



异向分三刀铣左旋圆柱内螺纹时,两刀粗铣都用顺铣,精铣用逆铣,并且粗铣两刀是从上往下铣,精铣一刀是从下往上铣。图6-25b所示为粗铣两刀、精铣一刀左旋圆柱内螺纹时切削点的位置及轨迹,图6-26b所示为编程用图。
O614程序是适用于发那科系统的用整硬螺纹铣刀分三刀铣成左旋圆柱内螺纹的通用宏程序。
O614
N01 #100=; (铣螺纹半径修正量。取正值,铣出的螺纹半径加大;取负值,铣出的螺纹半径减小)
N02 #1=a; (螺纹公称直径,即精铣目标值)
N03 #2=b; (螺距)
N04 #3=c; (螺纹整圈数,用它代替深度)
N05 #5=j; (单向精铣量)
N06 #6=k; (整硬螺纹铣刀上的槽条数,即刃口排数)
N07 #7=d; (粗铣每排刃口每转进给量,选定)
N08 #8=m; (精铣每排刃口每转进给量,选定)
N09 #11=h; (准备点的Z值)
N10 #17=s1; (粗铣主轴转速,选定)
N11 #18=r; (铣刀刃尖回转公称半径)
N12 #19=s2; (精铣主轴转速,选定)
N13 #20=t; (刀具长度补偿号)
N14 #24=x; (螺纹孔中心在工件坐标系中的X值)
N15 #25=y; (螺纹孔中心在工件坐标系中的Y值)
N21 #13=[0.54∗#2-#5]/SQRT[2]; (#13代表等截面积分配粗铣首刀的铣削深度,图中未标出)
N22 #14=#13∗[SQRT[2]-1]+#5; (#14代表等截面积分配粗铣末刀铣削深度加单向精铣量)
N23 G54G90G95G40G00X0Y0;(设定工件坐标系,用每转进给,平移到工件XY平面原点)
N24 S#17M03;(主轴按粗铣的指定转速正转)
N25 G52X#24Y#25;(建立局部坐标系)
N26 X0Y0;(铣刀平移到螺纹孔中心)
N27 G43H#20Z#11;(激活刀具长度补偿,铣刀底面下降到准备点)
N28 Z0;(铣刀底面下降到工件上平面)
N29 Z[-#3∗#2+#2∗3/2-#2/2];(铣刀底刃齿下降到粗铣入刀段起点所在平面)
N30 G01X[-#1/2+0.54∗#2+#18]F[5∗#6∗#7];(铣刀底刃齿平移到粗铣入刀段起点)
N31 #21=#1/2-0.27∗#2-#18-#14/2+#100/2;(#21代表粗铣首刀入刀段和出刀段的半径)
N32 G03X[#1/2-#18-#14+#100]Z[-#3∗#2+#2-#2/2]R#21F[#6∗#7/5]; (粗铣首刀螺旋下降入刀)
N33 Z[-#3∗#2-#2/2]I[-#1/2+#18+#14-#100]F[#6∗#7]; (粗铣首刀螺旋下降铣一整圈)
