



刚性攻圆柱螺纹前首先要正确选择丝锥(当然是机用丝锥)。丝锥一般是整体硬质合金加表面涂层,它有如下要素:米制/英制;粗齿/密齿;加工材质;加工通孔/不通孔;直槽或左旋/右旋槽;有/无内冷(孔);螺纹公称直径;螺距;螺纹的左/右旋向;公差等级;丝锥长度。这些要素都反映在丝锥牌号内的英字母及数字中。各制造商的牌号表示方法不同,采购和使用时要查询具体制造商的产品样本。
丝锥上槽的旋向选用原则为:对于铸铁材质的工件,攻通孔螺纹和攻不通螺纹孔都采用直槽丝锥;对于钢质工件,攻通孔螺纹应选用左旋槽丝锥,而攻不通螺纹孔应选用右旋槽丝锥,因为用左旋槽丝锥攻螺纹时切屑往下排,而用右旋槽丝锥攻螺纹时切屑往上排。
表面有涂层的丝锥可用较高的切削速度。对高速钢丝锥表面做离子注入后可提高其攻螺纹性能。
下面用两个例图来介绍刚性攻螺纹的加工程序。图5-1中有4个M16通孔螺纹,图5-2中有6个沿圆周均布的M16不通螺纹孔。Z向原点都取在工件顶面上(一般是这样),都只攻一次(一般是这样),攻螺纹时主轴转速都取150r/min,在底部停留时间都取0.5s,回退速度选择与攻螺纹速度相同。由于图5-1中是通孔螺纹,所以选用左旋槽丝锥,而图5-2中是不通螺纹孔,所以选用右旋槽丝锥。两个工件材料都是钢质。
先介绍用发那科0i-MA系统机床只攻例图一上D孔的程序O501。
O501;
N01 G54 G95 G98 G00 X0 Y0 Z100; (每转进给,初始点复归)
N02 G43 H1 Z40; (建立刀具长度补偿,垂直下降)
N03 M29 S150; (刚性攻螺纹并指定主轴转速)
N04 G84 X25 Y25 Z-26 R5 P500 F2; (攻螺纹,攻完后回到B点所在的初始平面)
N05 G80; (刚性攻螺纹注销)
N06 G49 G00 Z100; (注销刀具长度补偿,垂直上升)
N07 X0 Y0 M05; (平移到工件坐标原点)
N08 M30;
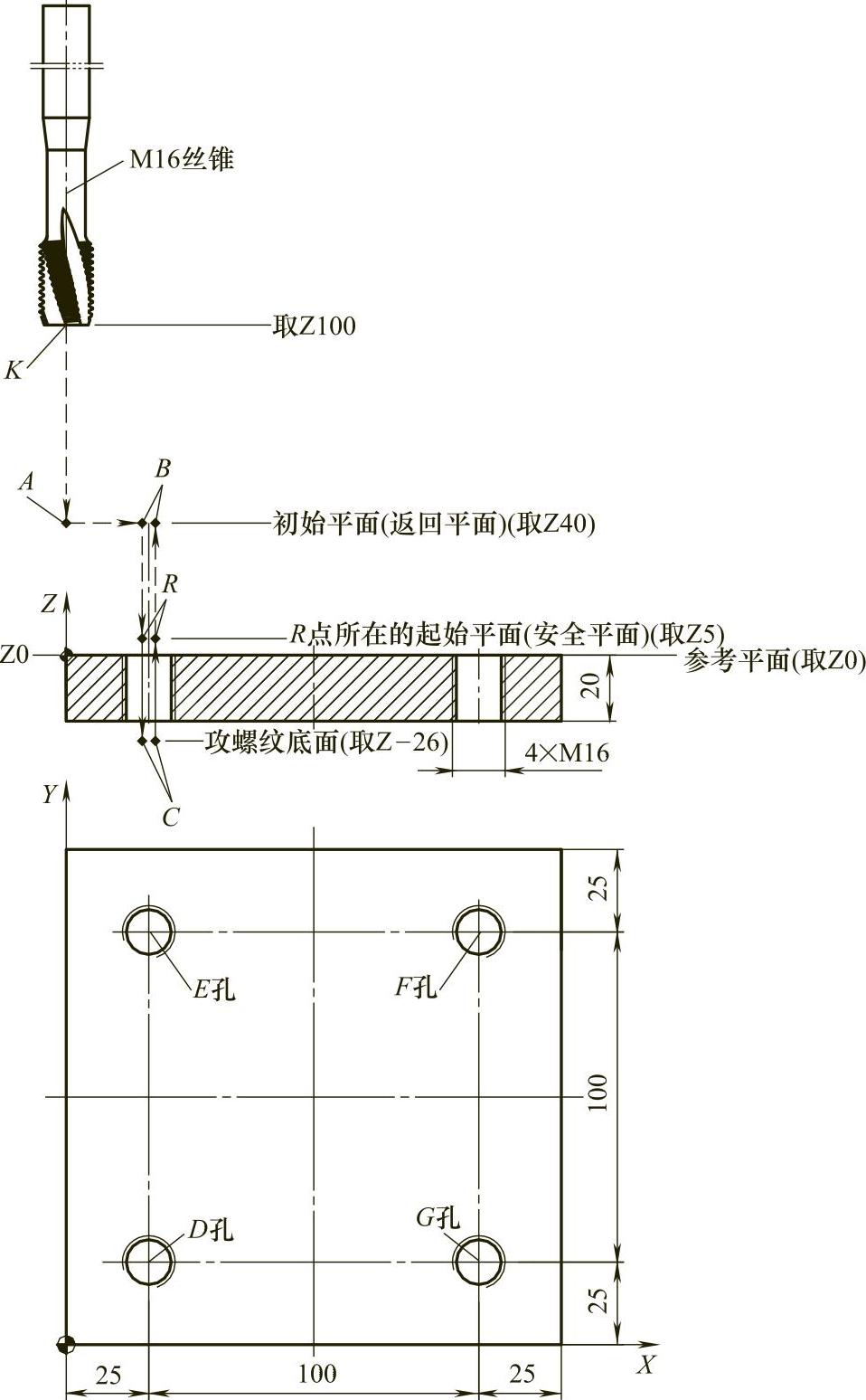
图5-1 刚性攻螺纹例图1
其中,N01段中用G98指令R点复归,即攻螺纹循环结束时回到R点所在的平面。攻单孔螺纹一般用G98,也可以用G99。N01段中用G95指令每转进给,也可用G94指令每分钟进给。由于在本程序中指令为每转进给,所以N04段中用F2。由于只攻一次,所以G84
段中可省略K指令。如果改用每分钟进给(即将N01段中的G95改为G94),那么G84段中的F指令值应等于主轴转速与螺距的乘积(即150×2),故此处应指令F300。
