



【摘要】:首头车削完成后,沿着4个卡爪中某一个的对称中心线在工件的全长上划一条线,然后调头。调头后不重新对刀,即先沿用车削首头时的刀补值。为了使绳槽的接刀处光滑,在第一条线的粗、精车过程中还要对X向刀补值、Z向刀补值和Q/SF值至少做三次微调。在第一条线车完接好后,将程序中的Q值加或减180000,或者将SF值加或减180,用它来车第二条线。图3-65 绳槽的调头粗车和精车照片
首头车削完成后,沿着4个卡爪中某一个的对称中心线在工件的全长上划一条线,然后调头。为了避免卡爪夹坏已加工好的螺纹,在工件与卡爪间用圆柱棍做过渡。必须进行横向找正。除非工件两端面的平行度非常好,否则还要先做轴向找正(下端一侧垫垫片),以保证两端绳槽的同轴度。
调头后不重新对刀,即先沿用车削首头时的刀补值。
调头后粗、精车第一条线时仍用首头粗、精车第一条线的程序,粗、精车第二条线仍用粗、精车首头第二条线的程序,只是Q/SF值必须用空运行试切法做修正(可把车首头时用的Q值或SF值作为空运行试切的初始值)。
为了使绳槽的接刀处光滑,在第一条线的粗、精车过程中还要对X向刀补值、Z向刀补值和Q/SF值至少做三次微调。
在第一条线的粗、精车之间增加一次半精车。半精车给精车的留量可用修改#3/R3的值来实现。此例中如果精车在半径方向留0.15mm,那么可将#3/R3改赋值17.85。
对X向刀补值、Z向刀补值和Q/SF值,可在粗车第一条线的第一大层后微调一次,在粗车该线的第二大层后再微调一次,在半精车该线后做第三次微调。在初次车这类绳槽时,微调的次数也许要多于三次。(https://www.xing528.com)
在第一条线车完接好后,将程序中的Q值加或减180000,或者将SF值加或减180,用它来车第二条线。车第二条线时不用增加半精车,也不用对刀补值和Q/SF值做微调。
图3-65所示为绳槽的调头粗车和精车照片。在此图中也可看到用于装夹的过渡圆柱棍。
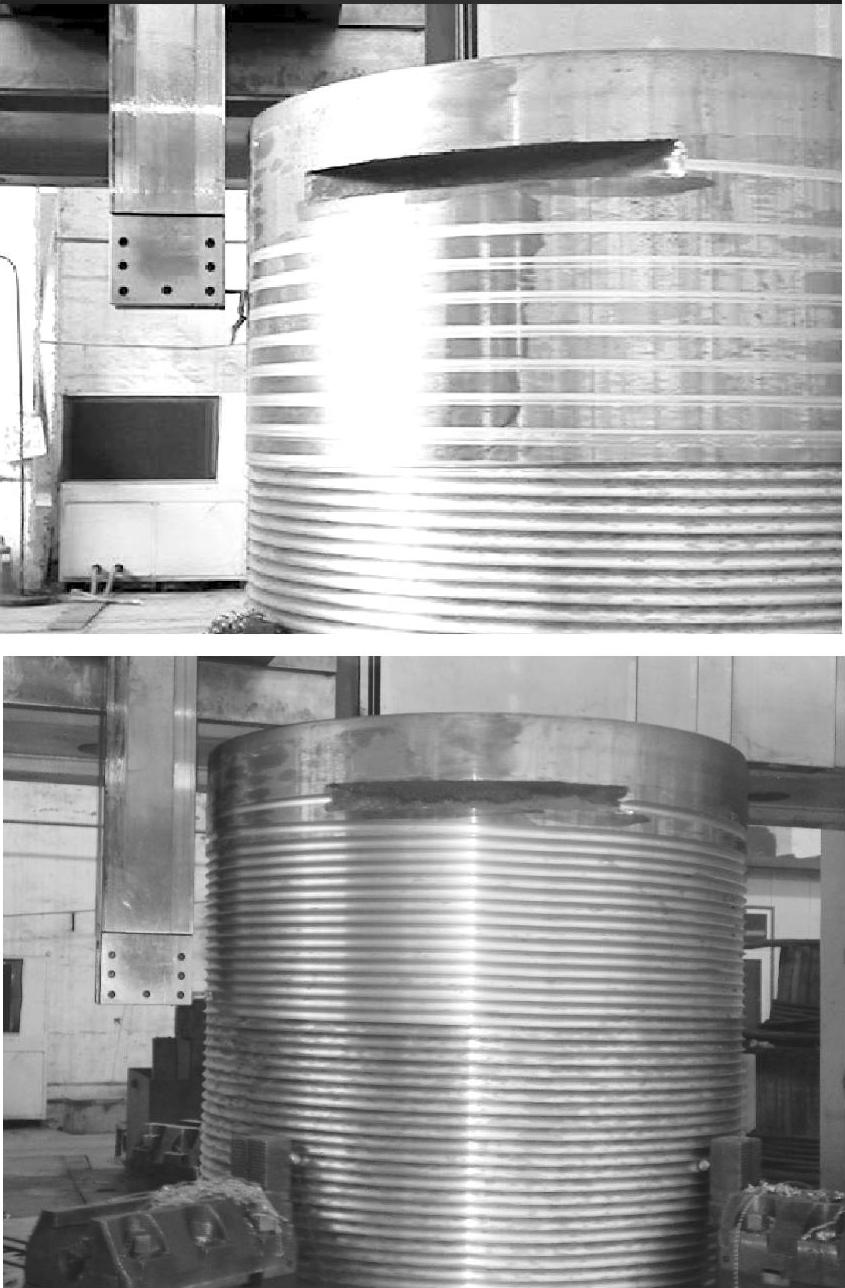
图3-65 绳槽的调头粗车和精车照片
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。