



【摘要】:为了取出模内制品,在各类合模装置上均设有顶出装置。图3-27动模板厚度调模装置1—合模液压缸2—后模板 3、4—调节螺母机械顶出装置机械顶出是利用固定在后固定模板上的顶杆,在开模过程中将顶出机构挡住,使其停止与活动模板一起运动,从而起到推出制品的作用。气动顶出装置气动顶出装置是利用压缩空气,通过模具上的微小气孔,直接把制品从型腔内吹出。
为了取出模内制品,在各类合模装置上均设有顶出装置。顶出装置应具有足够的顶出力和可控的顶出次数及顶出速度;应具有足够的顶出行程和行程限位的调节装置;顶出力要均匀而且顶出装置应便于调节;运行过程要安全可靠。顶出装置可分为机械顶出、液压顶出和气动顶出三种形式。
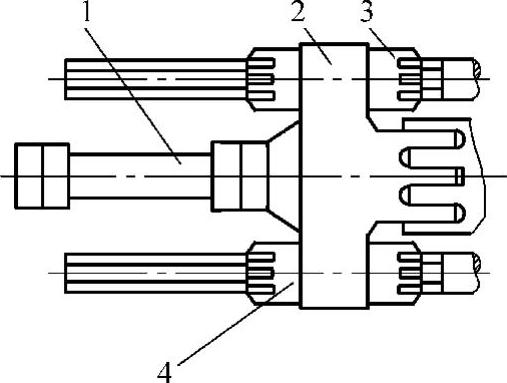
图3-27 动模板厚度调模装置
1—合模液压缸 2—后模板 3、4—调节螺母
(1)机械顶出装置 机械顶出是利用固定在后固定模板上的顶杆,在开模过程中将顶出机构挡住,使其停止与活动模板一起运动,从而起到推出制品的作用。顶杆长度可根据模具厚度和顶出行程的要求进行调节,顶杆位置通常设在两侧。(https://www.xing528.com)
机械顶出装置结构简单,顶出力大,工作可靠,但顶出动作是在开模后期进行的,对制品的冲击力大,且不能进行多次顶出,故只设机械顶出装置的注塑机不多,一般都同时配备液压顶出装置。
(2)液压顶出装置 液压顶出是用专门设置在动模板上的顶出液压缸来顶出制品的。由于液压顶出力、速度、行程、时间和顶出次数等都可方便地调节,并可自动复位,所以使用方便,适应性强,有利于缩短循环周期,简化模具结构设计,适应自动化生产的要求,因此使用较普遍。
(3)气动顶出装置 气动顶出装置是利用压缩空气,通过模具上的微小气孔,直接把制品从型腔内吹出。其结构简单,特别适用于不允许留有顶出痕迹的盆状制品。但这种方法需要增设气源和气路等,辅助结构比较复杂,除制品表面质量有特殊要求外一般较少使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。