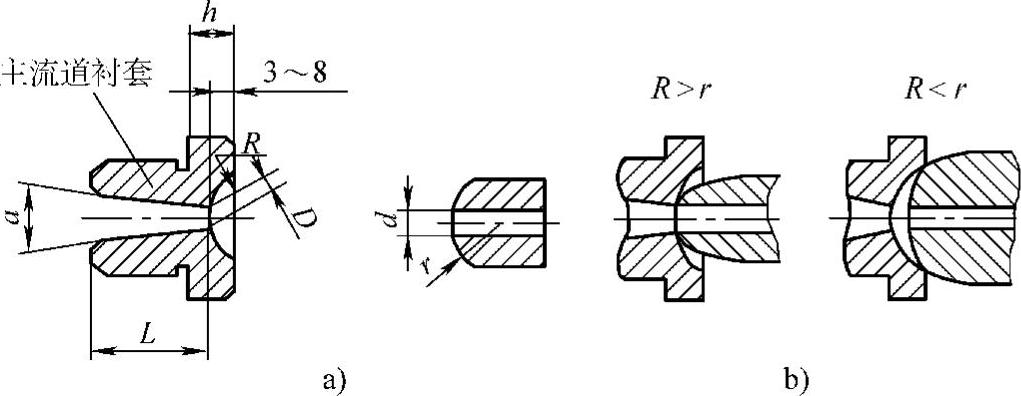
图3-28 注塑机喷嘴与模具主流道衬套的关系
(2)注塑机固定模板定位孔与模具定位圈(或主流道衬套凸缘)的关系 两者按H9/f9配合,以保证模具主流道的轴线与注塑机喷嘴轴线重合,否则将产生溢料并造成流道凝料脱模困难,定位圈的高度h,小型模具为8~10mm,大型模具为10~15mm。
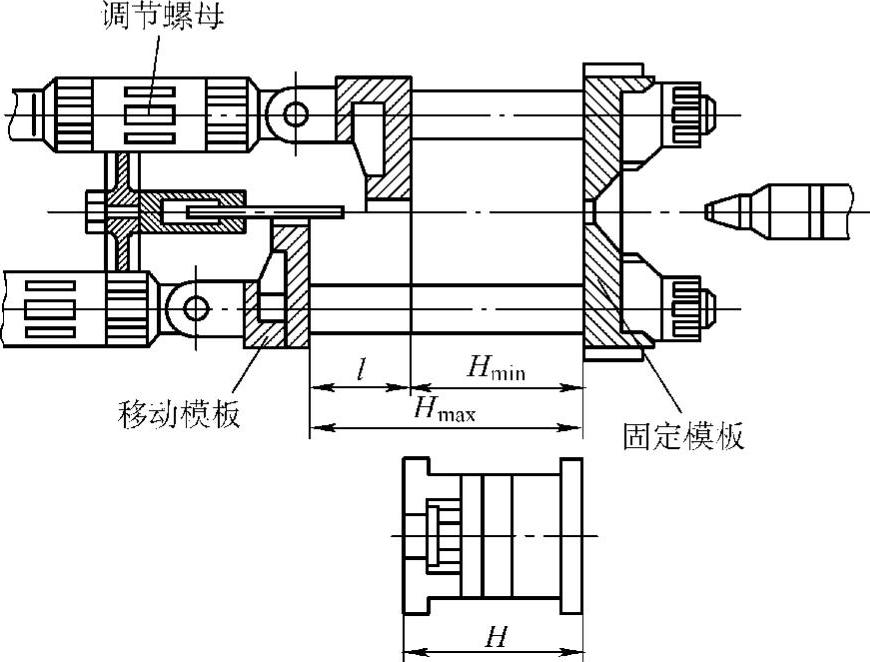
图3-29 模具闭合厚度与注塑机装模空间的关系
(3)模具轮廓尺寸与注塑机装模空间的关系 各种规格的注塑机,可安装模具的最大厚度和最小厚度均有限制(国产机械合模的直角式注塑机的最小厚度无限制),所设计的模具闭合厚度必须在模具最大厚度和最小厚度之间,如图3-29所示,即应满足下列关系:
Hmax=Hmin+l(https://www.xing528.com)
Hmin≤H≤Hmax
式中 H——模具闭合厚度;
Hmin——注塑机允许的模具最小厚度;
Hmax——注塑机允许的模具最大厚度;
l——注塑机调节螺母可调长度。
若H小于Hmin时,则可采用垫板来调整,以使模具闭合。若H大于Hmax时,则模具无法闭合,尤其是以液压肘杆式机构合模的注塑机,其肘杆无法撑直,这是不允许的。
同时,模具外形尺寸不应超过注塑机模板尺寸,并应小于注塑机拉杆的间距,以便模具的安装与调整。
(4)模具的安装紧固 模具的定模部分安装在注塑机的固定模板上,动模部分安装在注塑机的移动模板上。模具的安装固定形式有两种,如图3-30所示。其中,图3-30a表示用压板固定,图3-30b表示用螺钉直接固定,这时只要模具座板附近有螺孔(注塑机模板上)就能固定,因而有较大的灵活性。当采用螺钉直接固定时,模具座板上孔的位置和尺寸应与注塑机模板上的安装螺孔完全吻合。螺钉和压板的数目,动、定模各用2~4个。
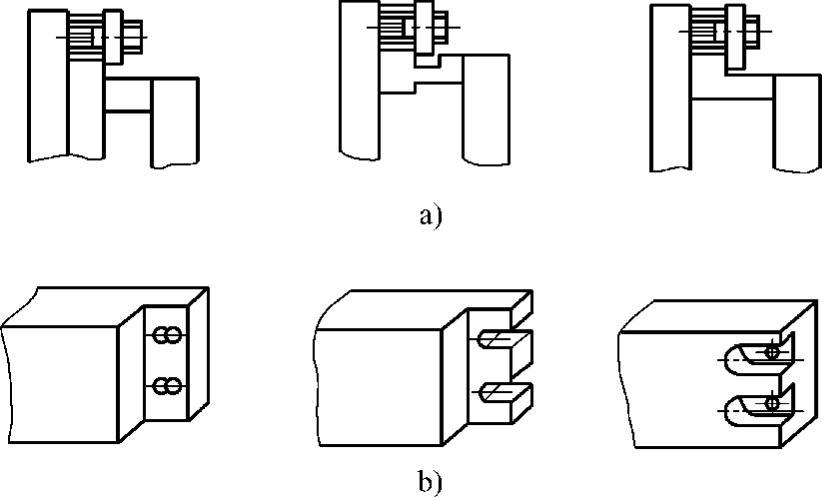
图3-30 压板和螺钉固定模具的形式
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。