



【摘要】:塑件的壁厚首先取决于塑件的使用要求,如强度结构、重量、电气性能、尺寸稳定性以及装配等各项要求。图2-1塑件的脱模斜度1.壁厚推荐值塑件壁厚一般在1~6mm的范围内,而最常用的数值为2~3mm。根据塑件外形尺寸,一般热固性塑料制品的壁厚推荐值见表2-2;热塑性塑料制品的最小壁厚及常用壁厚推荐值见表2-3。图2-2为塑件壁厚为2.5mm时,在常规成型条件下t-L的比例关系。
塑件的壁厚首先取决于塑件的使用要求,如强度结构、重量、电气性能、尺寸稳定性以及装配等各项要求。此外,还应尽量使各处壁厚均匀,避免太薄,否则会使塑件变形或产生气泡、凹陷等缺陷。
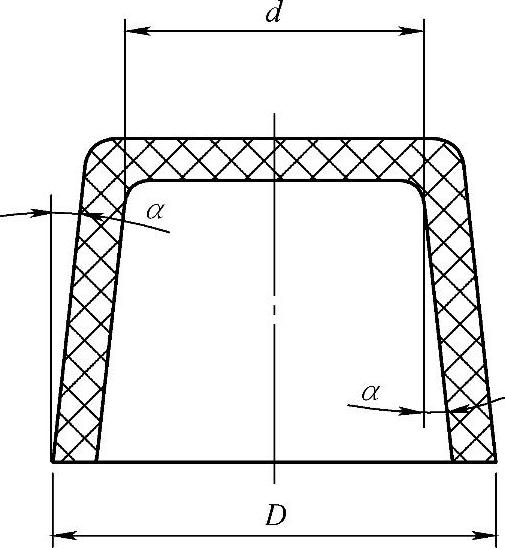
图2-1 塑件的脱模斜度
1.壁厚推荐值
塑件壁厚一般在1~6mm的范围内,而最常用的数值为2~3mm。大型塑件的壁厚也有比6mm大的,这都随塑料类型及塑件大小而定。根据塑件外形尺寸,一般热固性塑料制品的壁厚推荐值见表2-2;热塑性塑料制品的最小壁厚及常用壁厚推荐值见表2-3。
表2-2 热固性塑料制品的壁厚推荐值 (单位:mm)
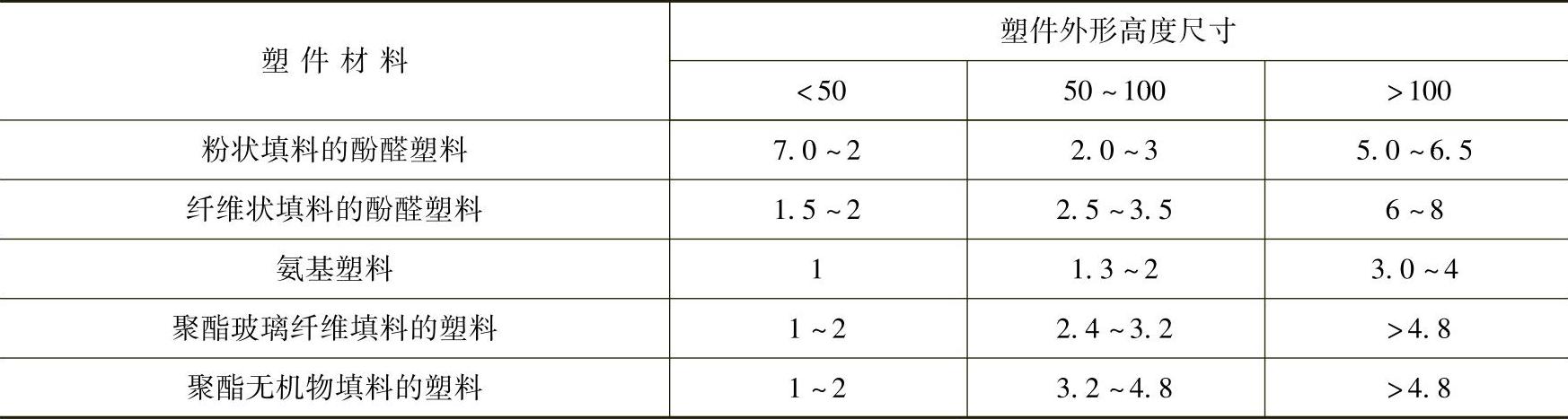
