



所谓封闭油槽,是指两端都没有环形槽的油槽,如图3-36a所示。
对其进行车削时用刀的情况和要求与开放油槽车削相同。
下面讨论封闭车削油槽的编程。通过对比可以看到,图3-36a仅比图3-34a在内圆上少一条环形槽(沟)。但在实际加工中,走刀路线和程序与车开放油槽大不一样。
加工开放油槽的走刀路线和程序与车普通内螺纹的走刀路线和程序是一样的(唯一区别是加工开放油槽时的升速段δ1很小),而加工封闭油槽时要用特殊的走刀路线和相应的程序。图3-37所示为加工第1条空间O形槽的走刀路线。加工第2条空间O形槽的走刀路线与加工第1条时相同,只是在圆周方向相差180°。
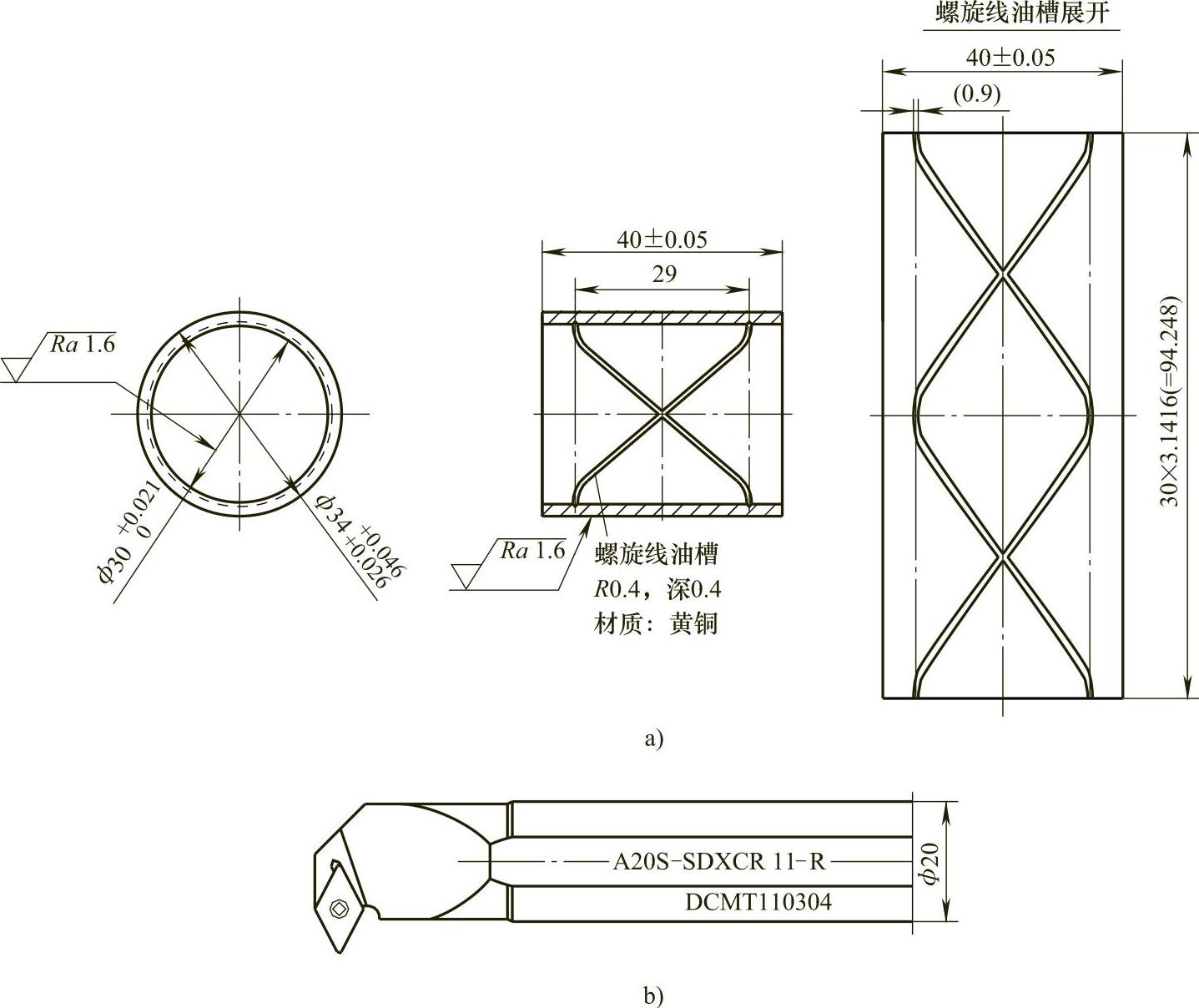
图3-36 内圆上有封闭油槽的滑动套及车油槽用的车刀
a)滑动套 b)车此封闭油槽用的车刀
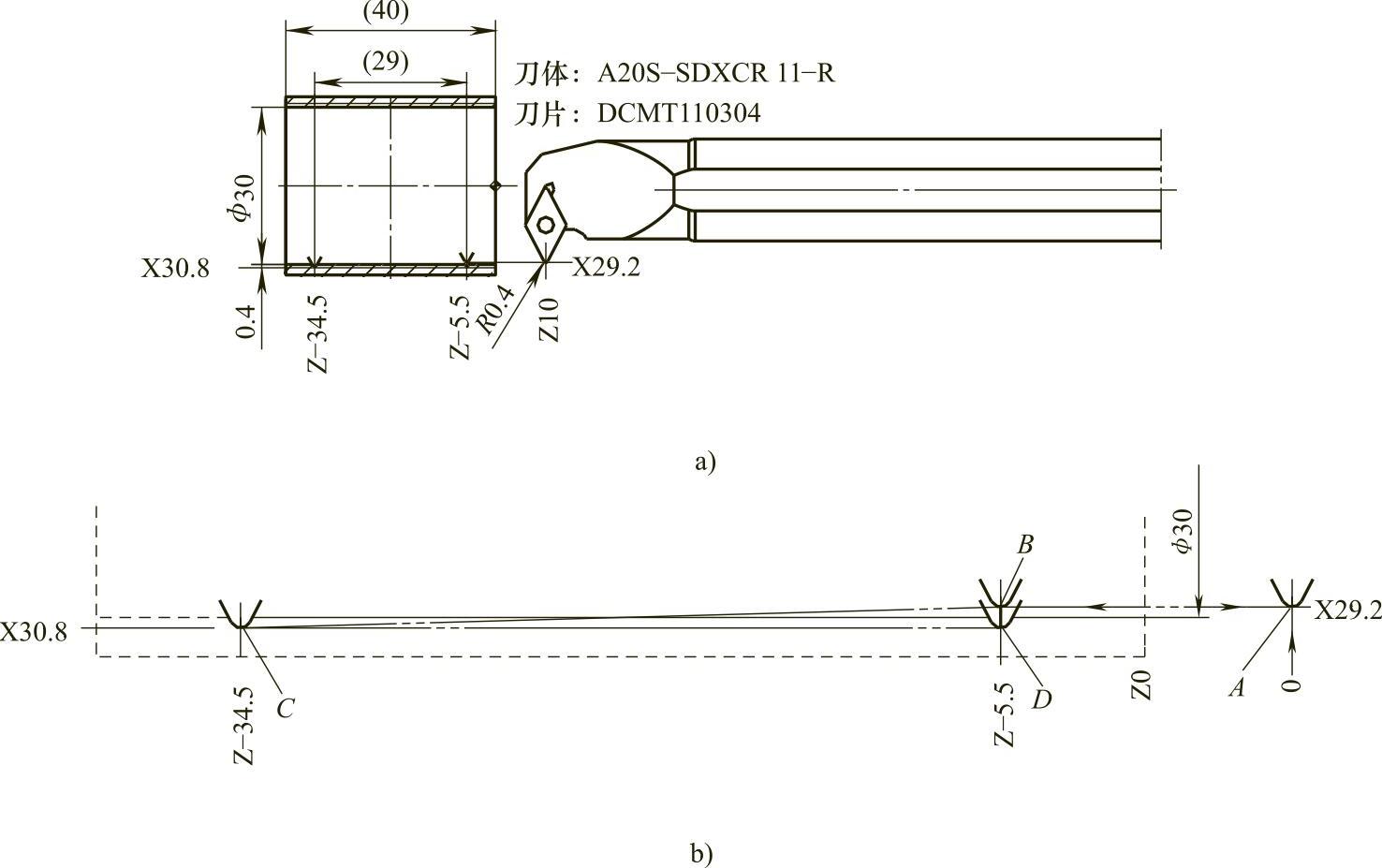
图3-37 滑动套内圆上封闭油槽的加工及走刀路线
a)滑动套内圆上封闭油槽的加工示意 b)车封闭油槽的走刀路线(放大)
车封闭油槽的走刀特点是斜进、斜出。刀具先快进到达A点,再快进(或工进)到B点,再车削半圈右旋锥螺纹到C点,再车削半圈圆柱左旋螺纹到D点,再车削半圈圆柱右旋螺纹到C点,再车削半圈左旋锥螺纹到B点,最后快退到A点。O335程序和PP335.MPF程序分别是用于发那科系统和西门子系统的车第1条O形槽的程序。
O335; PP335.MPF
N01 G54 S60 M03; N01 G54 S60 M03
N02 T0101; N02 T1 D1
N03 G00 X100 Z10;N03 G00 X100 Z10
N04 X29.2; N04 X29.2
N05 Z-5.5; N05 Z-5.5
N06 G32 X30.8 Z-34.5 F58; N06 G33X30. 8Z-34.5 K58
N07 Z-5.5; N07 Z-5.5 K58
N08 Z-34.5; N08 Z-34.5 K58
N09 X29.2Z-5.5; N09 X29.2Z-5.5 K58
N19 G00 Z10; N19 G00 Z10
N20 X150 Z20 M05; N20 X150 Z20 M05
N21 M30; N21 M02
N06段程序可看作是入刀,N09段程序可看作是出刀。执行N06段程序过程中,前半段(或近半段)是空走,后半段(或大半段)才从浅到深进行切削。执行N09段出刀程序段时全部是空走。可再编写一个程序来车第2条O形槽。
