



粗车此绳槽可用机夹式平头切槽刀或焊接式平头切槽刀,也可用机夹式圆头车刀或焊接式圆头车刀。这里采用焊接式硬质合金平头切槽刀。
分层多刀粗车钢丝绳卷筒绳槽的尺寸如图3-58所示。这里用刃宽为9mm的切槽刀,分三大层粗车。精车余量最薄处留0.5mm,作图得粗车总深为12.698mm。第一大层取5mm厚,得此层宽为29.757mm;第二大层取4.2mm厚,得此层宽为22.48mm。第三大层同切削刃宽。第一大层除第一列外分3列,第二大层除第一列外分2列。小层厚即第一刀单向切削深度取0.25mm。每列的首(空切)刀在大层上面的一小层厚度处。转速取10r/min,以工件外(上)端面为Z向原点。
粗车钢丝绳卷筒绳槽必须在平底月牙槽内起刀(精车也一样),所以应使用空走一段端面螺纹的方法来横向入(下)刀。确定一个空切端面螺纹的起始位如图3-59所示。切某一刀时,端面螺纹与轴向绳槽(螺纹)的交点A(转折点)就是车轴向槽的起刀点(见图3-58)。
空切端面螺纹的单向长度取20mm。此端面螺纹的螺距应取得尽可能大些,这里取50mm。在装夹好工件和确定这两个数据后,切削时A点将落在圆周上的一个具体位置(角度)。该位置是随机的,所以一般不会正好对准平底月牙槽。使A点正好落在圆周上并且对准月牙槽的方法有3种。第1种方法是固定端面螺纹的螺距,增加其单向长度,并通过空运行试切来确定加长值(此处的值应为20~70);第2种方法是固定端面螺纹的长度,增大其螺距,增大值也通过空运行试切来确定;第3种方法是端面螺纹的长度和螺距都不变,只改变起点处的瞬时(编码器的)位移角。具体方法是在程序段中加入Q字(发那科数控系统)或SF字(西门子数控系统),先将位移角设为0°,再通过空运行试切来确定它的具体值。分析利弊,作者推荐用第3种方法。
