



当需要赋值的变量增加到10个时,宏程序的通用性就比较好了。图3-52所示为编制半圆形螺旋槽车削通用宏程序用图。该程序适用于发那科系统。
O347是适用于发那科系统的使用10个需赋值变量的通用性较好的宏程序。
O347;
N01 #1=100; (#1代表螺纹外径)
N02 #2=118; (#2代表含δ2在内的螺纹长度)
N03 #3=25; (#3代表螺距)
N04 #4=10; (#4代表圆弧槽的半径)
N05 #5=3; (#5代表刀头半径)
N06 #6=50; (#6代表升速段δ1的长度)
N07 #7=25; (#7代表精车分刀数)
N08 #8=0; (#8代表刀尖圆心点所在的角度α,此处赋初始值)
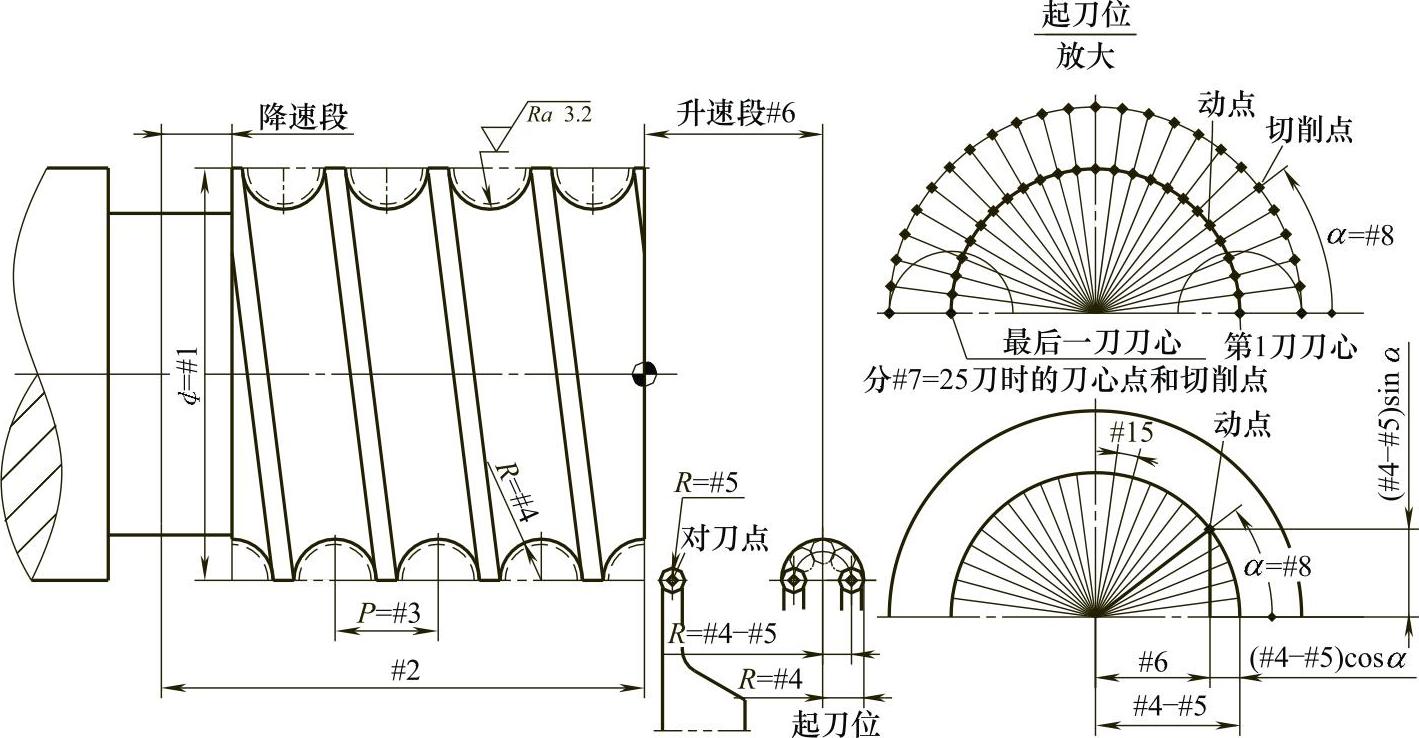
图3-52 精车半圆形螺旋槽的编程用图2
N09 #19=160; (#19代表主轴转速)
N10 #20=1; (#20代表刀号及刀补号)
N11 #15=180/[#7-1]; (#15代表相邻两刀间的角度间隔Δα)
N12 G54 S#19 M03; (设定坐标系,指定主轴转速,指定主轴正转)
N13 T[#20∗101]; (指令刀位号和刀补号)
N14 G00 X142 Z100; (到达总出发点)
N15 G00 X140; (X向到达车螺纹每刀出发点)
N16 Z[#6+[#4-#5]∗COS[#8]]; (动点的Z坐标值)
N17 X[#1-2∗[#4-#5]∗SIN[#8]]; (动点的X坐标值)
N18 G32 Z-#2 F#3; (车一刀)
N19 #8=#8+#15; (计算下一刀的α值)
N20 IF[#8LE180] GOTO15; (如果α未超过180°就继续车)
N21 G00 X142; (X向回到总退回点)
N22 Z100 M05; (Z向回到总退回点)
N23 M30;
图3-53所示为编制半圆形螺旋槽车削通用宏程序用图。该程序适用于西门子系统。
PP347.MPF是适用于西门子系统的使用10个需要赋值R参数的通用性较好的宏程序。