O336程序和PP336.MPF程序分别是用于发那科系统和西门子系统车第2条O形槽的程序。
O336; PP336.MPF
N01 G54 S60 M03; N01 G54 S60 M03
N02 T0101; N02 T1 D1
N03 G00 X100 Z10; N03 G00 X100 Z10
N04 X29.2; N04 X29.2
N05 Z-5.5; N05 Z-5.5
N15 G32 X30.8 Z-34.5 F58 Q180000; N15 G33 X30.8 Z-34.5 K58 SF=180
N16 Z-5.5; N16Z-5.5K58
N17 Z-34.5; N17Z-34.5K58
N18 X29.2Z-5.5; N18X29.2Z-5.5K58
N19 G00 Z10; N19 G00 Z10
N20 X150 Z200 M05; N20 X150 Z200 M05(https://www.xing528.com)
N21 M30; N21 M02
可以看到,车第2条O形槽的程序只是在车第1条O形槽程序的基础上在车螺纹的第一个程序段中指令起始点位移角为180°。至于车第1条O形槽的程序中顺序号N06、N07、N08和N09分别改成车第2条O形槽的程序中N11、N12、N13和N14,只是为两条槽的合并做准备,对加工没有实质性影响。
车第1条O形槽的程序和车第2条槽的程序必须先后分开执行。这里讨论一下车封闭油槽时不用斜进、斜出时会发生什么情况。O337程序和PP337.MPF程序分别是用于发那科系统和西门子系统车第1条O形槽的比较典型的错误程序。
O337; PP337.MPF
N01 G54 S60 M03; N01G54S60M03
N02 T0101; N02T1D1
N03 G00X100Z10; N03G00X100Z10
N04 X29.2; N04X29.2
N05 Z-5.5; N05Z-5.5
N06 G01X30.8F0.8; N06G01X30.8;F0.8;
N07 G32 Z-34.5 F58; N07 G33 Z-34.5 K58
N08 Z-5.5; N08 Z-5.5 K58
N09 G00 X29.2; N09 G00 X29.2
N10 Z10;N10 Z10
N11 X150 Z200 M05; N11 X150 Z200 M05