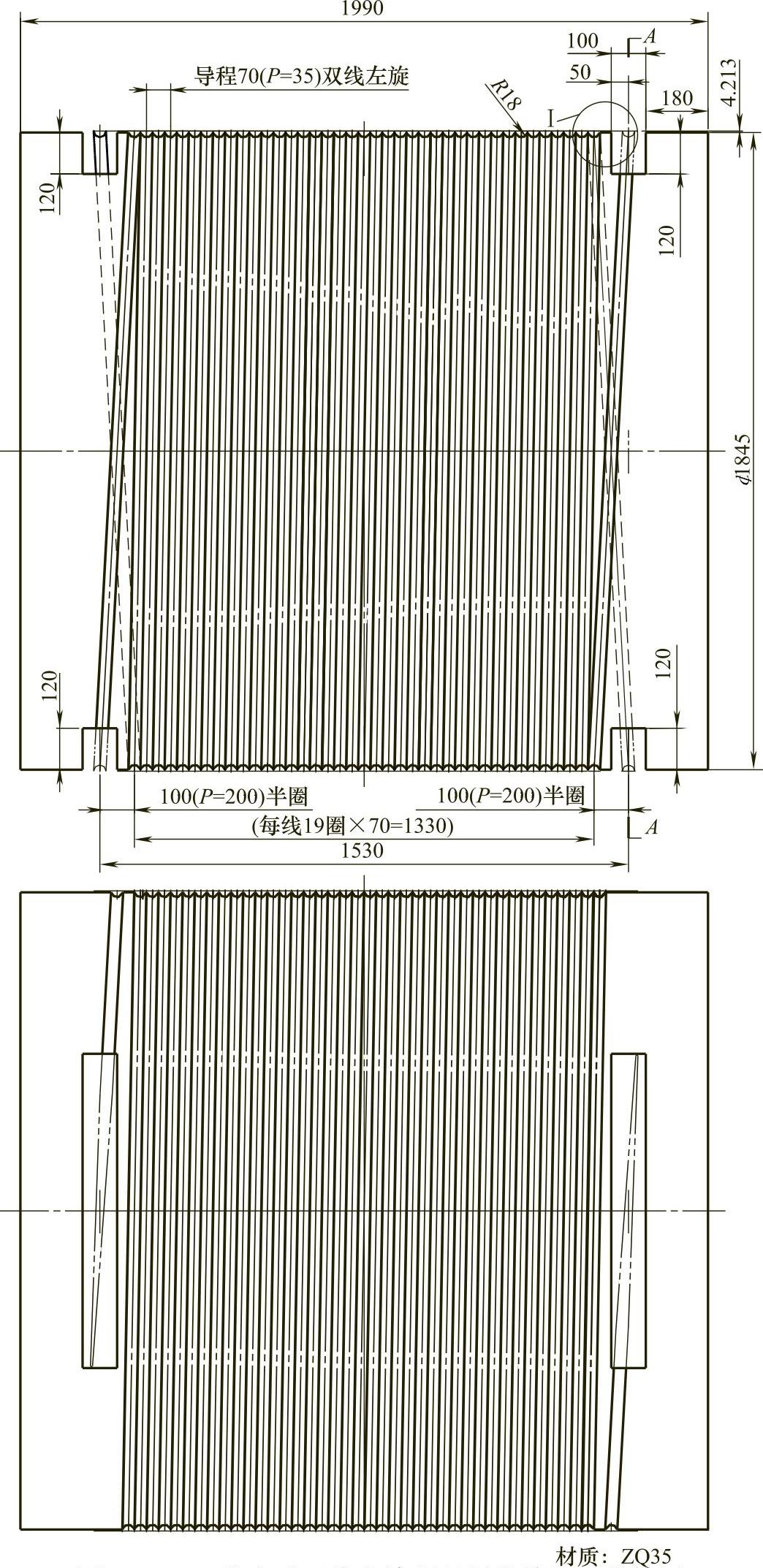
图3-57 一种大型双线左旋钢丝绳卷筒的绳槽简图 注:图中放大部分的图形在图3-58中。
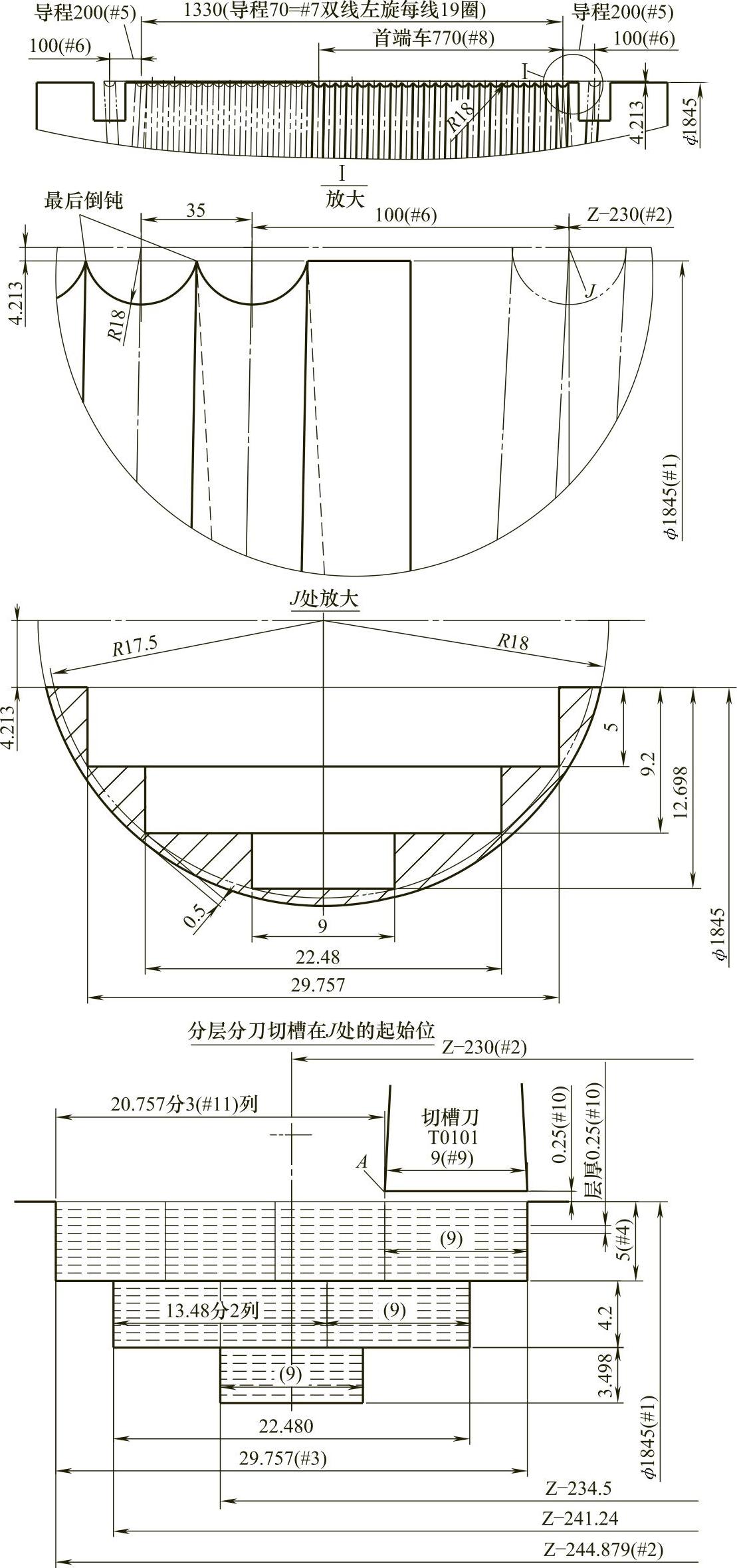
图3-58 分层多刀粗车钢丝绳卷筒绳槽的尺寸
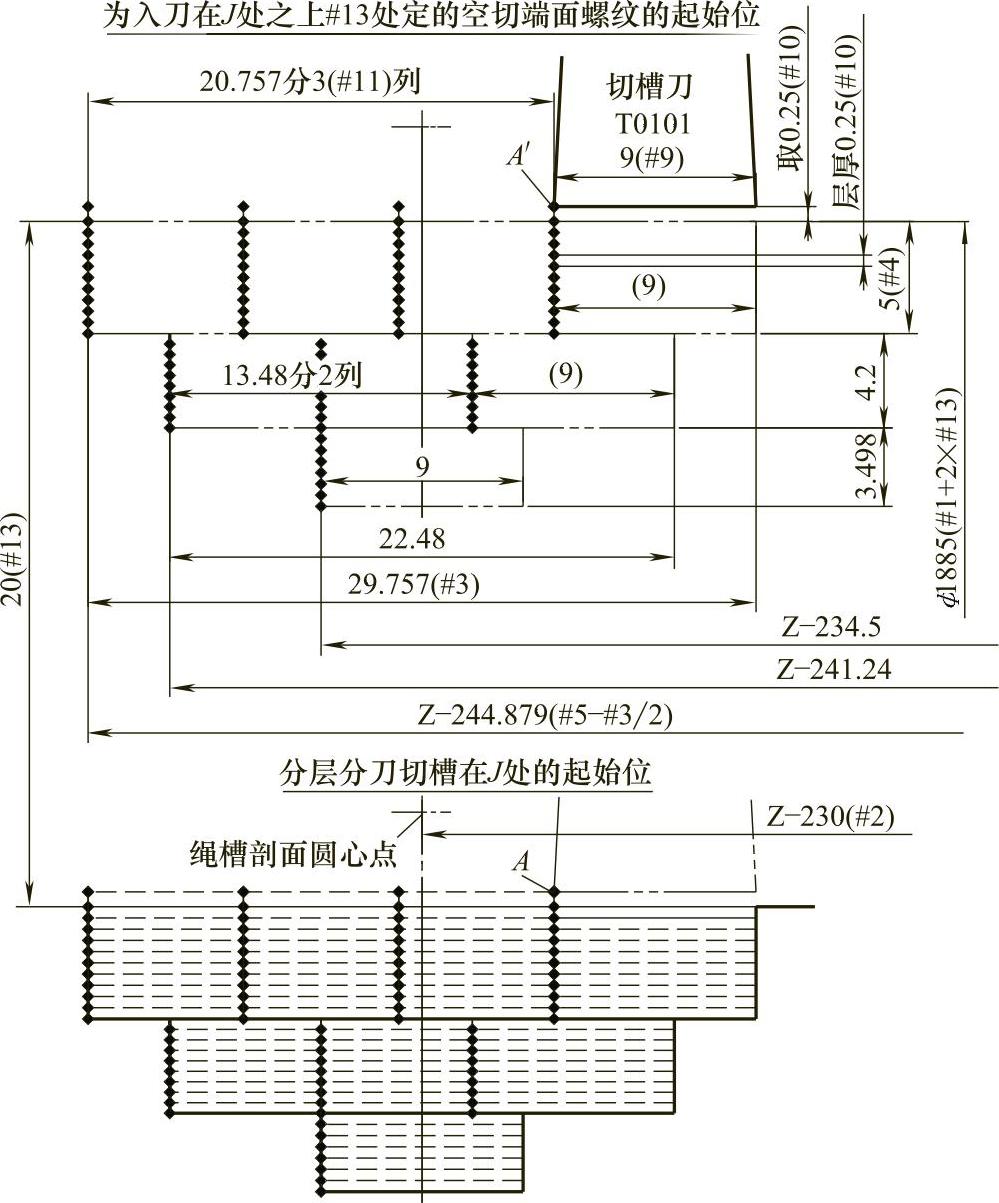
图3-59 确定一个空切端面螺纹的起始位
粗车此槽应使用宏程序。如果只要求该宏程序适用于车本例中卷筒的绳槽,那么其内用两三个变量就可以。为了提高通用性,作者开发了一个含有17个变量的用平头切槽刀粗车这类绳槽一大层的通用宏程序。下面是对通用宏程序中的变量按本例图样和加工方案赋具体值的粗车宏程序。O351程序适用于发那科数控系统,PP351.MPF程序适用于西门子系统。注意:由于开发的通用宏程序只用于车一大层,所以O351程序和PP351.MPF程序同样也只用于车削本例的第一大层。
O351;
N01 #1=1845; (#1代表本槽的外径)
N02 #2=-230; (#2代表槽头对称中心的Z坐标值)
N03 #3=29.757; (#3代表本槽的宽度)
N04 #4=5; (#4代表本槽的深度)
N05 #5=200; (#5代表头部绳槽的导程)
N06 #6=100; (#6代表头部绳槽的长度)
N07 #7=70; (#7代表中段绳槽的导程)
N08 #8=770; (#8代表中段绳槽的长度)
N09 #9=9; (#9代表平头切槽刀的刃宽)
N10 #10=0.25; (#10代表单向层厚)
N11 #11=3; (#11代表除首列外的分列数)
