



1.发那科系统的刚性攻螺纹指令发那科新、老系统的刚性攻螺纹指令略有区别。这里介绍0i-MA系统和0i-MD系统的刚性攻螺纹指令。
(1)0i-MA系统的刚性攻螺纹指令G84 G84的指令格式为:
(Xa Ya Za;)
M29 Ss;
G84 Xb Yb Zz底Rz起Pp Ff Kk;
其中,X、Y是螺纹孔中心的坐标数据;Z是攻螺纹底面的Z坐标值;R是R点所在起始平面的Z坐标值;P是丝锥在攻螺纹底面的暂停时间(ms);F是丝锥的进给速度;K是攻螺纹的重复次数,攻一次时可省略。
执行G84指令的动作分两种:在G98状态下分6步,结束时回到初始平面(见图4-18a);在G99状态下分5步,结束时回到R点所在的起始平面(见图4-18b)。后者常用于连续攻多个螺纹孔的场合。
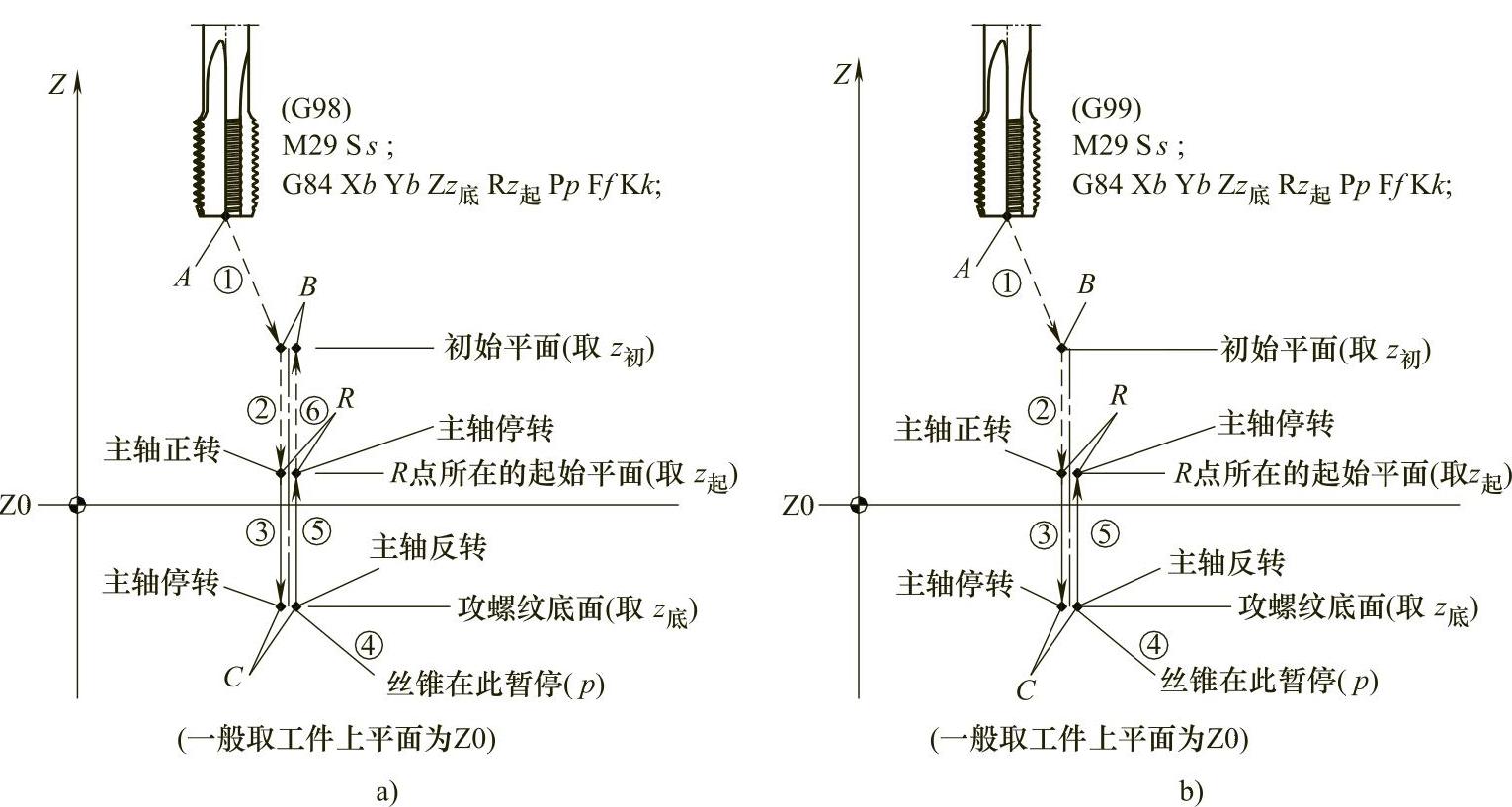
图4-18 执行发那科0i-MA系统的刚性攻螺纹指令G84动作示意
a)G98状态下 b)G99状态下
O406程序是用刚性攻螺纹指令G84编制的攻螺纹孔的程序。用每转进给(G95),所以N4段中的F字可直接指令为螺距值。
O406;
N1 G54 G90 G95 G98 G00 X0 Y0 Z_;