PP347.MPF
N01 R1=100; R1代表螺纹外径
N02 R2=118; R2代表含在δ2内的螺纹长度
N03 R3=25; R3代表螺距
N04 R4=10; R4代表圆弧槽的半径
N05 R5=3; R5代表刀头半径
N06 R6=50; R6代表升速段δ1的长度
N07 R7=25; R7代表精车分刀数
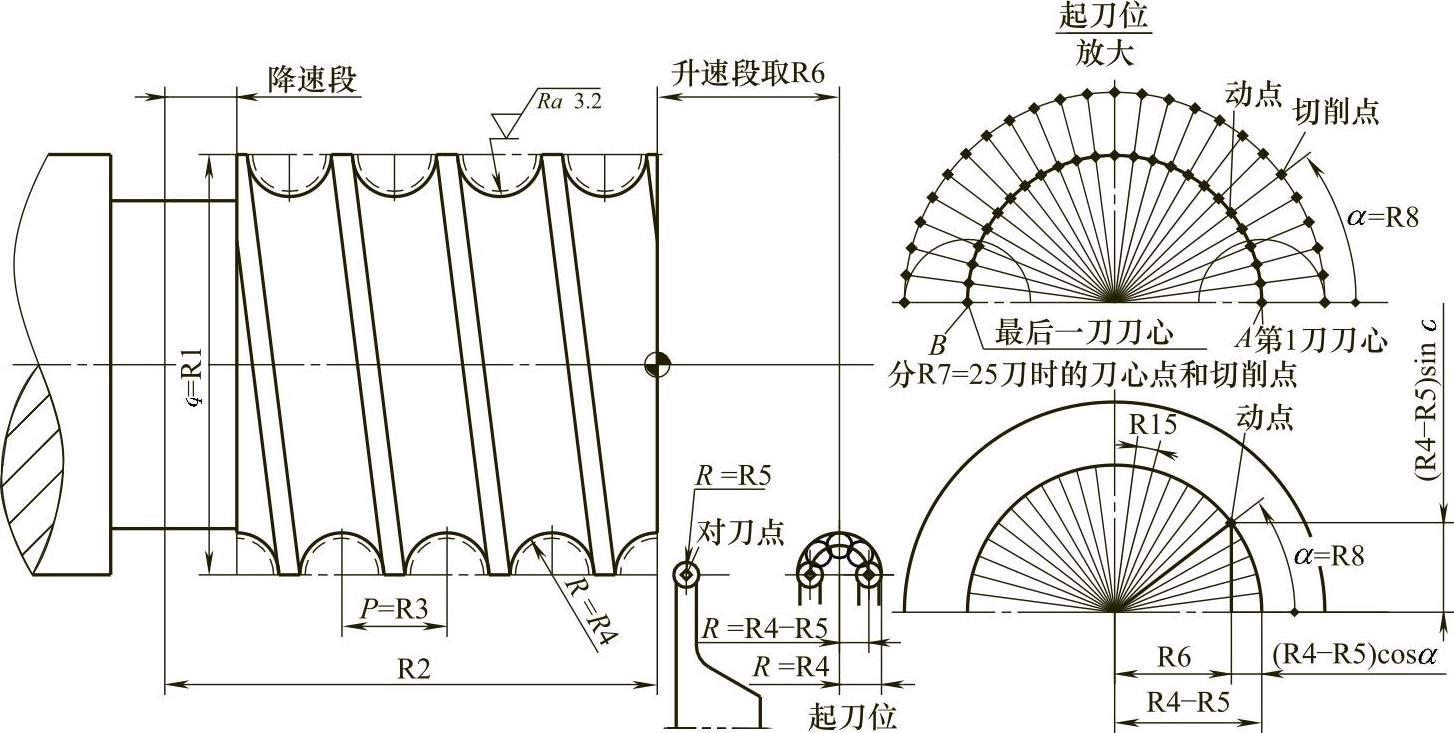
图3-53 编制半圆形螺旋槽车削通用宏程序用图2
N08 R8=0; R8代表刀尖圆心点所在的角度α,此处赋初始值
N09 R19=160; R19代表主轴转速
N10 R20=1; R20代表刀号及刀补号
N11 R15=180/(R7-1); R15代表相邻两刀间的角度间隔Δα
N12 G54 S=R19 M03; 设定坐标系,指定主轴转速,指定主轴正转
N13 T=R20 D=R20; 指令刀位号和刀补号
N14 G00 X142 Z100; 到达总出发点
N15 MA1:G00 X140; X向到达车螺纹每刀出发点
N16 Z=R6+(R4-R5)∗COS(R8); 动点的Z坐标值
N17 X=R1-2∗(R4-#5)∗SIN(R8); 动点的X坐标值
N18 G33 Z=-R2K=R3; 车一刀
N19 R8=R8+R15; 计算下一刀的α值
N20 IF R8<=180GOTOBMA1; 如果α未超过180°就继续车
N21 G00 X142; X向回到总退回点
N22 Z100 M05; Z向回到总退回点
N23 M02
变量数还可以增加。当增加到15个需要赋值的变量时,所编程序中就没有具体的数据了。这才是真正的通用宏程序。
O348是适用于发那科系统的车半圆弧形剖面螺旋槽的通用宏程序。
O348;
N01 #1=a; (#1代表螺纹外径)
N02 #2=b; (#2代表含在δ2内的螺纹长度)
N03 #3=c; (#3代表螺距)
N04 #4=i; (#4代表圆弧槽的半径)
N05 #5=j; (#5代表刀头半径)
