



尽管有些刀具供应商的整硬螺纹铣刀的规格型号表中既有内螺纹铣刀,也有外螺纹铣刀,但实际上一般不供应外螺纹铣刀,除非定制。在生产实际中,常见的也是使用整硬铣刀铣内螺纹,所以本章只讨论铣内螺纹的方法。如果遇到要用整硬铣刀铣外螺纹的情况,在对牙型要求不高时可借用同制式、同螺距的内螺纹铣刀,而在对牙型要求较高时,就应定制整硬外螺纹铣刀。
尽管数控铣床的主轴也可以反转(M04),但一般买不到用于反转的整硬螺纹铣刀,除非定制,所以本章只讨论主轴正转条件下的铣螺纹加工。
关于同制式整硬内螺纹铣刀的选用。M6×1规格的整硬内螺纹铣刀既可用来铣M6的粗牙螺纹,也可用来铣M8×1、M10×1或M12×1等细牙内螺纹。换个角度说,M12×1细牙螺纹既可用M12×1规格的细牙内螺纹铣刀铣,也可以用M10×1或M8×1细牙内螺纹铣刀铣,还可以用M6×1规格的粗牙内螺纹铣刀铣。这里要注意,M12×1铣刀与M6×1铣刀相比,前者包含刀齿在内的刀径比后者大两倍多。在相同材质工件上铣M12×1内螺纹时,用前一种铣刀要比用后一种铣刀的加工效率高四倍多。因此,在批量生产中,铣某种规格的细牙内螺纹应使用同规格的细牙内螺纹铣刀。只有在单件或小批量生产中,出于成本或采购周期的考虑,才可使用小规格、同螺距的铣刀来铣。
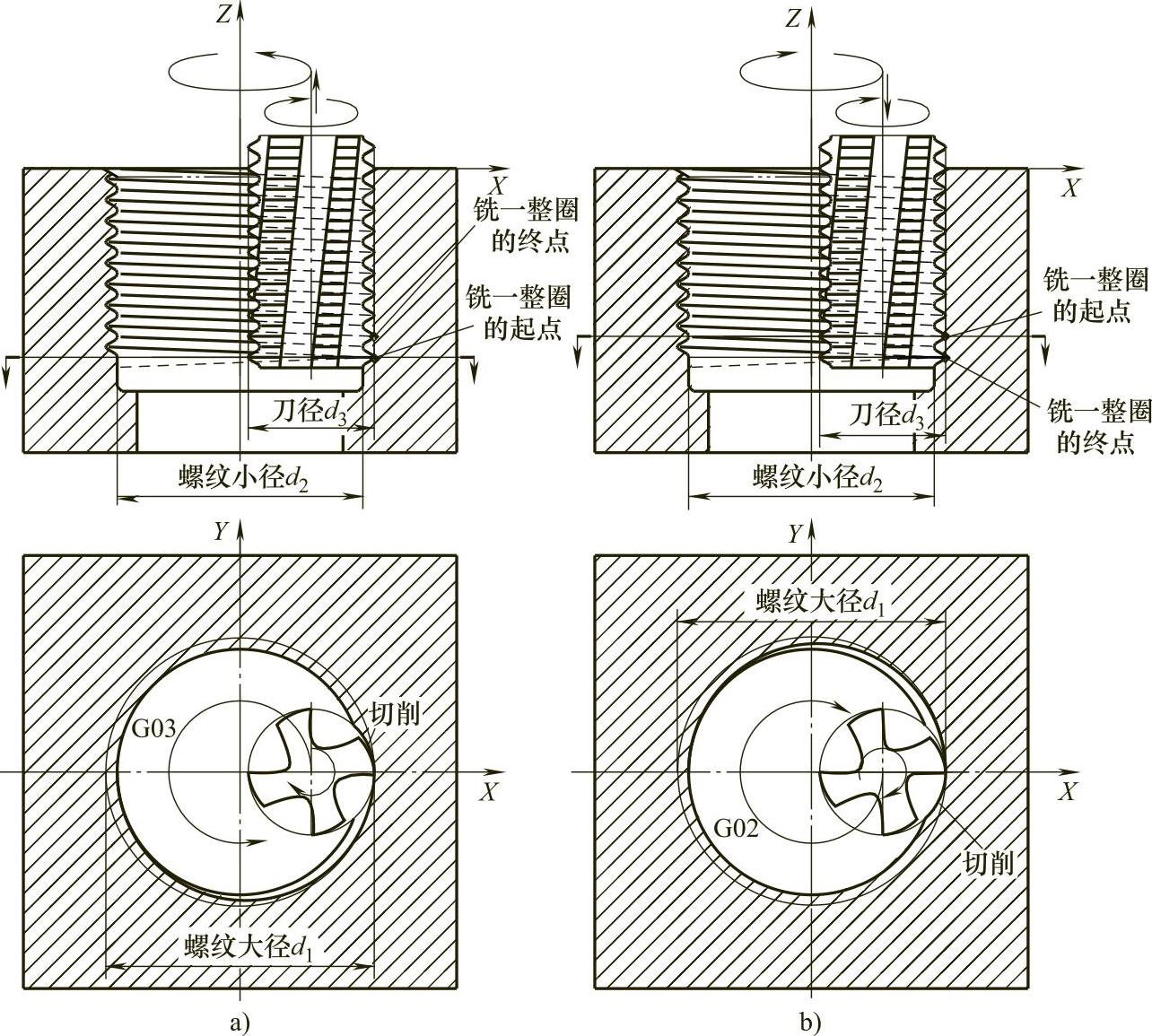