下面介绍连续攻例图一中的D、E、F、G4个螺纹孔的适用于0i-MA系统的程序O502。此程序中主轴用每分钟进给。
O502;
N01 G54 G94 G99 G00 X0 Y0 Z100; (每分钟进给,R点复归)
N02 G43 H1Z40; (建立刀具长度补偿,垂直下降)
N03 M29 S150; (刚性攻螺纹并指定主轴转速)
N04 G84 X25 Y25 Z-26 R5 P500 F300; (攻D孔,回到R点所在平面)
N05 Y125; (攻E孔,回到R点所在平面)
N06 X125; (攻F孔,回到R点所在平面)
N07 G98 Y25;( 攻G孔,回到B点所在的初始平面)
N08 G80; (刚性攻螺纹注销)
N09 G49 G00 Z100; (注销刀具长度补偿,垂直上升)
N10 X0 Y0 M05; (平移到工件坐标原点)
N11 M30;
为了安全起见,攻最后一个孔后使丝锥抬到初始平面。注意上述两个程序中刚性攻螺纹是用G84指令,而且必须在其紧前加一段“M29S_;”。
如果用发那科0i-MD系统,那么只攻例图一中D孔的程序应为O503。
O503;
N01 G54 G95 G98 G00 X0 Y0 Z100; (每转进给,初始点复归)
N02 G43 H1 Z40; (建立刀具长度补偿,垂直下降)
N04 G84.2 X25 Y25 Z-26 R5 P500 F2 S150; (刚性攻螺纹,攻完后回到B点所在的初始平面)
N05 G80; (刚性攻螺纹注销)
N06 G49 G00 Z100; (注销刀具长度补偿,垂直上升)
N07 X0 Y0 M05; (平移到工件坐标原点)
N08 M30; 适用于发那科0i-MD系统、连续攻例图一中D、E、F、G4个螺纹孔的程序为O504。
O504;
N01 G54 G95 G99 G00 X0 Y0 Z100; (每转进给,R点复归)
N02 G43 H1 Z40; (建立刀具长度补偿,垂直下降)
N04 G84.2X25 Y25 Z-26 R5 P500 F2 S150; (刚性孔螺纹,攻完D孔后回到R点所在平面)
N05 Y125; (攻E孔,回到R点所在平面)
N06 X125; (攻F孔,回到R点所在平面)
N07 G98 Y25; (攻G孔,回到B点所在的初始平面)
N08 G80; (刚性攻螺纹注销)
N09 G49 G00 Z100; (注销刀具长度补偿,垂直上升)