N06 #6=k; (#6代表升速段δ1的长度)
N07 #7=d; (#7代表精车分刀数)
N08 #8=m; (#8代表刀尖圆心点所在的角度α,此处赋初始值)
N09 #9=f; (#9代表最后一刀起点圆心所在的角度)
N10 #10=w; (#10代表主轴正反转的M代码,右旋螺纹用3,左旋螺纹用4)
N11 #11=h; (#11代表出发点兼退回点的X坐标值)
N12 #12=g; (#12代表总出发点兼退回点的Z坐标值)
N13 #13=p; (#13代表车螺纹每刀出发点兼退回点的X坐标值)
N14 #19=s; (#19代表主轴转速)
N15 #20=t; (#20代表刀号及刀补号)
N16 #15=[#9-#8]/[#7-1]; (#15代表相邻两刀间的角度间隔Δα)
N17 G54 S#19 M#10; (设定坐标系,指定主轴转速,指定主轴正转)
N18 T[#20∗101]; (指令刀位号和刀补号)
N19 G00 X#11 Z#12 (到达总出发点)
N20 G00 X#13; (X向到达车螺纹每刀出发点)
N21 Z[#6+[#4-#5]∗COS[#8]]; (动点的Z坐标值)
N22 X[#1-2∗[#4-#5]∗SIN[#8]]; (动点的X坐标值)
N23 G32 Z-#2 F#3; (车一刀)
N24 #8=#8+#15; (计算下一刀的α值)
N25 IF[#8LE#9]GOTO20; (如果α未超过#9就继续车)
N26 G00 X#11; (X向回到总退回点)
N27 Z#12 M05; (Z向回到总退回点)
N28 M30;
PP348.MPF是适用于西门子系统的车削半圆弧剖面螺旋槽的通用宏程序。
PP348.MPF
N01 R1=a; R1代表螺纹外径
N02 R2=b; R2代表含在δ2内的螺纹长度
N03 R=c; R3代表螺距
N04 R4=i; R4代表圆弧槽的半径
N05 R5=j; R5代表刀头半径
N06 R6=k; R6代表升速段δ1的长度
N07 R7=d; R7代表精车分刀数