N12 #19=10; (#19代表主轴转速S)
N13 #12=4; (#12代表主轴转向:正转为3,反转为4)
N14 #20=1; (#20代表刀具号及刀补号)
N15 #13=20; (#13代表空切端面螺纹的长度)
N16 #14=50; (#14代表空切端面螺纹的导程)
N17 #15=; (#15代表空切端面螺纹起点的位移角,其值要通过试切来确定)
N18 G54 S#19 M#12;
N19 T[#20∗101];
N20 #16=#1+#10∗2+#13∗2; (#16代表本列各刀起点的X坐标值,此处赋初始值)
N21 #17=#2+#3/2-#9; (#17代表本列各刀起点的Z坐标值,此处赋初始值)
N22 G00 X#16 Z#17; (快速到达本刀的起点)
N23 G32 U-[2∗#13] F#14 Q#15; (垂直空切端面螺纹)
N24 W-#6F#5; (水平切头部绳槽)
N25 W-#8F#7; (水平切中段绳槽)
N26 #16=#16-2∗#10; (计算下一刀起点的X坐标值)
N27 G00 X#16; (抬刀到下一刀起点高度)
N28 Z#17; (快速平移到下一刀的起点)
N29 IF[#16GT[#1+#13∗2-#4∗2]]GOTO23; (如果未到本列槽底就继续车)
N30 #16=#1+#13∗2-#4∗2; (计算槽底即本列最后一刀的X坐标值)
N31 G00 X#16; (快速到达最后一刀的起点)
N32 G32 U-[2∗#13] F#14 Q#15; (垂直空切端面螺纹)
N33 W-#6F#5; (水平切头部绳槽)
N34 W-#8F#7; (水平切中段绳槽)
N35 G00 X#16; (抬刀到最后一刀起点高度)
