



铣内螺纹的出刀方式也有3种:90°螺旋切向出刀、180°螺旋切向出刀和径向出刀。先介绍第一种。
1.90°螺旋切向出刀
90°螺旋切向出刀方式较为常用。它适用于各种螺纹铣刀且其刃口回转直径小于螺纹小径一半的场合。图4-32所示为采用这种出刀方式从上向下铣右旋内螺纹。其中,图4-32b中出刀段切削轨迹在XY平面内的投影圆弧是图上A、B、C决定的圆弧的一半。这段圆弧略大于90°,其半径可以在图上测出(其值略大于螺纹小径的一半)。这是严格的切线方向出刀。此半径也可近似地取(d1+d2)/4,即大致沿切线方向出刀。这在实际应用中是完全可以的。
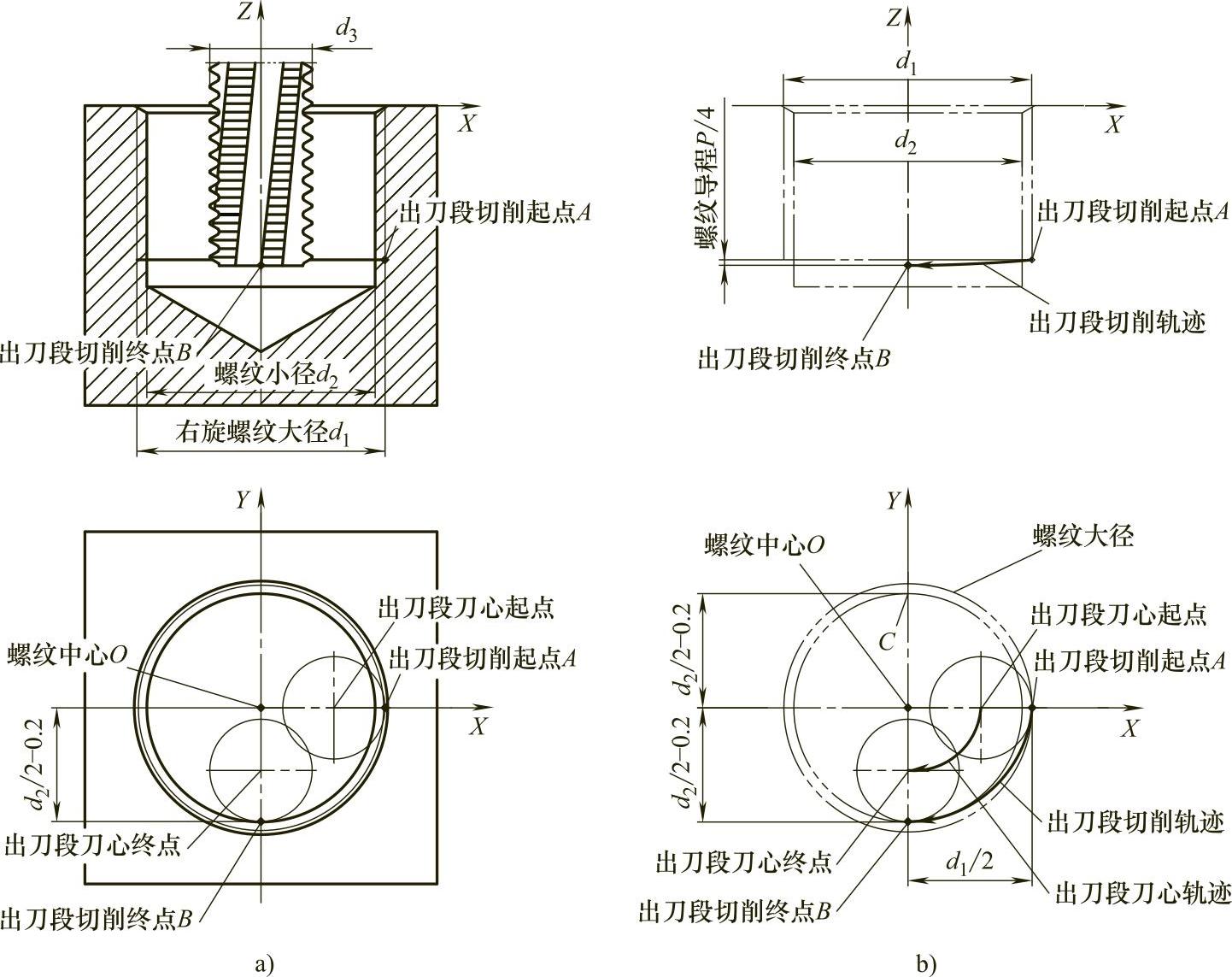
图4-32 从上向下铣内螺纹的90°螺旋切向出刀方式
a)工件和铣刀视图 b)螺纹和出刀段轨迹视图
在铣刀刃口回转直径小于螺纹小径一半的场合,建议采用90°螺旋切向出刀方式,而没有必要采用180°螺旋切向出刀方式,因为后者出刀段的路径长。