N08 R8=e; R8代表刀尖圆心点所在的角度α,此处赋初始值
N09 R9=f; R9代表最后一刀起点圆心所在的角度
N10 R10=w; R10代表主轴正反转的M代码,右旋螺纹用3,左旋螺纹用4
N11 R11=h; R11代表出发点兼退回点的X坐标值
N12 R12=g; R12代表总出发点兼退回点的Z坐标值(https://www.xing528.com)
N13 R13=p; R13代表车螺纹每刀出发点兼退回点的X坐标值
N14 R19=s; R19代表主轴转速
N15 R20=t; R20代表刀号及刀补号
N16 R15=(R9-R8)/(R7-1); R15代表相邻两刀间的角度间隔Δα
N17 G54 S=R19 M=R10; 设定坐标系,指定主轴转速,指定主轴正转
N18 T=R20D=R20; 指令刀位号和刀补号
N19 G00 X1=R11 Z=R12; 到达总出发点
N20 MA1:G00 X=R13; X向到达车螺纹每刀出发点
N21 Z=R6+(R4-R5)∗COS(R8); 动点的Z坐标值
N22 X=R1-2∗(R4-#5)∗SIN(R8); 动点的X坐标值
N23 G33 Z=-R2 K=R3; 车一刀
N24 R8=R8+R15; 计算下一刀的α值
N25 IF R8<=R9 GOTOB MA1; 如果α未超过180°就继续车
N26 G00 X=R11; X向回到总退回点
N27 Z=R12 M05; Z向回到总退回点
N28 M02
只要是在外圆上车半圆弧螺旋槽,不管工件和半圆弧槽的尺寸如何,不管升速段的长度取多少,不管刀头半径多大,不管分多少刀车,不管槽的旋向是右旋还是左旋,不管总出发点兼总退回点取在何处,不管主轴转速取多少,不管刀位号和刀补号用多少号,都可以用这组通用宏程序给变量赋值后直接车。
例如,这组通用宏程序用于精车图3-51所示工件上的螺旋槽时,对所使用变量赋值后就得到O349程序,它们和PP349.MPF程序,它们分别适用于发那科系统和西门子系统。
O349;