N36 #16=#1+#10∗2+#13∗2; (#16代表下一列各刀起点的X坐标值,此处赋初始值)
N37 IF[#3EQ#9]GOTO40; (如果槽宽等于切削刃宽就转下去结束程序)
N38 #17=#17-[#3-#9]/#11; (计算下一列各刀起点的Z坐标值)
N39 IF[#17GE[#2-#3/2]]GOTO22; (如果下一列未超过左边界就转上去车下—列)
N40 G00 X[#1+200]Z100M05;
N41 M30;(https://www.xing528.com)
PP351.MPF
N01 R1=1845; R1代表本槽的外径
N02 R2=-230; R2代表槽头对称中心的Z坐标值
N03 R3=29.757; R3代表本槽的宽度
N04 R4=5; R4代表本槽的深度
N05 R5=200; R5代表头部绳槽的导程
N06 R6=100; R6代表头部绳槽的长度
N07 R7=70; R7代表中段绳槽的导程
N08 R8=770; R8代表中段绳槽的长度
N09 R9=9; R9代表平头切槽刀的刃宽
N10 R10=0.25; R10代表单向层厚
N11 R11=3; R11代表除首列外的分列数
N12 R19=10; R19代表主轴转速S
N13 R12=4; R12代表主轴转向:正转为3,反转为4
N14 R20=1; R20代表刀具号及刀补号
N15 R13=20; R13代表空切端面螺纹的长度
N16 R14=50; R14代表空切端面螺纹的导程
N17 R15=; R15代表空切端面螺纹起点的位移角,其值要通过试切来确定
N18 G54 G90 S=R19 M=R12
N19 T=R20 D=R20
