



【摘要】:然而,一方面因为我国尚无统一的塑件表面质量的标准,另一方面塑件还会受到原材料、成型工艺和模具等因素的影响,故有资料建议用表面粗糙度和表观缺陷两个指标来评定塑件的表面质量。因此,模具腔壁表面的粗糙度实际上成为塑件表面粗糙度的决定性因素,通常要求比塑件高出一个等级。例如,塑件表面粗糙度Ra为0.02~1.25μm,则模具腔壁的表面粗糙度Ra应为0.01~0.63μm。表2-22列出了模具表面粗糙度对注射件表面粗糙度的影响情况。
表面质量是一个相当大的概念,包括微观的几何形状和表面层的物理-力学性质两方面技术指标,而不是单纯的表面粗糙度问题。塑件表面层的相变、残留应力都属于物理-力学性质范畴的指标。然而,一方面因为我国尚无统一的塑件表面质量的标准,另一方面塑件还会受到原材料、成型工艺和模具等因素的影响,故有资料建议用表面粗糙度和表观缺陷两个指标来评定塑件的表面质量。
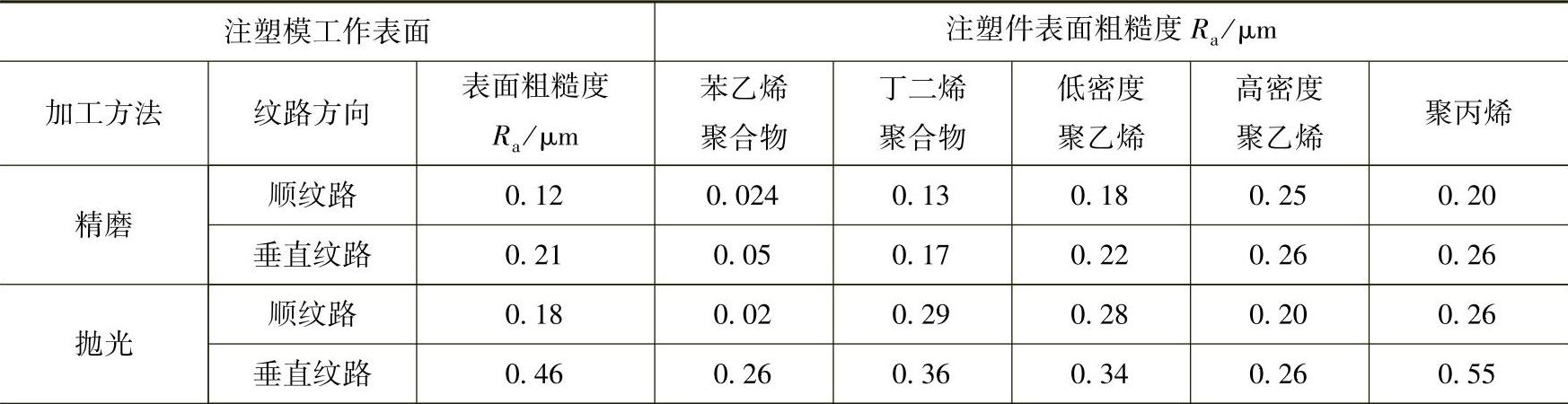
一般来说,原材料的质量、成型工艺(各种参数的设定、控制等人为因素)和模具的表面粗糙度等都会影响到塑件的表面粗糙度,而尤其以模具腔壁上的表面粗糙度的影响最大。因此,模具腔壁表面的粗糙度实际上成为塑件表面粗糙度的决定性因素,通常要求比塑件高出一个等级。例如,塑件表面粗糙度Ra为0.02~1.25μm,则模具腔壁的表面粗糙度Ra应为0.01~0.63μm。对于透明塑件,特别是光学元件,与模具腔壁的要求应相一致。例如,塑件表面粗糙度Ra为0.005μm,腔壁表面粗糙度Ra只能为极限值0.005μm。这么高的表面粗糙度的获得是很不容易的,其中还需要精湛的手工技艺。表2-22列出了模具表面粗糙度对注射件表面粗糙度的影响情况。
表2-22 模具表面粗糙度对注射件表面粗糙度的影响
 (https://www.xing528.com)
(https://www.xing528.com)
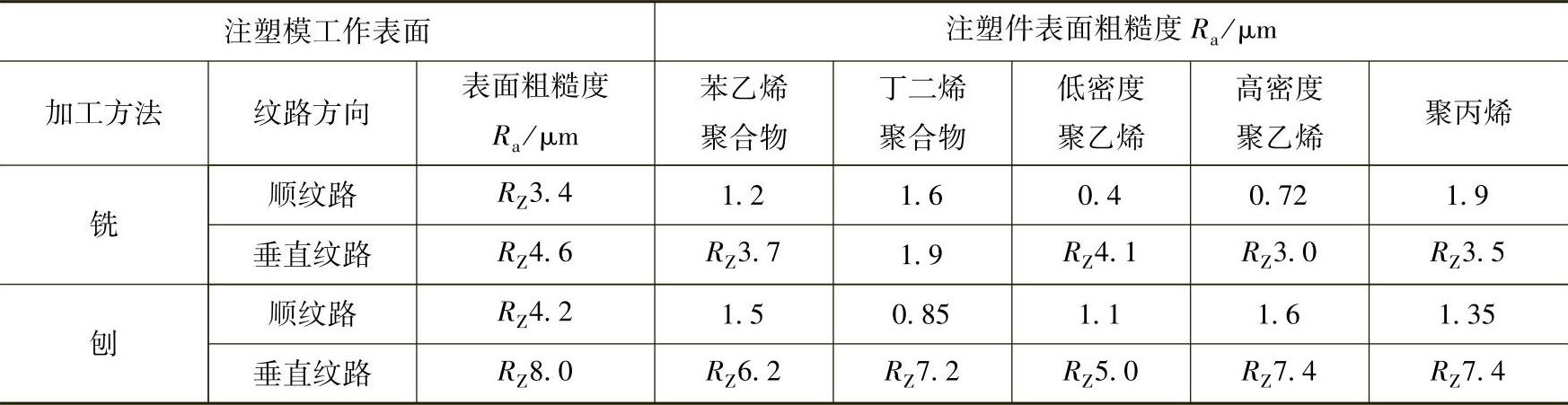
(续)
塑件的表面缺陷是其特有的质量指标,包括缺料、溢料与飞边、凹陷与缩瘪、气孔、翘曲、熔接痕、变色、银(斑)纹、粘模、脆裂和降解等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。