N01 #1=100; (#1代表螺纹外径)
N02 #2=118; (#2代表含在δ2内的螺纹长度)
N03 #3=25; (#3代表螺距)
N04 #4=10; (#4代表圆弧槽的半径)
N05 #5=3; (#5代表刀头半径)
N06 #6=50; (#6代表升速段δ1的长度)
N07 #7=25; (#7代表精车分刀数)
N08 #8=0; (#8代表刀尖圆心点所在的角度α,此处赋初始值)
N09 #9=180; (#9代表最后一刀起点圆心所在的角度)
N10 #10=3; (#10代表主轴正反转的M代码,右旋螺纹用3,左旋螺纹用4)
N11 #11=200; (#11代表出发点兼退回点的X坐标值)
N12 #12=180; (#12代表总出发点兼退回点的Z坐标值)
N13 #13=140; (#13代表车螺纹每刀出发点兼退回点的X坐标值)
N14 #19=160; (#19代表主轴转速)
N15 #20=1; (#20代表刀号及刀补号)
……(N16~N27段同O348程序中的N16~N27段)
N28 M30;
PP349.MPF
N01 R1=100; R1代表螺纹外径
N02 R2=118; R2代表含在δ2内的螺纹长度
N03 R=25; R3代表螺距
N04 R4=10; R4代表圆弧槽的半径
N05 R5=3; R5代表刀头半径
N06 R6=50; R6代表升速段δ1的长度
N07 R7=25; R7代表精车分刀数
N08 R8=0; R8代表刀尖圆心点所在的角度α,此处赋初始值
N09 R9=180; R9代表最后一刀起点圆心所在的角度
N10 R10=3; R10代表主轴正反转的M代码,右旋螺纹用3,左旋螺纹用4
N11 R11=200; R11代表出发点兼退回点的X坐标值
N12 R12=180; R12代表总出发点兼退回点的Z坐标值
N13 R13=140; R13代表车螺纹每刀出发点兼退回点的X坐标值
N14 R19=160; R19代表主轴转速
N15 R20=1; R20代表刀号及刀补号
……(N16~N27段同PP348.MPF程序中的N16~N27段)