图6-1 用整硬螺纹铣刀铣内螺纹的顺铣和逆铣
a)右旋螺纹的顺铣 b)右旋螺纹的逆铣(https://www.xing528.com)
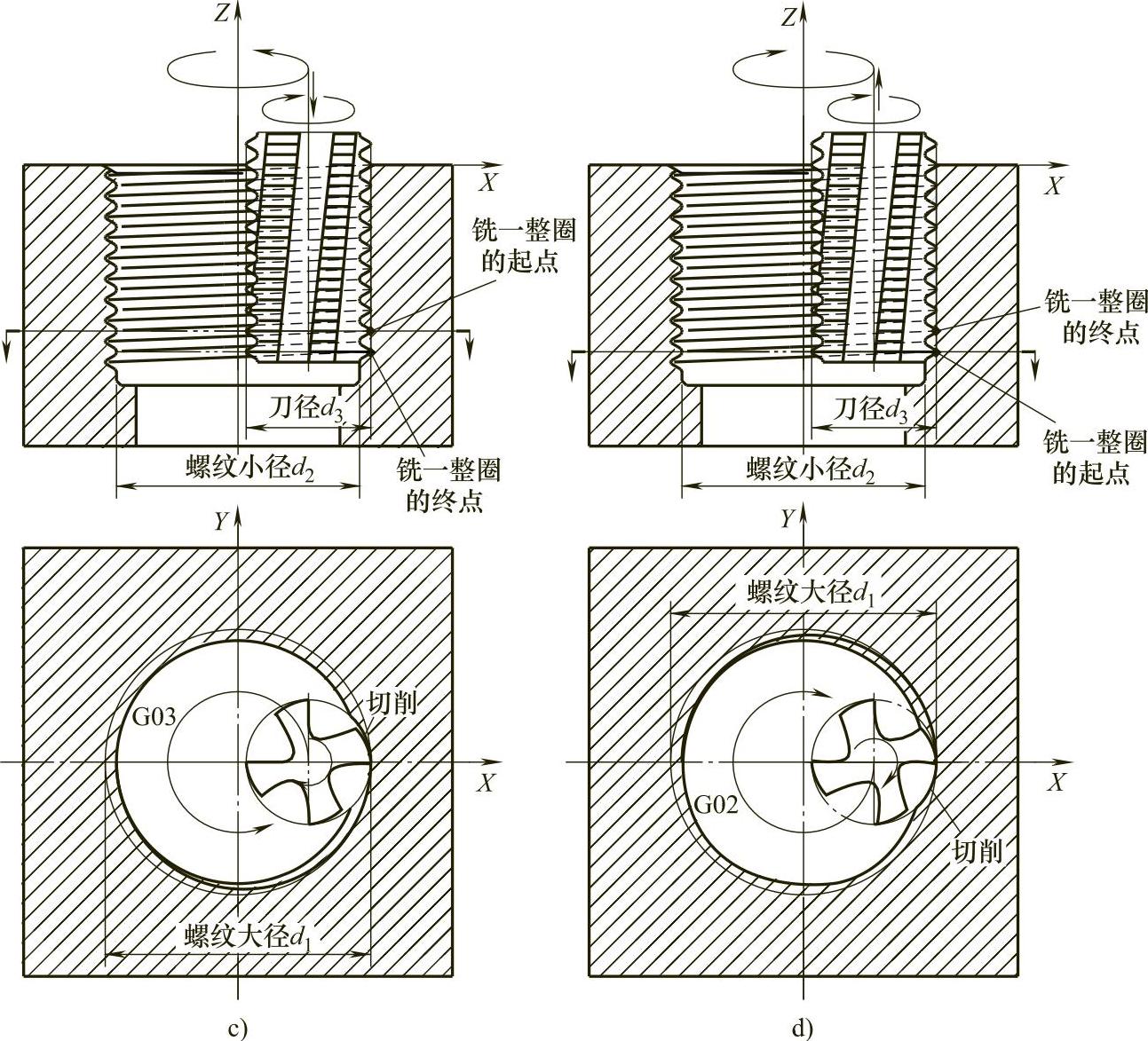
图6-1 用整硬螺纹铣刀铣内螺纹的顺铣和逆铣(续)
c)左旋螺纹的顺铣 d)左旋螺纹的逆铣
关于入刀和出刀方式的选择。用整硬铣刀铣内螺纹时,一般不用90°螺旋切线入刀和90°螺旋切线出刀方式。这是由于如下两个原因:一是在大多数情况下,整硬铣刀直径比内螺纹小径小得不多,很少遇到铣刀直径比内螺纹小径小一半或小更多的情况;二是用90°螺旋切线入刀和出刀在入刀点和出刀点无法做到与正式铣螺纹一圈轨迹相切,只能相接,这对铣出螺纹的质量不利。用整硬铣刀铣内螺纹时,应采用180°螺旋切线入刀和180°螺旋切线出刀。这样,每铣一刀就有3个环节:半圈入刀、铣一整圈和半圈出刀,总共走两圈。
关于铣内螺纹的顺铣和逆铣。在主轴正转条件下,铣内螺纹的顺铣和逆铣如图6-1所示。从图中可以看到,加工右旋内螺纹时从下往上铣是顺铣,从上往下铣是逆铣;加工左旋内螺纹时从上往下铣是顺铣,从下往上铣是逆铣。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。