



【摘要】:注塑机基本工序如图3-9所示,由合模、射台进、射料、保压、冷却、射台退、预塑、防涎、开模、顶针进和顶针退等基本过程组成,下面将逐一加以说明。图3-9注塑机基本工序合模过程合模液压缸中的压力油推动锁模机构动作,动模板移动使模具闭合。
注塑机基本工序如图3-9所示,由合模、射台进、射料、保压、冷却、射台退、预塑、防涎、开模、顶针进和顶针退等基本过程组成,下面将逐一加以说明。
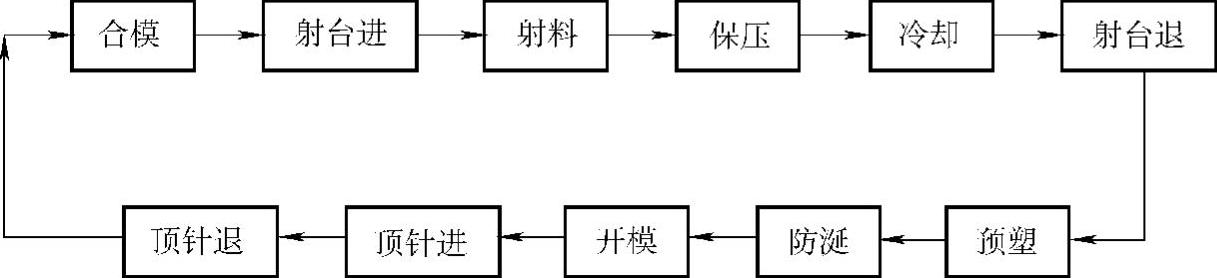
图3-9 注塑机基本工序
(1)合模过程 合模液压缸中的压力油推动锁模机构动作,动模板移动使模具闭合。其中,模具首先以低压、高速闭合;当动模板即将接近定模板时,再切换成低速、低压闭合(即模具保护工况);在确认模具内无异物存在时,再切换成高压(锁模力),并将模具锁紧。
(2)射台进和射料过程 模具以锁模力锁紧后,射台进工况使喷嘴与模具贴合,注塑电磁阀通电后,注塑液压缸充入压力油,推动与该液压缸活塞杆相连接的螺杆,并按照分等级的压力和速度将料筒内的熔料注入锁紧的模腔内。(https://www.xing528.com)
(3)保压过程 熔料在充填型腔过程中直至充满后,要求螺杆仍对熔料保持一定的压力,以防止模具中的熔料回流;同时,施加保压压力,以便向模腔内补充因制品冷缩所需的物料,避免制品产生缩孔等缺陷。
(4)冷却和预塑过程 一旦浇口封死后,取消保压过程,制品在模具内自然冷却定型;同时,驱动预塑液压马达使螺杆转动,将来自料斗的粉状塑料向前输送,进行塑化。在原料塑化达到预定计量值后,为了防止已熔融的塑料溢出喷嘴,需要将螺杆向后移动一定距离,即进行防涎处理。
(5)射台退、开模及制品顶出过程 预塑计量及防涎过程结束后,为了使喷嘴不至于因长时间和冷模接触而形成冷料等,通常需要将喷嘴撤离模具,即进入射台退工况。该动作是否执行,以及执行的先后程序,可供选择。一旦制品冷却定型后就开模,并自动顶出制品。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。