



【摘要】:注塑成型原理如图3-1所示。开合模机构将模具打开,在推出机构的作用下,即可取出注塑成型的塑料制件。注塑成型的生产率高,易实现自动化生产。到目前为止,除氖塑料以外,几乎所有的热塑性塑料都可以用注塑成型的方法成型,因此注塑成型广泛地应用于各种塑料制件的生产。
注塑成型原理如图3-1所示(以螺杆式注塑机为例)。加入到料斗4中的颗粒状或粉状的塑料,被送至外侧安装有电加热圈的料筒中塑化。螺杆7每次前进注塑结束后便在料筒前端原地转动,被加热预塑的塑料在转动螺杆的作用下,通过螺旋槽输送至料筒前端的喷嘴附近,螺杆的转动使塑料进一步塑化,料温在剪切摩擦热的作用下进一步提高并得以均匀化。当料筒前端的熔料堆积对螺杆产生一定的压力时(称为螺杆的背压),螺杆就在转动中后退,直至与调整好的行程开关接触,单次注塑所需塑料的预塑和储料(即料筒前部熔融塑料的储量)结束。接着注塑液压缸开始工作,与液压缸活塞相连接的螺杆以一定的速度和压力将熔料通过料筒前端的喷嘴注入温度较低的闭合模具型腔中,保压一定时间,熔融塑料冷却固化即可保持模具型腔所赋予的形状和尺寸。开合模机构将模具打开,在推出机构的作用下,即可取出注塑成型的塑料制件。
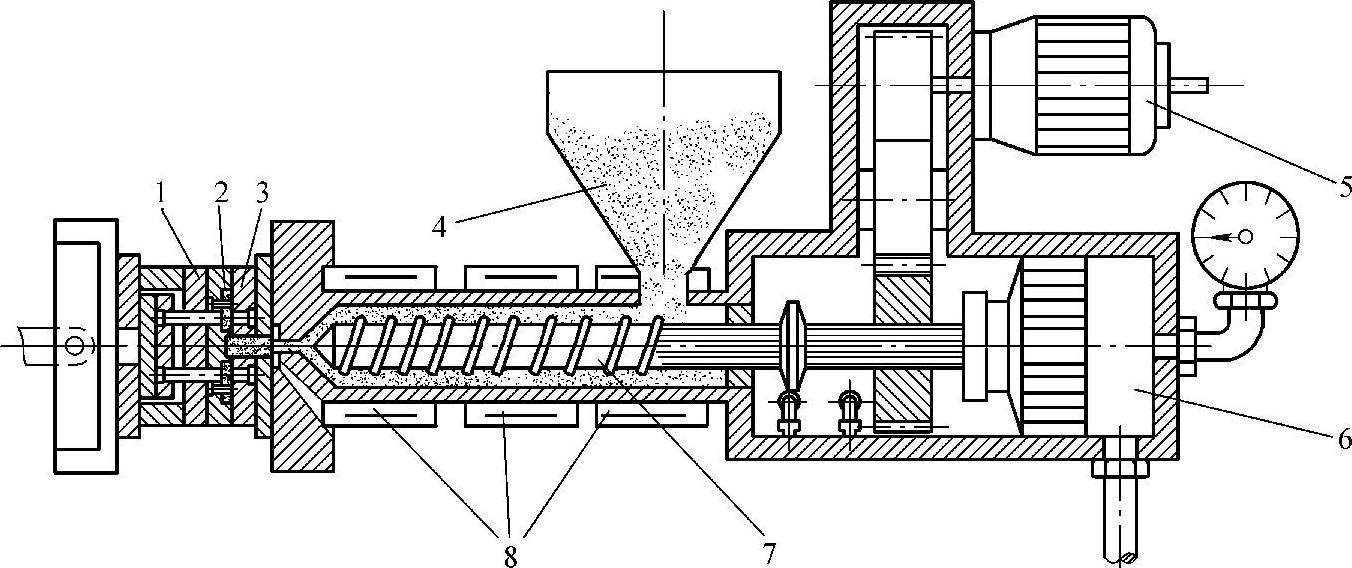
图3-1 注塑成型原理(https://www.xing528.com)
1—动模 2—塑件 3—定模 4—料斗 5—传动装置 6—液压缸 7—螺杆 8—加热器
注塑成型是热塑性塑料成型的一种重要方法,它具有成型周期短,能一次成型形状复杂、尺寸精确、带有金属或非金属嵌件的塑料制件。注塑成型的生产率高,易实现自动化生产。到目前为止,除氖塑料以外,几乎所有的热塑性塑料都可以用注塑成型的方法成型,因此注塑成型广泛地应用于各种塑料制件的生产。注塑成型的缺点是所用的注塑设备价格较高,注塑模具的结构复杂,生产成本高,生产周期长。不适合于单件小批量的塑件生产。除了热塑性塑料外,一些流动性好的热固性塑料也可用注塑的方法成型,其原因是这种方法生产率高,产品质量稳定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。