N10 X0 Y0 M05; (平移到工件坐标原点)
N11 M30;
注意O503和O504两个程序中刚性攻螺纹用的是G84.2指令,攻螺纹时的主轴转速S指令字也在这个程序段中。
用西门子802D系统的单动指令编写只攻例图一上D孔的PP501.MPF程序。
PP501.MPF
N01 G54 G90 G00 X0 Y0 Z100; 设定工件坐标系
N02 T1 D1; 指令刀具半径补偿和长度补偿号
N03 G17 X25 Y25 Z40 M08; 到达XY平面中的B点
N04 Z5; 铣刀下降到R点
N05 SPOS=0; 主轴处于位置控制状态
N06 G331 Z-26 K2 S150; 攻螺纹
N07 G332 Z5 K2; 回退
N08 G00 Z100 M09; 垂直抬刀
N09 X0 Y0 M05; 水平移到XY平面中的原点
N10 M02
在N06和N07程序段中的K指令为正值,攻螺纹时主轴正转,回退时主轴反转,所以
这是攻右旋螺纹(当然是用攻右旋螺纹的丝锥)。用西门子802D系统循环指令编写只攻例图一上D孔的PP502.MPF程序。
PP502.MPF
N01 G54 G90 G00 X0 Y0 Z100; 设定工件坐标系
N02 T1 D1; 指令刀具半径补偿和长度补偿号
N03 G17 X25 Y25 Z40 M08; 到达XY平面中的B点
N04 CYCLE84(40,0,5,,26,0.5,3,16,,0,150,150);刚性攻螺纹循环
N05 G00 Z100; M09;垂直抬刀
N06 X0 Y0 M05; 水平移到XY平面中的原点
N07 M02
其中,N04段是刚性攻螺纹循环指令。小括号内共有12个参数,参数之间用11个逗号隔开。这里第七个参数指令为3,表示循环结束时执行M03,即使主轴正转。这里的螺距用螺纹大径值间接指令,第八个参数指令为16,表示螺纹大径是16mm,相应的米制粗牙螺纹的螺距是2mm,所以第九个参数可空位。
如果螺距用数据直接指定,那么N04段中括号内的第八个参数位空着,第九个参数指令为2。
下面介绍沿圆周均布孔攻螺纹的方法(见图5-2)。由于这种加工经常遇到,所以作者编制了通用宏程序,并举例说明。
沿圆周均布孔攻螺纹,编写适用于发那科0i-MA系统的宏程序O505。(https://www.xing528.com)
O505;
#1=50; (孔中心所在圆的半径)
#2=30; (第一个孔中心所在的α角)