2.180°螺旋切向出刀(https://www.xing528.com)
180°螺旋切向出刀方式适用于各种螺纹铣刀且其刃口回转直径d3不小于螺纹小径一半的场合。图4-33所示为采用这种出刀方式从上向下铣右旋内螺纹。其中图4-33b中出刀段切削轨迹在XY平面内的投影圆弧正好是半圆,其半径为(d1+d2)/4-0.1。这是严格的切线方向出刀。
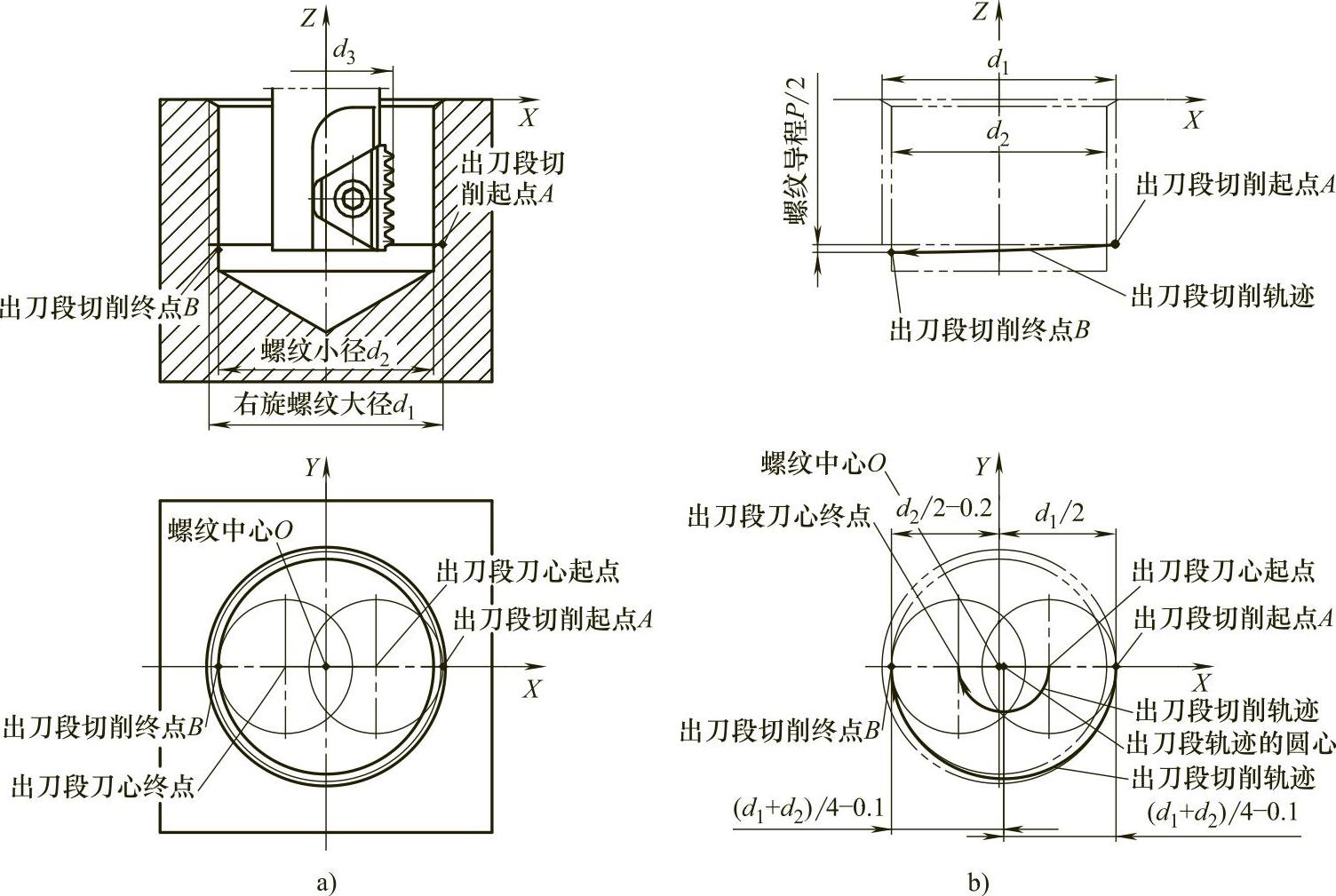
图4-33 从上向下铣内螺纹的180°出刀方式
a)工件和铣刀视图 b)螺纹和出刀段轨迹视图
3.径向出刀
径向出刀方式是沿螺纹半径方向出刀到螺纹中心点。此方式适用于只有横向刃齿的铣刀且切削终点在工件上端面之上或底面之下的场合。用螺纹梳刀和整体硬质合金螺纹铣刀铣内螺纹时不要采用这种径向出刀方式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。