N2 G43 H_Za;
N3 Ss M29;
N4 G84 Xb Yb Zz底Rz起Pp F_Kk;
N5 G80;
N6 G49_G00 Z_;
N7 X0 Y0 M05;
N8 M30;
O407程序是用G84指令,用每分钟进给(G94)编制的攻螺纹孔的程序,N4段中F字的数据应为螺距与N3段中S值的乘积。
O407;
N1 G54 G90 G94 G98 G00 X0 Y0 Z_;
N2 G43 H_Za;
N3 Ss M29;
N4 G84 Xb Yb Zz底Rz起Pp Ff Kk;
N5 G80;
N6 G49 G00 Z_;
N7 X0 Y0 M05;
N8 M30;
(2)0i-MD系统的刚性攻螺纹指令G84.2 0i-MD系统中把刚性攻螺纹指令与柔性攻螺纹指令G84分开。G84.2的指令格式为:
G00 Xa Ya Za;

;
其中,X、Y是螺纹孔中心位置的坐标数据;Z是攻螺纹底面的Z坐标值;R是R点所在起始平面的Z坐标值;P是丝锥在攻螺纹底面的暂停时间(ms);F是丝锥的进给速度;L是攻螺纹的重复次数,攻一次时可省略;S是主轴转速。
执行此G84.2指令的动作分两种:在G98状态下分6步,结束时回到初始平面(见图4-19a);在G99状态下分5步,结束时回到R点所在的起始平面(见图4-19b)。后者常用于连续攻多个螺纹孔的场合。
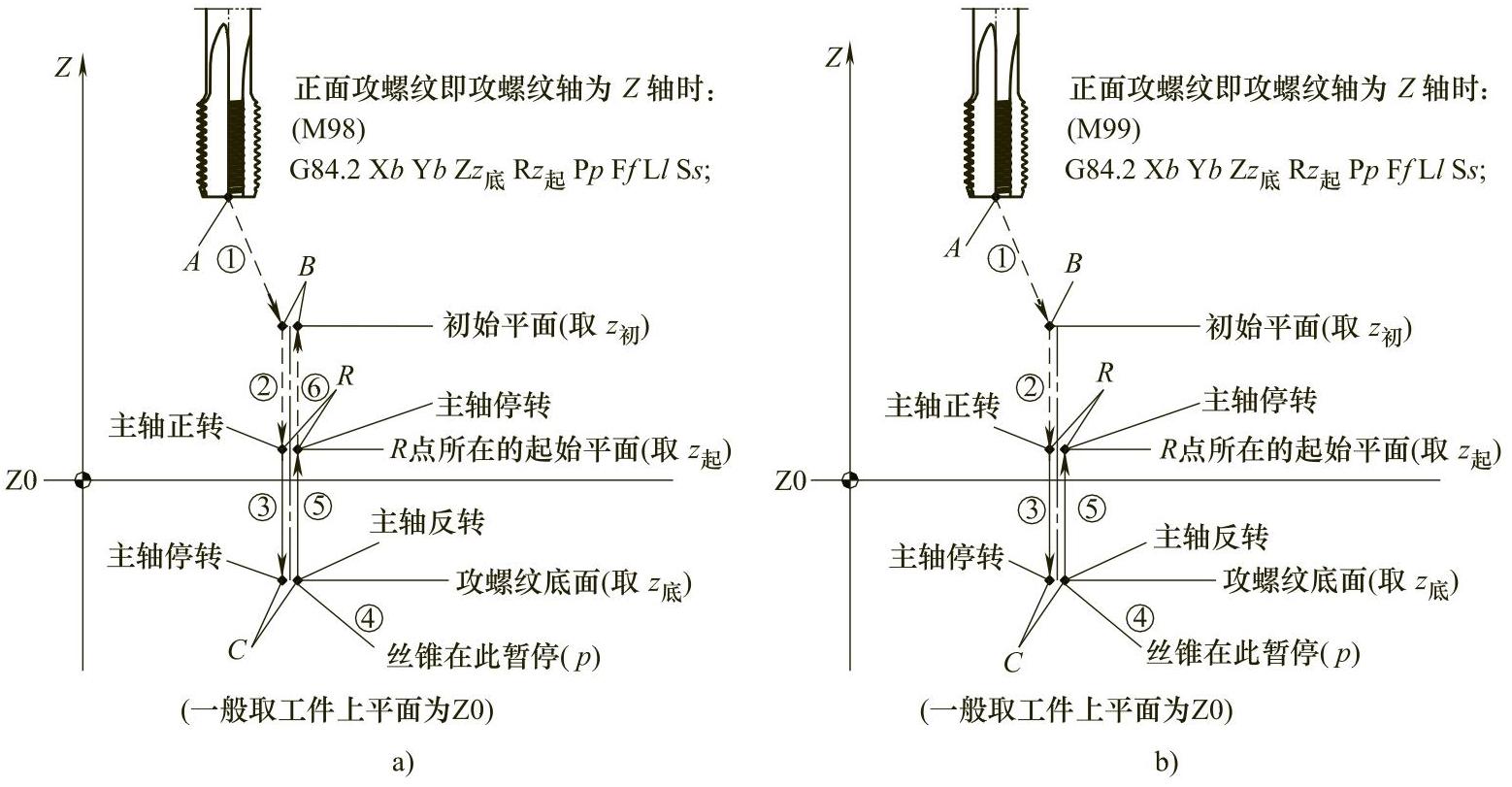
图4-19 发那科0i-MD系统的刚性攻螺纹指令G84.2动作示意
a)G98状态下 b)G99状态下
O408程序是用刚性攻螺纹指令G84.2编制的攻螺纹孔的程序。采用每转进给(G95),所以N4段中的F字可以直接指令为螺距值。
O408;
N1 G54 G90 G95 G98 G00 X0 Y0 Z_;
N2 G43 H Za;

;
N5 G80;
N6 G49 G00 Z_;
N7 X0 Y0 M05;
N8 M30;
O409程序是用G84.2指令,用每分钟进给(G94)编制的攻螺纹孔的程序,N4段中F字的数据应为螺距与主轴转速S的乘积。
O409;
N1 G54 G90 G94 G98 G00 X0 Y0 Z_;
N2G43HZa;

;
N5 G80;
N6 G49 G00 Z_;
N7 X0 X0 M05;
N8 M30;
2.西门子系统的刚性攻螺纹指令
