



合模装置能够保证模具启闭快速、准确,操作安全,调整灵活及模具闭合时有足够的锁模力。合模装置分为全机械式、全液压式和液压-机械式三类。
液压式合模装置又分为直压式和程序式。直压式的特点是移模动作和合模力的产生与保持是在液压力的连续作用下完成的;程序式则是分段完成的,即在合模力建立之前附加一个移模的定位动作,当移模动作到位后才建立高压而产生合模力。
目前,在中、小型注塑机上多数使用的是液压-机械式合模装置。液压-机械式合模装置是由液压系统和机械系统两部分组成,是利用液压系统驱动曲肘,在合模时使合模系统产生内应力实现对模具的锁紧。
根据曲肘机构类型,可将常用的曲肘式合模装置分为单曲肘、双曲肘、曲肘撑板式及特殊形式。
1.液压单曲肘合模装置
图3-23所示为XS—ZY—125注塑机的液压单曲肘合模装置,主要由前后固定模板、移动模板、肘杆、合模液压缸、调模装置和顶出装置等组成。合模液压缸可绕一支点摆动,其活塞杆和肘杆相铰接。当压力油进入合模液压缸的上腔时,活塞下行,带动连杆机构向右伸展,推动移动模板前移合模。模具刚接触时,二连杆尚未完全呈一直线,随着合模液压缸油压的上升,迫使二连杆弹性变形后呈一直线排列,产生预应力锁紧模具。开模时,压力油从移模液压缸下腔进入,活塞上行使二连杆弯折呈小夹角状态,移动模板被拉回完成开模。
这种合模装置液压缸小,装在机身内部,使机身长度减小。由于是单臂,易使模板受力不均,只适于模板面积较小的小型注塑机,但模板距离的调整较容易。
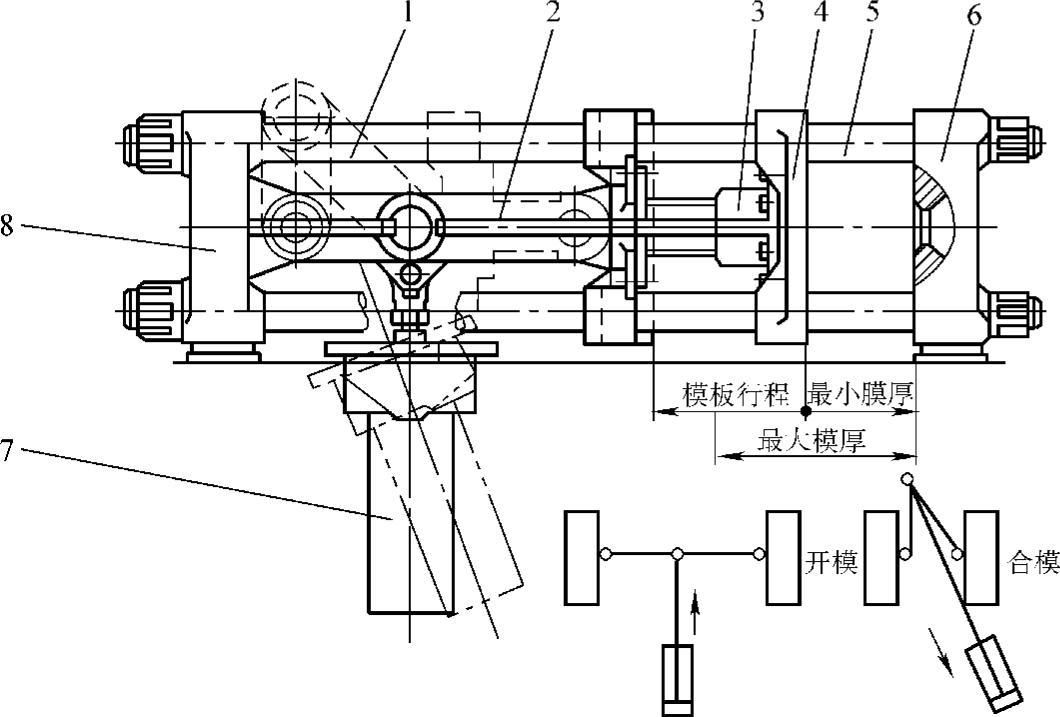
图3-23 液压单曲肘合模装置
1—肘杆 2—顶出杆 3—调距螺母 4—移动模板 5—拉杆 6—前固定模板 7—合模液压缸 8—后固定模板
2.液压双曲肘合模装置(https://www.xing528.com)
液压双曲肘合模装置如图3-24所示,上半为闭模状态,下半为开模状态。开模时,肘杆收缩在机身后部时移动模板的行程较大。调整锁模力时,曲肘双臂必须一致,即使有微小的长度差别,也会造成模板受力不均,从而使模具偏斜。而且有的注塑机(如XS-ZY-500型)的移动模板厚度较大,如果双臂长度相差太大,会出现卡死,无法启闭。

图3-24 液压双曲肘合模装置
1—曲肘机构 2—合模液压缸 3—调节螺母 4—动模板前 5—固定模板
液压-曲肘合模装置的结构形式有很多,从上述几种合模装置的介绍中可知,这种形式的合模装置具有以下共同特点。
(1)机械增力作用 如XS—ZY—125型注塑机,其驱动肘杆的液压缸直径很小,若使用6.5MPa油压,液压缸推力为72kN,却能产生900kN合模力,增力倍数达12.5。增力倍数的大小与肘杆机构的形式、各肘杆的尺寸以及相互位置等有关。
(2)自锁作用 合模机构进入锁模状态后,合模液压缸即使卸压,合模装置也处于锁紧状态。锁模可靠,也不受油压波动的影响。
(3)模板的运动速度 模板的运动速度从合模开始到终了是变化的。
(4)调模 模板间距、合模力和合模速度的调节比较困难,必须设置专门的调模装置,因此使用不方便;此外,肘杆机构容易磨损,加工精度要求高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。