#3=6; (孔个数N)
#4=26; (攻螺纹底面与参考平面间的距离)
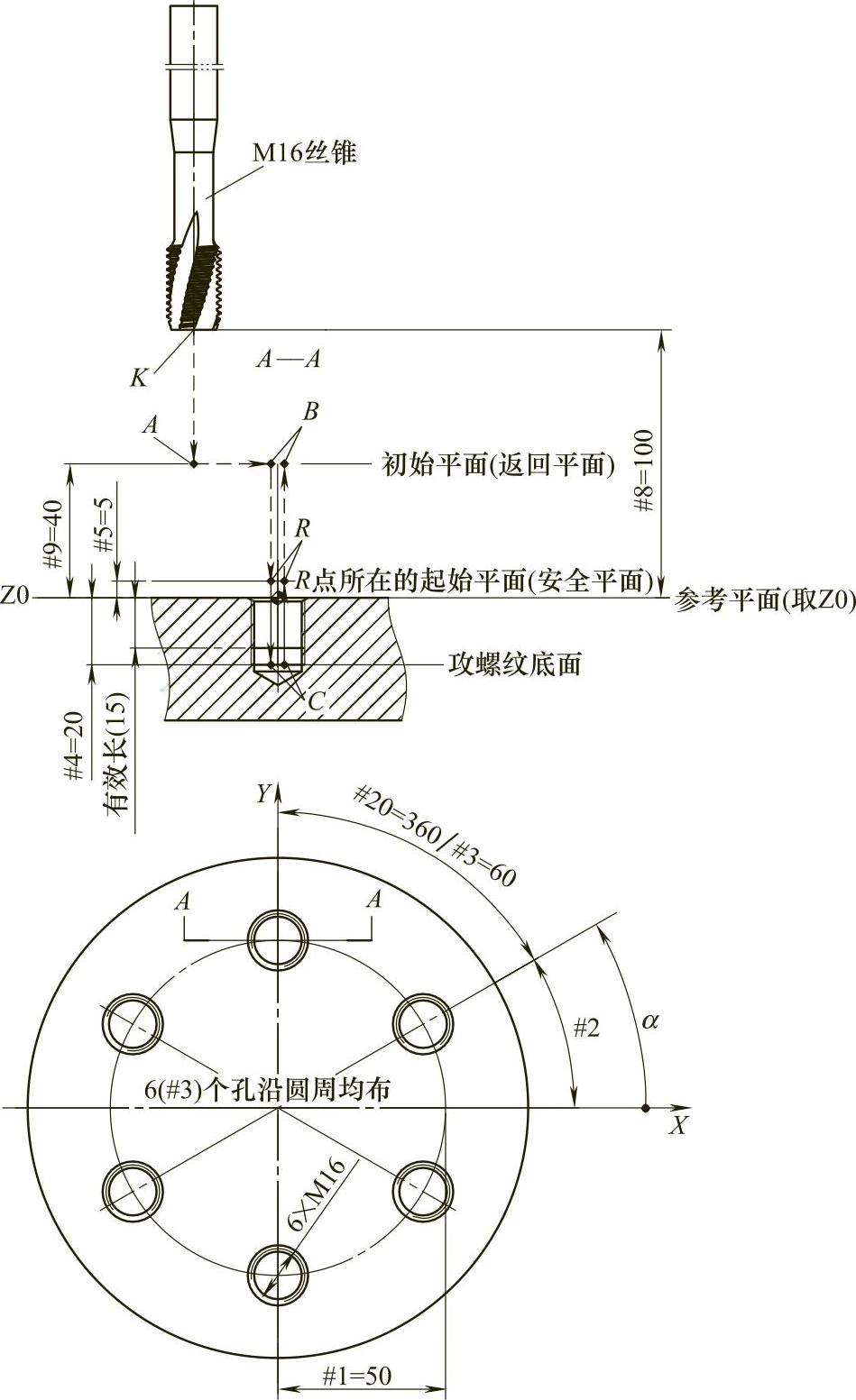
图5-2 刚性攻螺纹例图2
#5=5; (起始平面与参考平面间的距离)
#6=500; (丝锥在攻螺纹底面的停留时间毫秒单位)
#7=2; (螺距)
#8=100; (准备点的Z坐标值)
#9=40; (初始平面与参考平面间的距离)
#19=150; (主轴转速)
N01 #20=360/#3; (相邻两孔间的间隔角度)
N02 #21=#2; (当前孔中心所在的α角,此处赋初始值)
N03 G54G95G99G00X0Y0Z#8; (G95表示每转进给)
N04 G43H1Z#9; (下降到初始平面)
N05 M29S#19; (刚性攻螺纹指令之一——设定攻螺纹转速)
N06 G84 X[#1∗COS[#21]]Y[#1∗SIN[#21]]Z-#4R#5P#6F#7; (刚性攻螺纹指令之二)
N07 #21=#21+#20; (下一个孔中心所在的α角)
N08 IF[#21LT360]GOTO06; (如果未到最后一个孔就回上去继续攻)
N09 G00 Z#9; (上升到初始平面)
N10 G80; (刚性攻螺纹指令取消)
N11 G49 Z#8; (抬刀)
N12 X0 Y0 M05; (平移到工件坐标系XY平面原点)
N13 M30;
O505程序实际上是一个通用宏程序,只是此处已按图5-2所示零件的具体情况给变量赋值了。程序中共有10个变量。对于需要沿圆周均布孔上攻螺纹的不同零件,只要改(赋)这10个变量的值即可,而N01~N13段的程序不用改变。
沿圆周均布孔攻螺纹,编写适用于发那科0i-MD系统的宏程序O506。
O506;
#1=50; (孔中心所在圆的半径)
#2=30; (第一个孔中心所在的α角)
#3=6; (孔个数N)
#4=26; (攻螺纹底面与参考平面间的距离)
#5=5; (起始平面与参考平面间的距离)
#6=500; (丝锥在攻螺纹底面的停留时间,单位为ms)
#7=2; (螺距)
#8=100; (准备点的Z坐标值)
#9=40; (初始平面与参考平面间的距离)
#19=150; (主轴转速)
N01 #20=360/#3; (相邻两孔间的间隔角度)
N02 #21=#2; (当前孔中心所在的α角,此处赋初始值)
N03 G54 G95 G99 G00 X0 Y0 Z#8; (G95表示每转进给)