西门子系统的刚性攻螺纹指令分为单动指令和循环指令。
(1)802D系统的刚性攻螺纹指令G331/G332 G331/G332是刚性攻螺纹的单动指令,使用时连续指令两段:G331段用于攻螺纹;G332段用于回退。在这两段前还要加一段使主轴处于位置控制状态的指令(SPOS=0)。它的指令格式是在XY平面定位到指定位置后指令如下4段:
Z_;下降到攻螺纹起始位(https://www.xing528.com)
SPOS=0;主轴进入位置控制状态
G331 Z_K_S_;攻螺纹;
G332 Z_K_;回退,此时主轴转向会自动颠倒
其中的K代表螺距:K为正值时攻右旋螺纹;K为负值时攻左旋螺纹。G331段和G332段中K值的正、负号必须一致。
图4-20所示为用G331/G332指令攻M16螺纹,右旋螺纹。编制的程序PP410.MPF
如下:
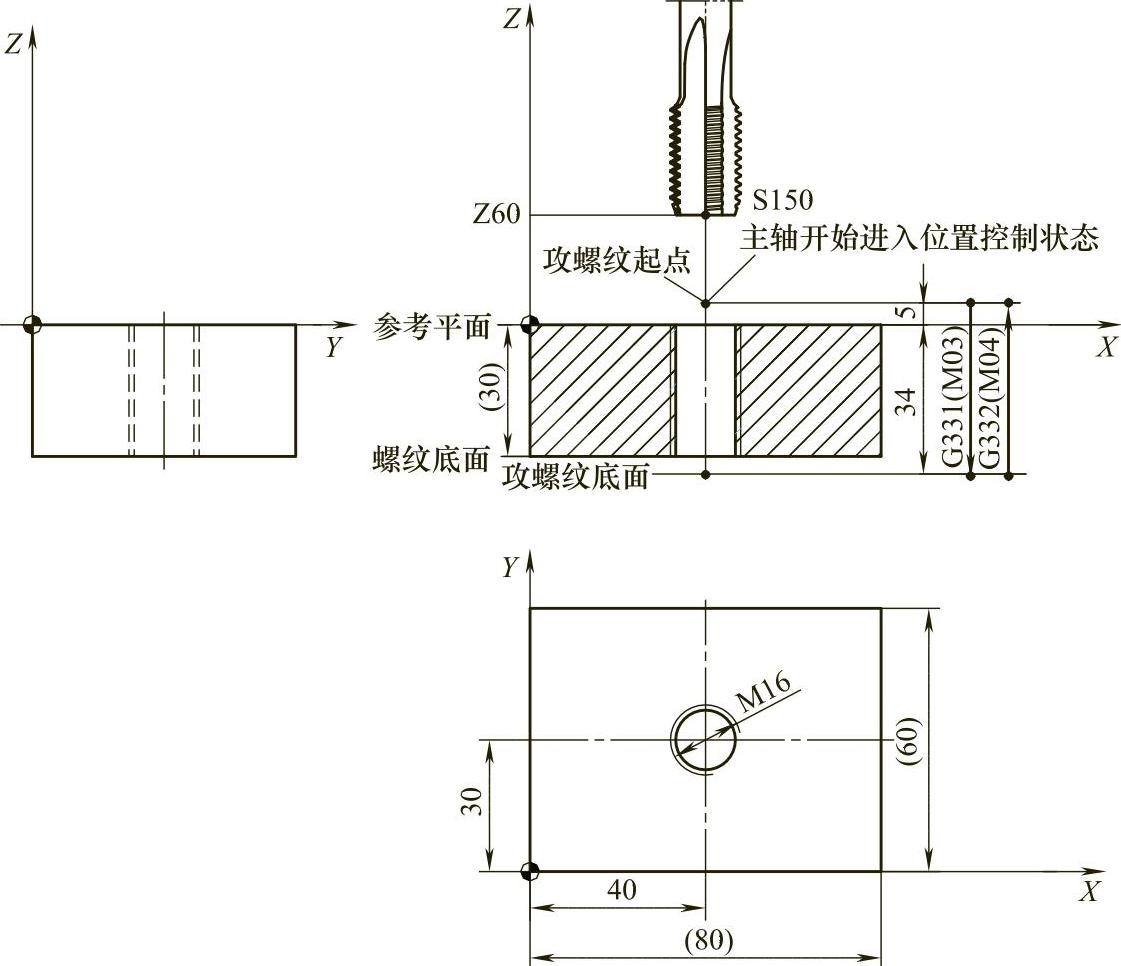
图4-20 用802D系统的刚性攻螺纹指令G331/G332攻M16
PP410.MPF
N01 G54 G90 G00 X0 Y0 Z100
N02 T1D1
N03 G17 X40 Y30 Z60
N04 Z5
N05 SPOS=0