N34 X[-#1/2+0.54∗#2+#18]Z[-#3∗#2-#2/2-#2/2]R#21F[2∗#6∗#7]; (粗铣首刀螺旋下降出刀)
N35 G00X0Y0;(铣刀平移到刀中心与螺纹孔中心重合)
N36 Z[-#3∗#2+#2∗3/2-#2/2];(铣刀底刃齿上升到粗铣入刀段起点所在平面)
N37 G01X[-#1/2+0.54∗#2+#18]F[5∗#6∗#7];(铣刀底刃齿平移到粗铣入刀段起点)
N38 #22=#1/2-0.27∗#2-#18-#5/2+#100/2;(#22代表粗铣末刀入刀段和出刀段的半径)
N39 G03X[#1/2-#18-#5+#100]Z[-#3∗#2+#2-#2/2]R#22F[#6∗#7/5]; (粗铣末刀螺旋下降入刀)
N40 Z[-#3∗#2-#2/2]I[-#1/2+#18+#5-#100]F[#6∗#7]; (粗铣末刀螺旋下降铣一整圈)
N41 X[-#1/2+0.54∗#2+#18]Z[-#3∗#2-#2/2-#2/2]R#22F[2∗#6∗#7]; (粗铣末刀螺旋下降出刀)
N42 G00 X0 Y0S#19; (铣刀平移到刀中心与螺纹孔中心重合,主轴按精铣的指定转速转动)
N43 G01 X[-#1/2+0.54∗#2+#18]F[5∗#6∗#8]; (让铣刀平移到底刃齿精铣入刀段起点)
N44 #23=#1/2-0.27∗#2-#18+#100/2; (#23代表精铣入刀段和精铣出刀段的半径)
N45 G02 X[#1/2-#18+#100]Z[-#3∗#2-#2/2]R#23F[#6∗#8/5]; (精铣螺旋上升入刀)
N46Z [-#3∗#2+#2-#2/2]I[-#1/2+#18-#100]F[#6∗#8]; (精铣螺旋上升铣一整圈)
N47X [-#1/2+0.54∗#2+#18]Z[-#3∗#2+#2∗3/2-#2/2]R#23F[#6∗#8∗2]; (精铣螺铣上升出刀)
N48 G00 X0 Y0; (铣刀平移到刀中心与螺纹孔中心重合)
N49 G49 Z#11; (撤销长度补偿,铣刀底面上升到准备点)
N50 G52 X0 Y0; (取消局部坐标系)
N51 X0 Y0 M05; (铣刀平移到工件坐标系原点之上)
N52 M30;
PP614.MPF程序是适用于西门子802D系统的用整硬螺纹铣刀分三刀铣成左旋圆柱内螺纹的通用宏程序。
PP614.MPF
N01 R100=; 铣螺纹半径修正量。取正值,铣出的螺纹半径加大,取负值,铣出的螺纹半径减小
N02 R1=a; 螺纹公称直径,即精铣目标值(https://www.xing528.com)
N03 R2=b; 螺距
N04 R3=c; 螺纹整圈数,用它代替深度
N05 R5=j; 单向精铣量