N04 G43 H1Z#9; (下降到初始平面)
N06 G84 X[#1∗COS[#21]]Y[#1∗SIN[#21]]Z-#4R#5P#6F#7S#19; (刚性攻螺纹指令)
N07 #21=#21+#20; (下一个孔中心所在的α角)
N08 IF[#21LT360]GOTO06; (如果未到最后一个孔就回上去继续攻螺纹)
N09 G00 Z#9; (上升到初始平面)
N10 G80; (刚性攻螺纹指令取消)
N11 G49 Z#8; (抬刀)
N12 X0 Y0 M05; (平移到工件坐标系XY平面原点)
N13 M30;
O506程序实际上也是一个通用宏程序,只是此处已按图5-2所示零件的具体情况给10个变量赋值了。程序中共有10个变量,使用时只要根据具体零件和具体工艺参数给这10个变量重新赋值即可。
沿圆周均布孔攻螺纹,编写适用于西门子802D系统的宏程序PP506.MPF。
PP506.MPF
R1=50; 孔中心所在圆的半径
R2=30; 第一个孔中心所在的α角
R3=6; 孔个数N
R4=26; 攻螺纹深度
R5=5; 起始平面与参考平面间的距离
R6=0.5; 丝锥在攻螺纹底面停留时间,单位为s
R7=2; 螺距
R8=100; 准备点的Z坐标值
R9=40; 初始平面与参考平面间的距离
R19=150 主轴转速
N01 R20=360/R3; 相邻两孔的间隔角度
N02 R21=R2; 当前孔中心所在的α角,此处赋初始值
N03 G54 G17 G90 G00 X0 Y0 Z=R8
N04 T1D1M08
N05 Z=R9
N06 MA1:G00X=R1∗COS(R21)Y=R1∗SIN(R21); 平移到孔中心之上
N07 CYCLE84(R9,0,R5,,R4,R6,3,,R7,0,R19,R19);刚性攻螺纹循环
N08 R21=R21+R20; 计算下一个孔中心所在的α角
N09 IFR21<360GOTOBMA1; 如果未到最后一个孔就回上去继续攻螺纹
N10 G00 Z=R8 M09; 抬刀
N11 X0 Y0 M05; 平移到工件坐标系XY平面原点
N12 M02
同样,PP506.MPF也是一个通用宏程序,只是此处也按图5-2所示零件的具体情况给10个参数赋值了。程序中共有10个参数,使用时只要根据具体零件和具体工艺参数给这10个参数重新赋值即可。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。