N06 G331 Z-34 K2 S150
N07 G332 Z5 K2
N08 G00 Z100
N09 X0 Y0 M05
N10 M02
在此程序中:
N03段是定位到XY平面内的螺纹孔中心位置。
N04段是下降到攻螺纹起始位置。
N05段是使主轴开始处于位置控制状态。
N06段是攻螺纹到攻螺纹底面,此时主轴正转,每转进给2mm。注意攻螺纹底面应比螺纹底面低几毫米.
N07段是回退,此时主轴(自动)反转,每转进给2mm。
(2)802D系统的刚性攻螺纹循环指令 西门子802D系统刚性攻螺纹循环指令是CY-CLE84,它的指令格式为:
CYCLE84(RTP,RFP,SDIS,DP,DPR,DTB,SDAC,MPIT,PIT,POSS,SST,SST1)
该循环指令的12个参数的含义分别为:
RTP:返回平面的Z坐标值。
RFP:参考平面即螺纹顶面的Z坐标值。
SDIS:安全平面与参考平面间的距离,即安全间隙,恒为正值。
DP:螺纹底面的Z坐标值。
DPR:攻螺纹底面与参考平面间的距离,恒为正值。
DTB:在攻螺纹底面的停顿时间(s)。
SDAC:循环结束后的旋转方向。M03用3,M04用4,M05用5。