N20 R16=R1+R10∗2+R13∗2; R16代表本列各刀起点的X坐标值,此处赋初始值
N21 R17=R2+R3/2-R9; R17代表本列各刀起点的Z坐标值,此赋初始值
N22 MA1:G90 G00 X=R16 Z=R17; 快速到达本刀的起点
N23 MA2:G91 G33 X=-2∗R13K=R14 SF=R15; 垂直空切端面螺纹
N24 Z=-R6K=R5; 水平切头部绳槽
N25 Z=-R8K=R7; 水平切中段绳槽
N26 R16=R16-2∗R10; 计算下一刀起点的X坐标值
N27 G90 G00 X=R16; 抬刀到下一刀起点高度
N28 Z=R17;快速平移到下一刀的起点
N29 IF R16>(R1+R13∗2-R4∗2) GOTOBMA2;如果未到本列槽底就继续
N30 R16=R1+R13∗2-R4∗2; 计算槽底即本列最后一刀的X坐标值
N31 G00 X=R16; 快速到达最后一刀的起点
N32 G91 G33 X=-2∗R13 K=R14 SF=R15; 垂直空切端面螺纹
N33 Z=-R6K=R5; 水平切头部绳槽
N34 Z=-R8K=R7; 水平切中段绳槽
N35 G90 G00 X=R16; 抬刀到最后一刀起点高度
N36 R16=R1+R10∗2+R13∗2; R16代表下一列各刀起点的X坐标值,此处赋初始值
N37 IF R3=R9 GOTOF MA3; 如果槽宽等于切削刃宽就转下去结束程序
N38 R17=R17-(R3-R9)/R11; 计算下一列各刀起点的Z坐标值
N39 IF R17>=(R2-R3/2)GOTOBMA1; 如果下一列未超过左边界就转上去车下一列
N40 MA3:G00 X=R1+200 Z100 M05
N41 M02