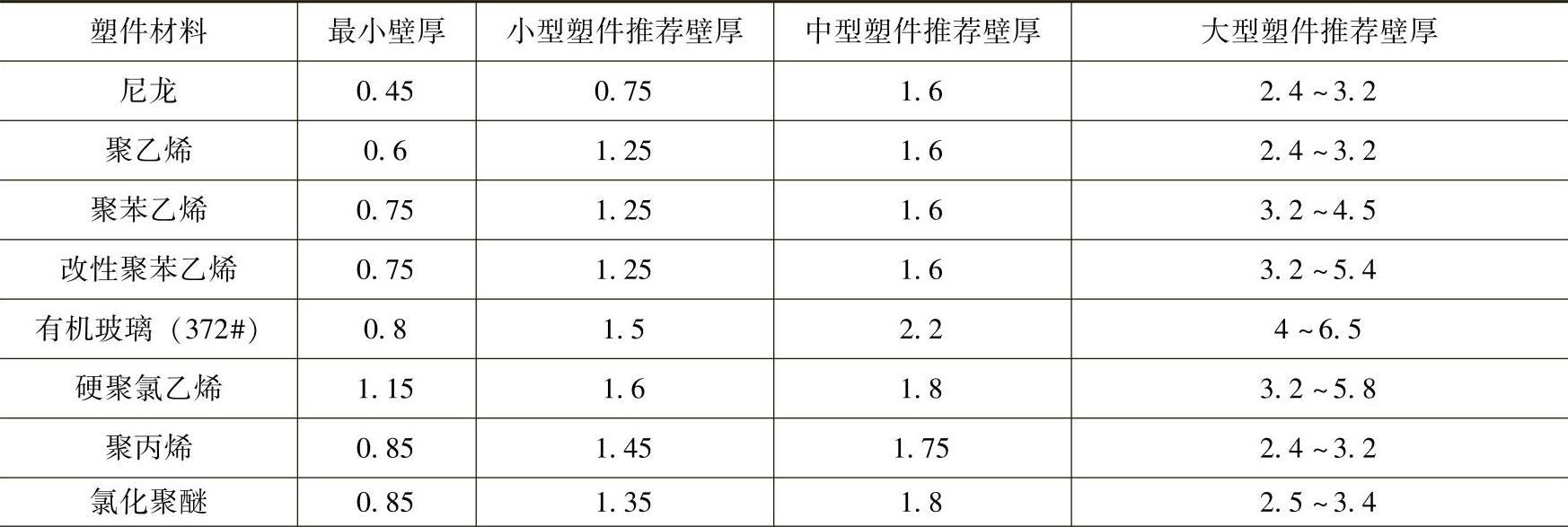
表2-3 热塑性塑料制品的最小壁厚及常用壁厚推荐值 (单位:mm)
(续)
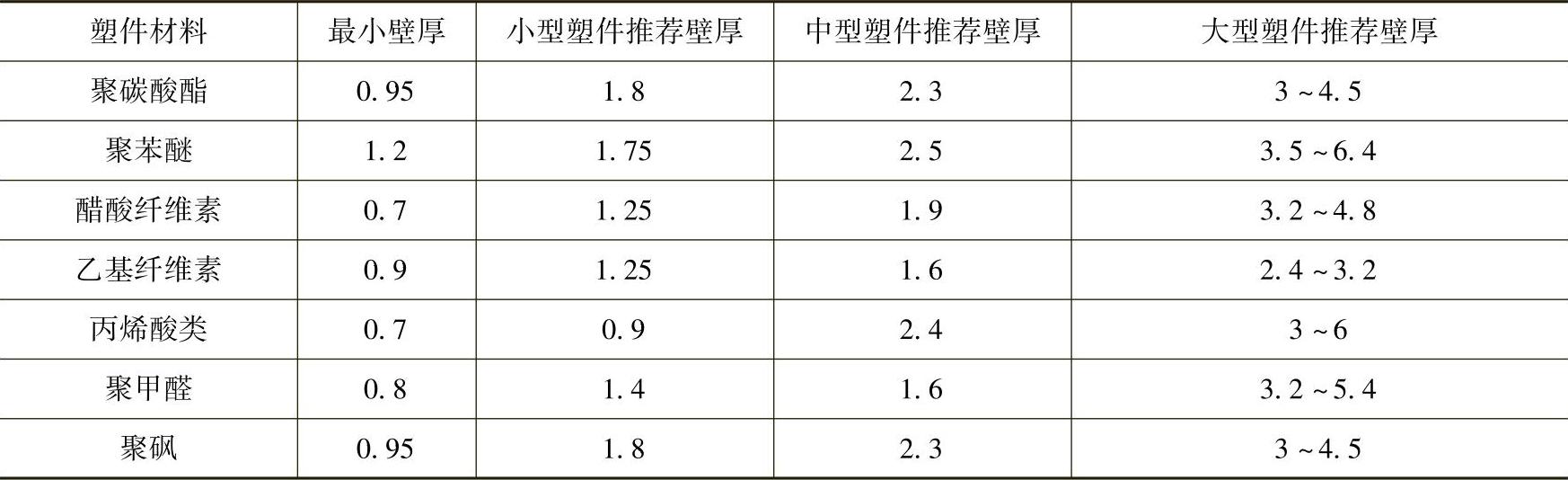
注:最小壁厚可随成型条件而变。(https://www.xing528.com)
图2-2为塑件壁厚为2.5mm时,在常规成型条件下t-L的比例关系。
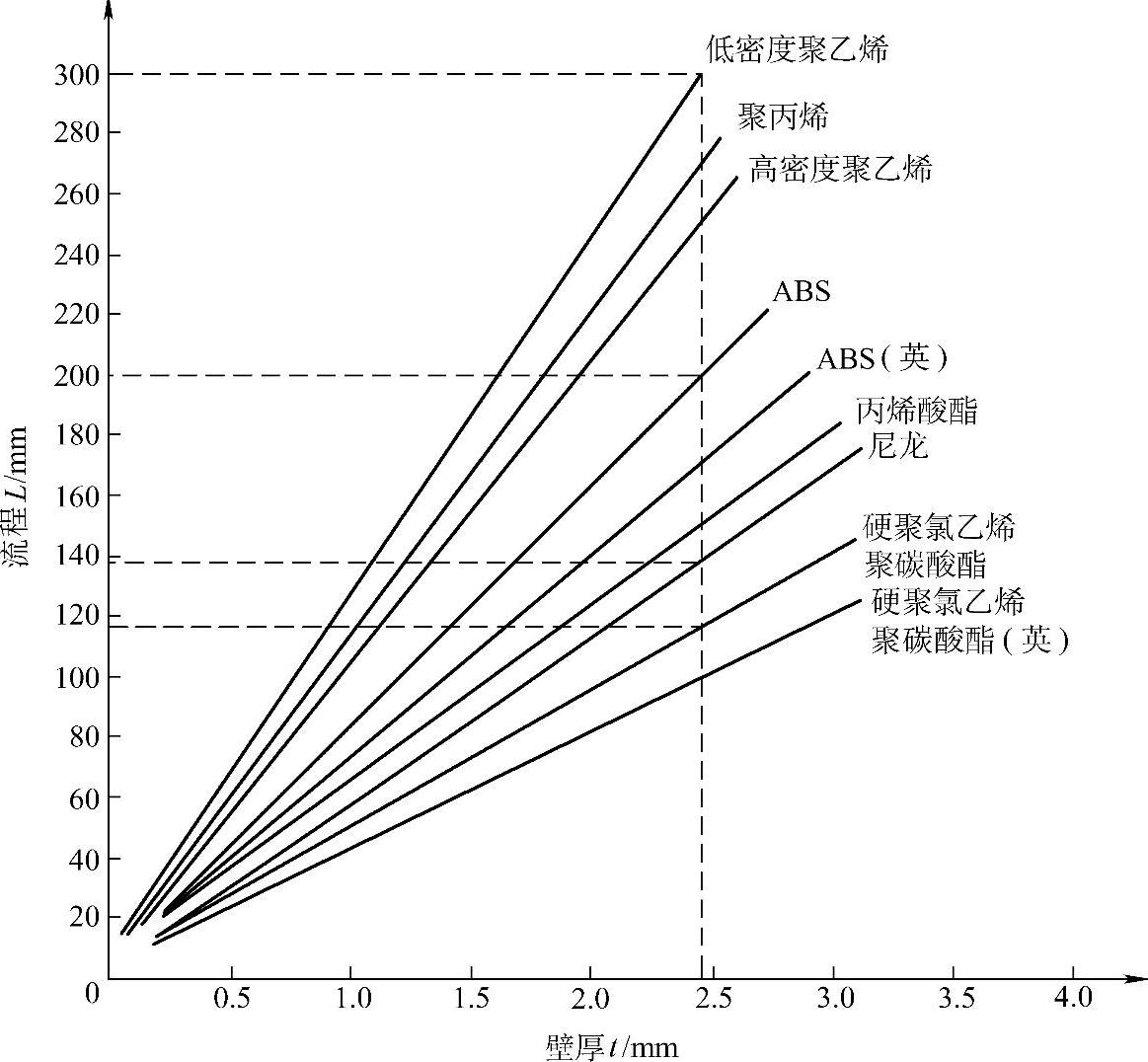
图2-2 壁厚与流程的关系
壁厚与流程有密切关系,各种塑料在其常规工艺参数下,流程大小与塑件壁厚成比例。