N06 R6=k; 整硬螺纹铣刀上的槽条数,即刃口排数
N07 R7=d; 粗铣每排刃口每转进给量,选定
N08 R8=m; 精铣每排刃口每转进给量,选定
N09 R11=h; 准备点的Z值
N10 R17=s1; 粗铣主轴转速,选定
N11 R18=r; 铣刀刃尖回转公称直径
N12 R19=s2; 精铣主轴转速,选定
N13 R20=t; 刀具补偿号
N14 R24=x; 螺纹孔中心在工件坐标系中的X值
N15 R25=y; 螺纹孔中心在工件坐标系中的Y值
N21 R13=(0.54∗R2-R5)/SQRT(2); R13代表等截面积分配粗铣首刀的铣削深度,图中未标出
N22 R14=R13∗(SQRT(2)-1)+R5; R14代表等截面积分配粗铣末刀铣削深度加单向精铣量
N23 G54G90G95G40G00X0Y0; 设定工件坐标系用每转进给平移到工件XY平面原点
N24 T1D=R20S=R17M03; 指令刀具半径补偿和长度补偿号,主轴按粗铣的指定转速正转
N25 TRANSX=R24Y=R25; 零点偏移
N26 X0Y0; 铣刀平移到螺纹孔中心
N27 Z=R11; 铣刀底面下降到准备点
N28 Z0; 铣刀底面下降到工件上平面
N29 Z=-R3∗R2+R2∗3/2-R2/2; 铣刀底刃齿下降到粗铣入刀段起点所在平面
N30 G01X=-R1/2+0.54∗R2+R18F=5∗R6∗7; 铣刀底刃齿平移到粗铣入刀段起点
N31 R21=R1/2-0.27∗R2-R18-R14/2+R100/2; R21代表粗铣首刀入刀段和出刀段的半径
N32 G03X=R1/2-R18-R14+#100Z=-R3∗R2+R2-R2/2CR=R21F=R6∗R7/5; 粗铣首刀螺旋下降入刀
N33 Z=-R3∗R2-R2/2I=-R1/2+R18+R14-R100F=R6∗R7; 粗铣首刀螺旋下降铣一整圈
N34 X=-R1/2+0.54∗R2+R18Z=-R3∗R2-R2/2-R2/2CR=R21F=2∗R6∗R7; 粗铣首刀螺旋下降出刀
N35 G00 X0 Y0; 铣刀平移到刀中心与螺孔中心重合
N36 Z=-R3∗R2+R2∗3/2-R2/2; 铣刀底刃齿上升到粗铣入刀段起点所在平面
N37 G01 X=-R1/2+0.54∗R2+R18F=5∗R6∗7; 铣刀底刃齿平移到粗铣入刀段起点
N38 R22=R1/2-0.27∗R2-R18-R5/2+R100/2; R22代表粗铣末刀入刀段和出刀段的半径
N39 G03 X=R1/2-R18-R5+#100Z=-R3∗R2+R2-R2/2CR=R22F=R6∗R7/5; 粗铣末刀螺旋下降入刀
N40 Z=-R3∗R2-R2/2I=-R1/2+R18+R5-R100F=R6∗R7; 粗铣末刀螺旋下降铣一整圈