N28 M02
通用宏程序的使用非常灵活。例如,在第1刀起点刀心位于0°位置时,首刀的去除量比后续各刀大得多。改进的方法是把第1刀起点刀心移到实体外,即第1刀的α角度取负值(例如取-4°),精车分刀数改成26(也可仍用25)。只要把O349和PP349.MPF程序中的#8/R8改赋成-4,#7/R7改赋成26,就可以达到这个改进目的。图3-54所示为改进后的去除量示意。
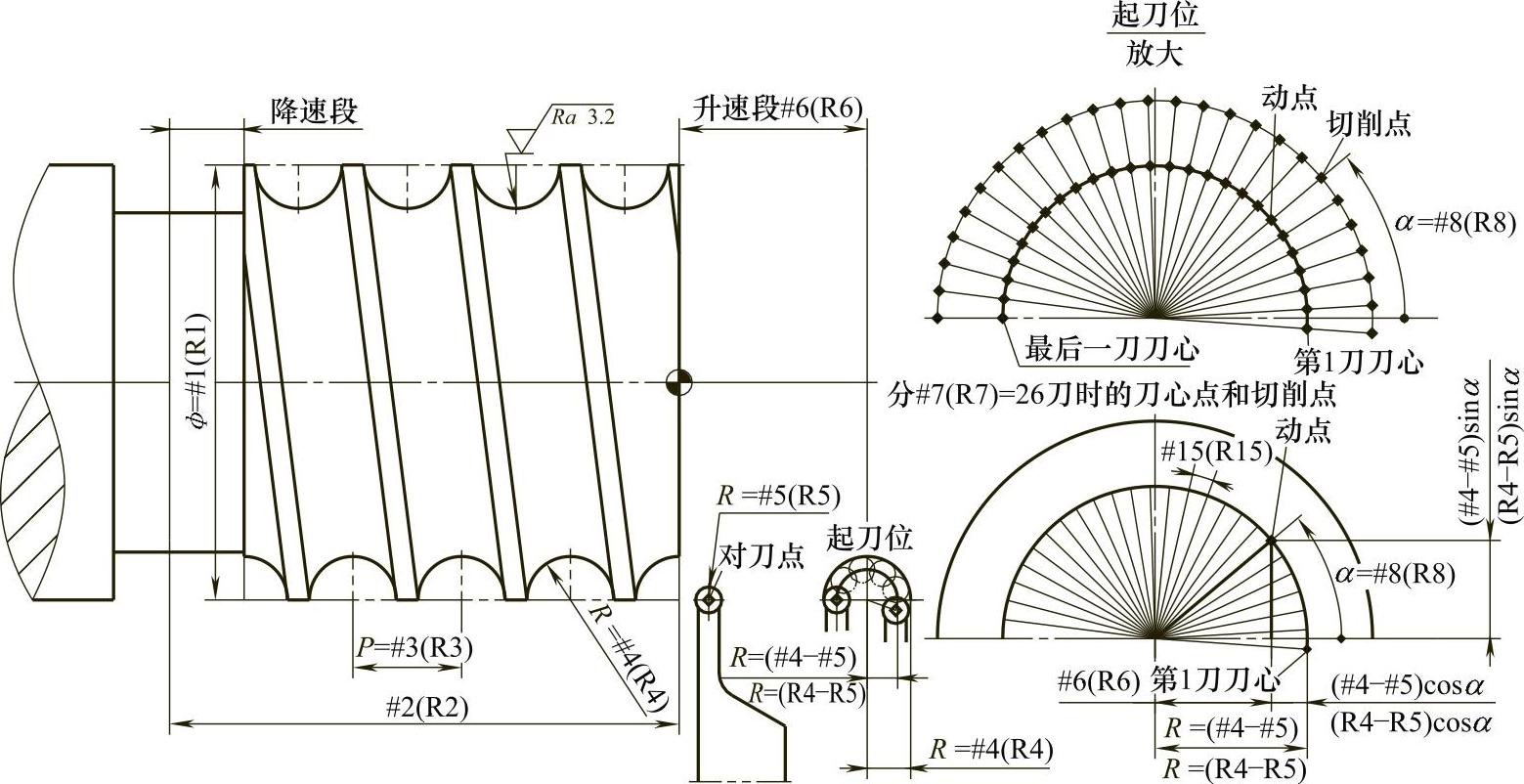
图3-54 第1刀刀心在工件外可减少去除量示意
还可以用O348和PP348.MPF通用宏程序进行分层车削(即分粗车和精车)。例如分3层车削本例的螺旋槽:第1层车到R4,第2层车到R8,第3层车到R10。图3-55所示为这样分3层车的示意。
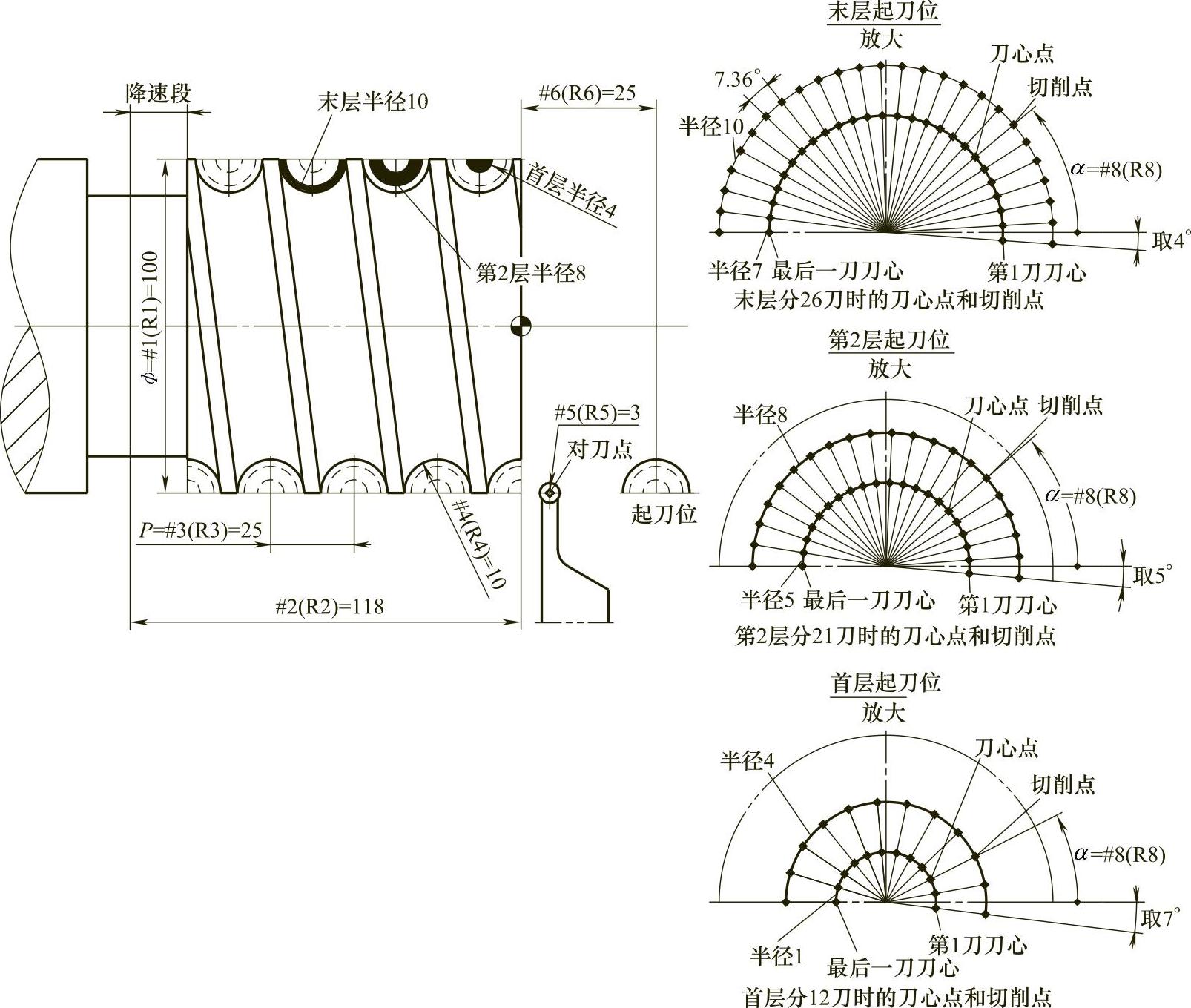
图3-55 在图3-51中的螺旋槽分3层车削示意
O350和PP350.MPF分别是适用于发那科系统和西门子系统的分3层车的宏程序。
O350;
N01 #1=100; (#1代表螺纹外径)
N02 #2=118; (#2代表含在δ2内的螺纹长度)
N03 #3=25; (#3代表螺距)
N04 #4=4,8,10; (#4代表3层分别车出圆弧槽的半径)
N05 #5=3; (#5代表刀头半径)
N06 #6=50; (#6代表升速段δ1的长度)
N07 #7=12,21,26; (#7代表3层分别的分刀数)
N08 #8=-4,-5,-7; (#8代表刀尖圆心点所在各层的角度α,此处赋初始值)
N09 #9=180; (#9代表最后一刀起点圆心所在的角度)
N10 #10=3; (#10代表主轴正反转的M代码,右旋螺纹用3,左旋螺纹用4)
N11 #11=200; (#11代表出发点兼退回点的X坐标值)
N12 #12=180; (#12代表总出发点兼退回点的Z坐标值)
N13 #13=140; (#13代表车螺纹每刀出发点兼退回点的X坐标值)