塑件壁厚越大,则最大流程越长。利用图2-2或表2-4可以计算塑件成型的可能性。如果不能满足线图或关系式者,则需增大塑件壁厚或增设进料口数量及改变进料口的位置,以缩短流程来满足成型要求。
表2-4 壁厚t与流程L的关系式

2.壁厚设计比较
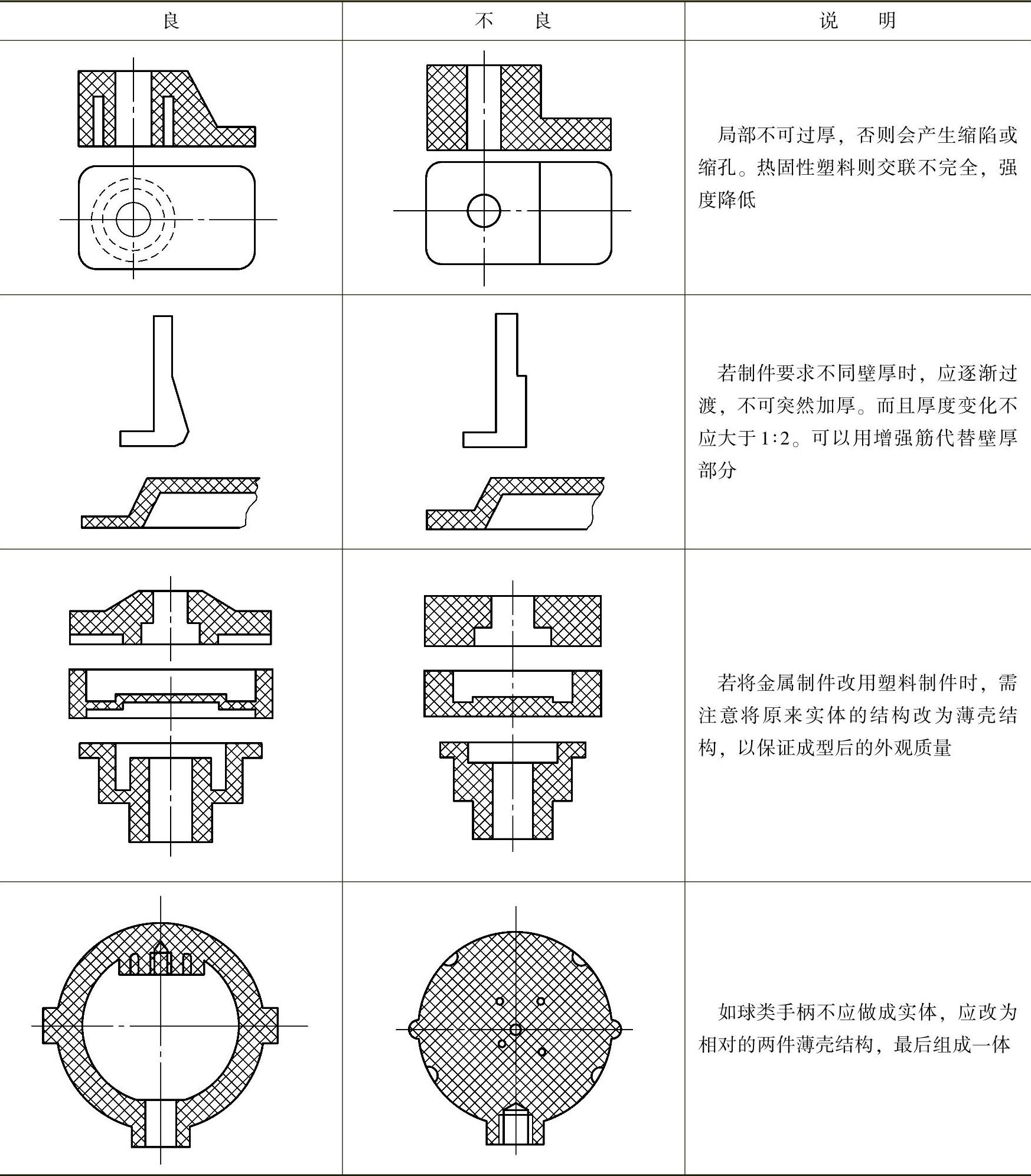
在设计中,常常要对塑件壁厚的不合理设计进行合理化的改进。常见塑件壁厚的设计比较,见表2-5。
表2-5 常见塑件壁厚的设计比较
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。