N41 X=-R1/2+0.54∗R2+R18Z=-R3∗R2-R2/2-R2/2CR=R22F=2∗R6∗R7; 粗铣末刀螺旋下降出刀
N42 G00X0Y0S=R19;铣刀平移到刀中心与螺纹孔中心重合,主轴按精铣的指定转速转动
N43 G01X=-R1/2+0.54∗R2+R18F=5∗R6∗R8;铣刀底刃齿平移到精铣入刀段起点
N44 R23=R1/2-0.27∗R2-R18+R100/2;R23代表精铣入刀段和出刀段和半径
N45 G02X=R1/2-R18+R100Z=-R3∗R2-R2/2CR=R23F=R6∗R8/5;精铣螺旋上升入刀
N46 Z=-R3∗R2+R2-R2/2I=-R1/2+R18-R100F=R6∗R8;精铣螺旋上升铣一整圈
N47 X=-R1/2+0.54∗R2+R18Z=-R3∗R2+R2∗3/2-R2/2CR=R23F=2∗R6∗R8; 精铣螺铣上升出刀
N48 G00 X0 Y0; 铣刀平移到刀中心与螺纹孔中心重合
N49 Z=R11; 铣刀上升到准备点
N50 TRANS; 零点偏移注销
N51 X0 Y0 M05; 铣刀平移到工件坐标系原点之上
N52 M02
O614和PP614.MPF两个程序中的变量#100和R100是用来调节铣出螺纹直径大小的变量,在试铣前可预设为0。除此之外的14个变量/参数需要用户根据具体的尺寸和工艺参数对其进行赋值。
【例4】在40CrMo材质的工件上铣M24×3规格的左旋内螺纹,使用例3中用的有5条排屑槽的M24×3内螺纹铣刀。螺纹深度也是30mm(10圈),工艺参数与例3相同。按此条件给O614中的N02~N15段的14个变量赋值并将赋值后程序名命名为O6140,得到该程序的前15段与O6130程序的前15段相同(这里不重复列出),只是N02段和N03段的注释中关于螺纹规则表示应为“M24×3-LH”。
图6-28所示为执行O6140程序铣M24×3左旋内螺纹的仿真轨迹放大(XOZ视图)。
图6-28中轨迹从里到外分别是粗铣首刀、粗铣末刀和精铣的轨迹。精铣轨迹上的箭头是向上的(执行N46段时)。由于仿真时不能显示出多个箭头,所以粗铣两刀上的箭头没有显示出来。
同理,O614和PP614.MPF两个程序内N21段中的系数0.54既适用于米制普通螺纹,也适用于统一英制螺纹。也就是说,这两个程序对米制普通螺纹和统一英制螺纹都适用。
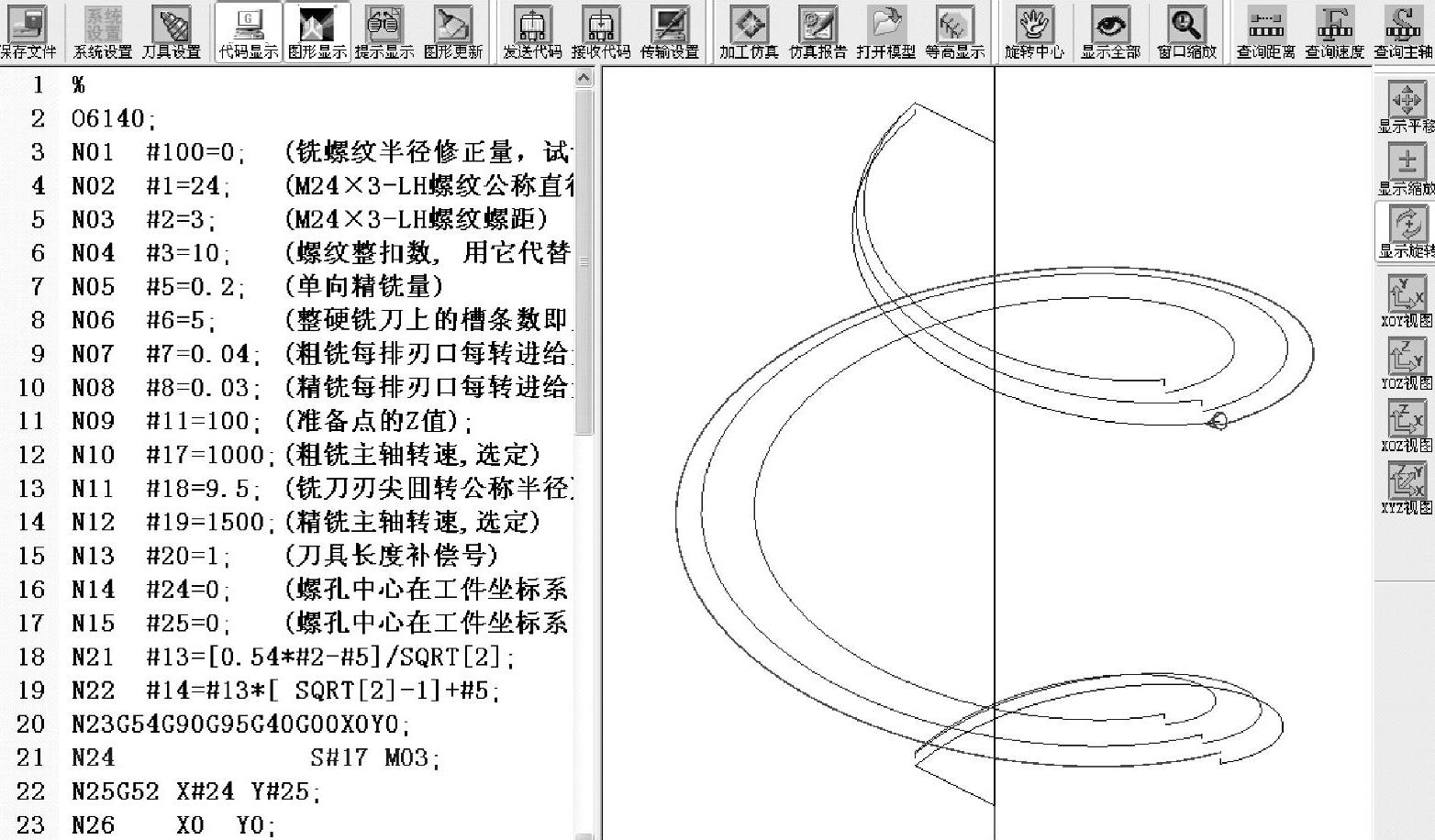
图6-28 执行O6140程序铣M24×3左旋内螺纹的仿真轨迹放大(XOZ视图)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。