N14 #19=160; (#19代表主轴转速)
N15 #20=1; (#20代表刀号及刀补号)
…… (N16~N27段同O348程序中的N16~N27段)
N28 M30;
PP350.MPF
N01 R1=100; R1代表螺纹外径
N02 R2=118; R2代表含在δ2内的螺纹长度
N03 R=25; R3代表螺距
N04 R4=4,8,10; R4代表3层分别车出圆弧槽的半径
N05 R5=3; R5代表刀头半径
N06 R6=50; R6代表升速段δ1的长度
N07 R7=12,21,26; R7代表3层分别的分刀数
N08 R8=-4,-5,-7; R8代表刀尖圆心点所在各层的角度α,此处赋初始值
N09 R9=180; R9代表最后一刀起点圆心所在的角度
N10 R10=3; R10代表主轴正反转的M代码,右旋螺纹用3,左旋螺纹用4
N11 R11=200; R11代表出发点兼退回点的X坐标值
N12 R12=180; R12代表总出发点兼退回点的Z坐标值
N13 R13=140; R13代表车螺纹每刀出发点兼退回点的X坐标值
N14 R19=160; R19代表主轴转速
N15 R20=1;R20代表刀号及刀补号
…… (N16~N27段同PP348.MPF程序中的N16~N27段)
N28 M02
使用时,车第1层时分别用#4/R4、#7/R7和#8/R8的第1个值,车第2层时分别用第2个值,车第3层时分别用第3个值。
读者可以试一下,此例中的螺旋槽若分2层车(如分别车7mm和3mm)或分4层车(前3层各车3mm),则这两个宏程序中N04、N07和N08段中的赋值数据应该如何修改。
本大节中介绍通用宏程序开发过程的目的,是想为有基础、有兴趣从事宏程序开发的读者提供一些思路。对于大多数读者,建议把主要精力放在书中提供的通用宏程序(包括本节内的O348程序和PP348.MPF程序在内)的正确使用和灵活应用这两方面。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。