N12 M30; N12 M02
在这组程序中,执行N06段时行程为0.8mm,而进给速度为0.8mm/r,所以主轴正好转一周。如果滑动套的内径正好是ϕ30mm,那么前半周空走刀,后半周在内圆上切出半圈从浅到深的环形槽。从N6段执行结束到N7段开始执行之间,刀架停止,等待主轴转到0°位移角处。此等待时间的长短是随机的(范围是从0到主轴转一周用的时间)。在刀架等待的时间内主轴继续转动,这就会在内圆上切出一段随机长度的等深环形槽(0°~360°)。这与加工要求不符。如果第2条槽也用此方法车,那么结果就是车出有点像图3-34所示那样的开放油槽。
可以将车第1条O形槽的O335(或PP335.MPF)程序与车第2条O形槽的O336(或PP336.MPF)程序合并,执行合并后的程序可把2条槽一次车出。O338程序和PP338.MPF程序分别是用于发那科系统和西门子系统的合并后的程序。
O338; PP338.MPF
N01 G54 S60 M03; N01 G54 S60 M03
N02 T0101; N02 T1 D1
N03 G00 X100 Z10;N03 G00 X100 Z10
N04 X29.2; N04 X29.2
N05 Z-5.5; N05 Z-5.5
N06 G32 X30.8 Z-34.5 F58; N06 G33 X30.8 Z-34.5 K58
N07 Z-5.5; N07 Z-5.5 K58
N08 Z-34.5; N08 Z-34.5 K58
N09 X29.2 Z-5.5; N09 X29.2 Z-5.5 K58
N10 G00 X29.2; N10 G00 X29.2
N15 G32 X30.8 Z-34.5 F58 Q180000; N15 G33X30.8 Z-34.5 F58 SF=180
N16 Z-5.5; N16 Z-5.5 K58
N17 Z-34.5; N17 Z-34.5 K58
N18 X29.2 Z-5.5; N18 X29.2 Z-5.5 K58
N19 G00 Z10; N19 G00 Z10
N20 150 Z200 M05; N20 X150 Z200 M05
N21 M30; N21 M02
注意在合并后的程序中必须加N10段,否则N11段的起始点位移指令在执行时会不起作用,执行N11~N14段时又在车好的第1条螺旋槽内空走一遍。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。