对两个宏程序中的变量#15和R15,先赋值0,再通过空运行试切后确定具体值。
这两个宏程序中用IF语句指令循环加工,且循环有嵌套。N23~N29段是内循环,它“负责”车一列,车到接近本大层底部。N30~N35段“负责”沿本大层的底部切本列的最后一刀。N22~N39段是外循环,它“负责”把各列都加工完,其中的N37段是专为本大层的宽度正好等于刀刃宽(即只用车一列)而编入的。
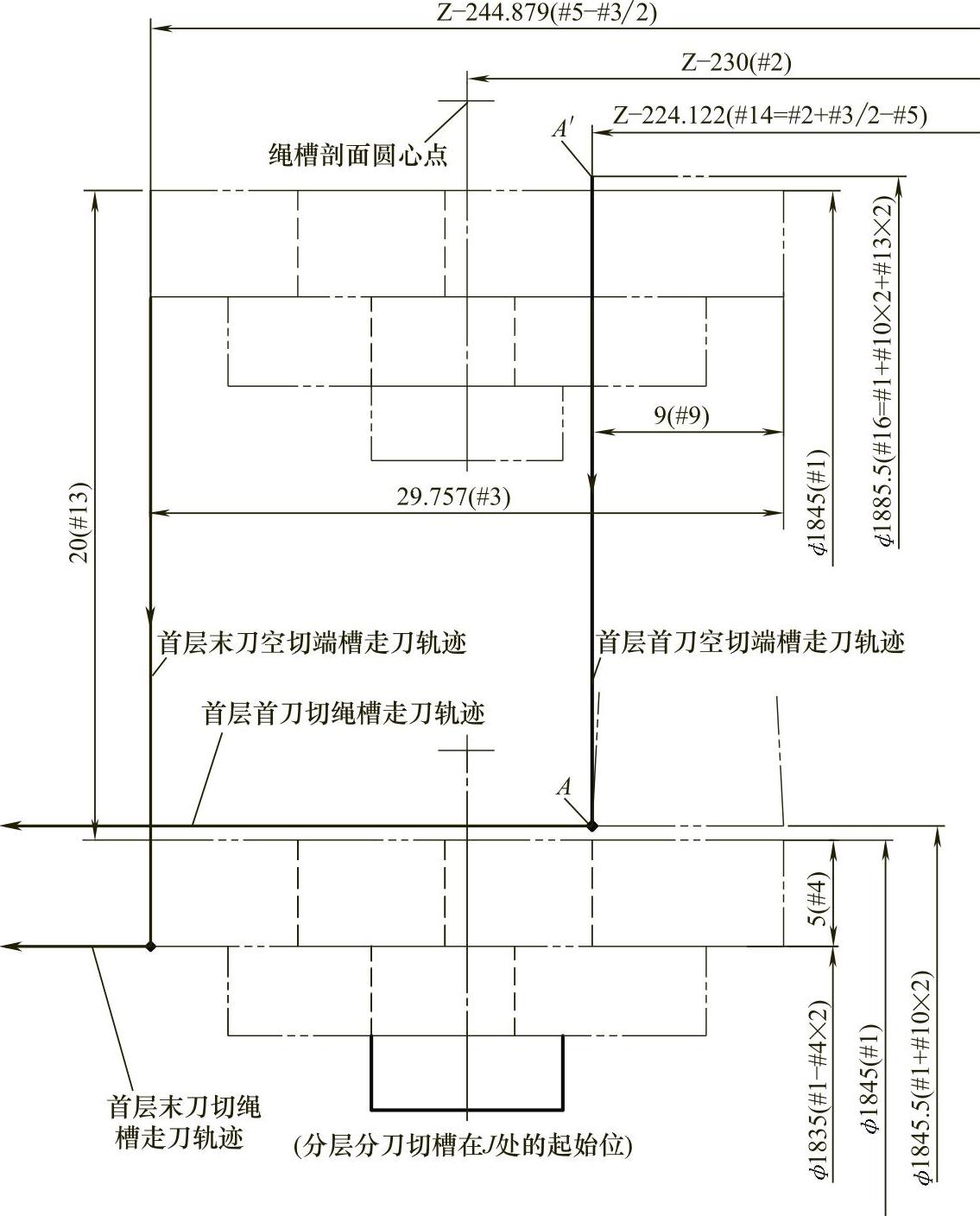
图3-60 粗切绳槽首层首列首刀和首层末列末刀的走刀轨迹
用O351程序和P351.MPF程序可切完第一大层。图3-60所示为粗切绳槽首层首列首刀和首层末列末刀的走刀轨迹。只要将其中的#1/R1改赋值1835,#3/R3改赋值24.48,#4/R4改赋值4.2,#11/R11改赋值2,就可切削第二大层。然后再将#1/R1改赋值1826.6,#3/R3改赋值9,#4/R4改赋值3.498,#11/R11改赋值0,就可切削第三大层。图3-61所示为粗车此绳槽第一线的照片。
粗车第二线还用O351程序和PP351.MPF程序,不过要将车第一线的Q值加(Q值小于180000时)或减(Q值大于或等于180000时)180000,将SF值加(SF值小于180时)或减(SF值大于或等于180时)180。

图3-61 粗车此绳槽第一线的照片
既可以用改变相应变量值的方法来改变本例加工用的切削参数(例如对#10/R10变量改赋值0.2后每刀切削深度就变成0.2mm),也可以用改变相应变量值的方法来进行其他类似绳槽的粗车。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。