MPIT:用螺纹尺寸间接指令粗牙螺纹的螺距。M03用3,M48用48,指令范围为3~48。攻右旋螺纹时数据前加正号(可省略),攻左旋螺纹时数据前加负号。
POSS:在攻螺纹开始时定位主轴的角度位置(°)。
SST:攻螺纹速度。
SST1:退回速度。
以上部分参数的含义如图4-21所示。丝锥(主轴)在攻螺纹底面停顿后转向自动颠倒。
第四个参数DP和第五个参数DPR只需指令一个,另一个空着。攻螺纹底面应在螺纹底面之下若干毫米,因为丝锥头部有一段锥面。
图4-22所示为用802D系统的CYCLE84指令攻M16螺纹孔,螺距是2mm。
选择参考平面为螺纹顶面,攻螺纹程序PP411.MPF如下:PP411.MPF
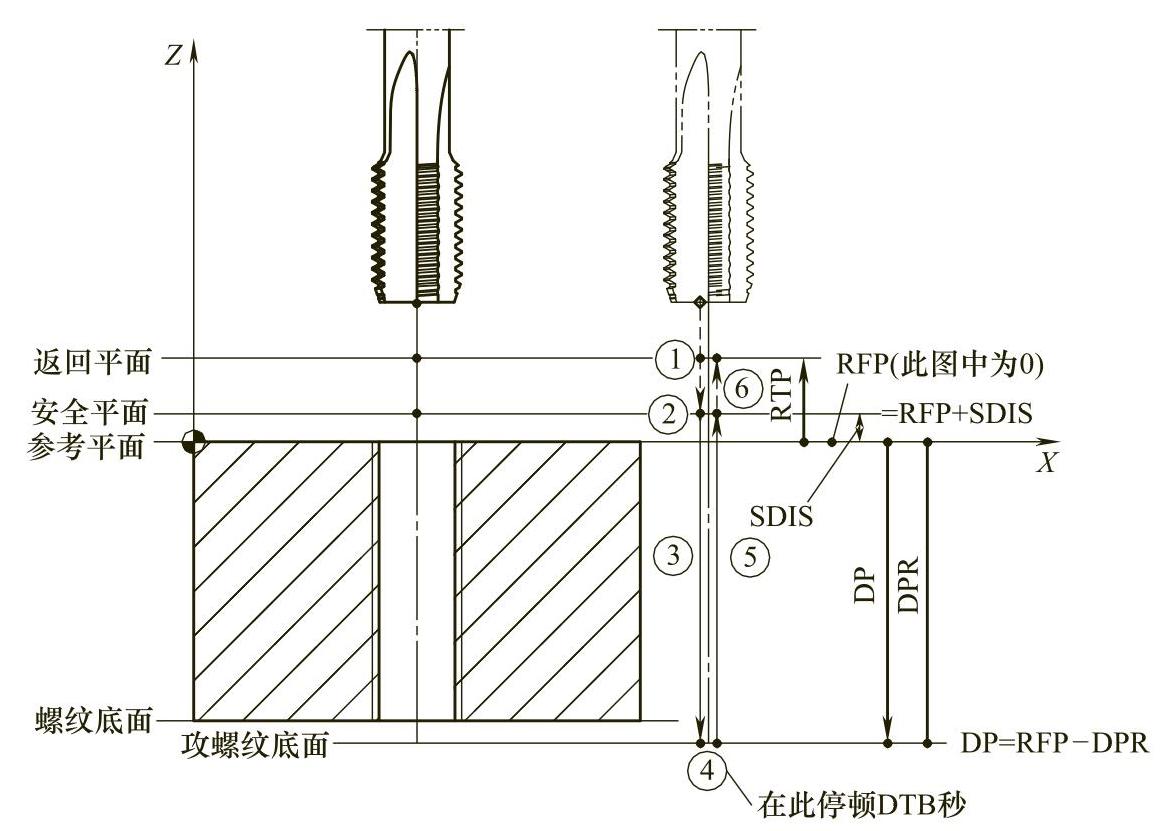
图4-21 西门子802D系统的刚性攻螺纹循环指令CYCLE84动作示意
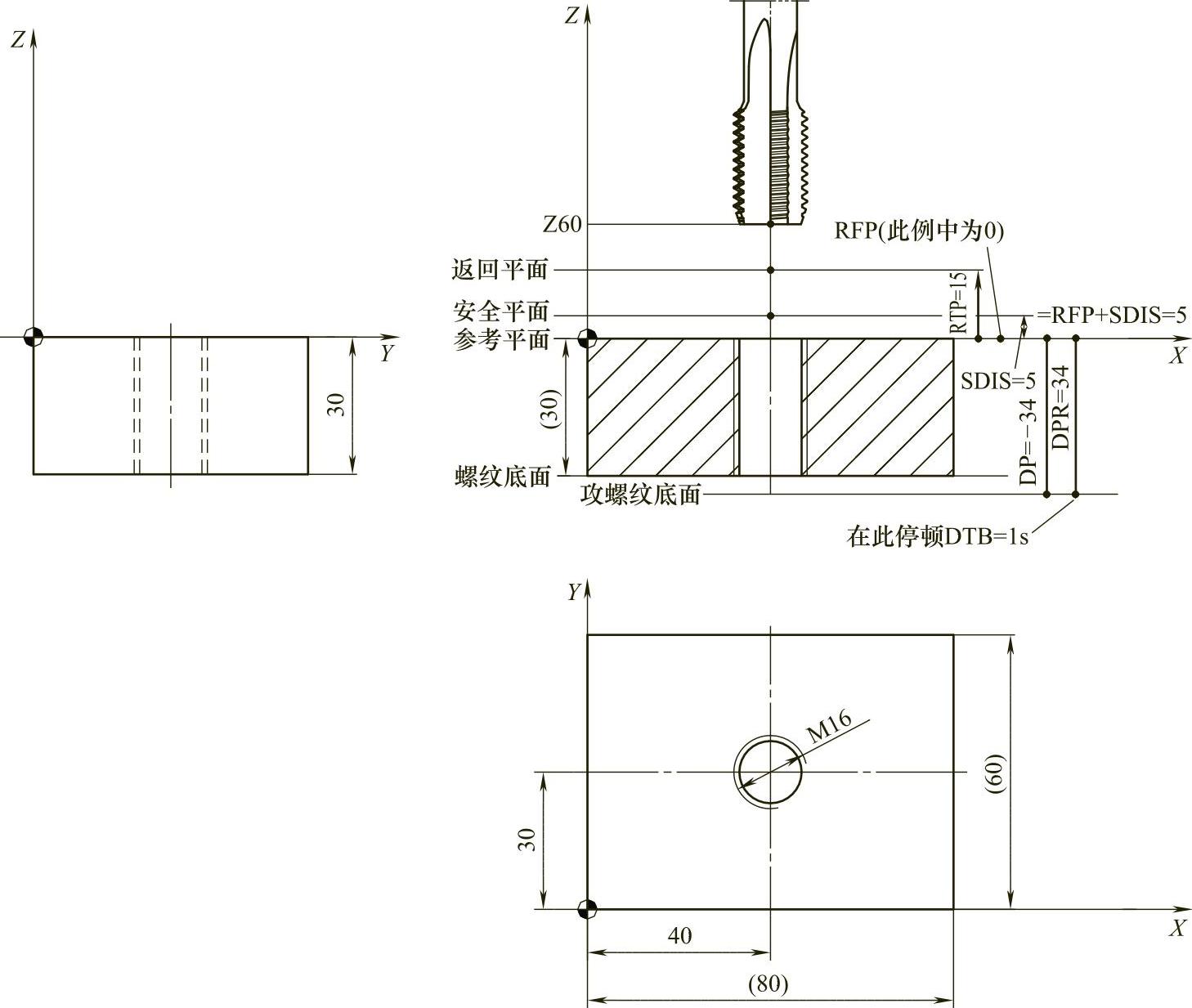
图4-22 用西门子802D系统的刚性攻螺纹循环指令CYCLE84攻M16
N01 G54 G17 G90 T1 D1
N02 G00 X0 Y0 Z100
N03 X40 Y30 Z60
N04 CYCLE84(15,0,5,,34,1,5,16,,90,300,500);用螺纹大径间接指令螺距
N05 G00 X0 Y0 Z100
N06 M02返回平面在参考平面之上15mm,安全平面在参考平面之上5mm,攻螺纹底面在参考平面之下34mm(即螺纹底面之下4mm);攻螺纹时在底部停顿1s;循环结束后主轴停转;螺距是M16粗牙螺纹的标准螺距;攻螺纹开始时主轴定位在90°位置;攻螺纹速度是300r/min,攻右旋螺纹;回退速度是500r/min。
PP412.MPF是与PP411.MPF等效的另一个程序。此程序中的螺距2mm用尺寸直接指令。此外,此程序中攻螺纹底面位置改用第四个参数指令(PP411程序中是用第五个参数指令的)。
PP412.MPF
N01 G54 G17 G90 T1 D1
N02 G00 X0 Y0 Z100
N03 X40 Y30 Z60
N04 CYCLE84(15,0,5,-34,,1,5,,2,90,300,500);用尺寸指令螺距
N05 G00 X0 Y0 Z100
N06 M02
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。