



图3-31a所示为由一段普通螺纹AB和一段米制密封锥螺纹BC组成的组合螺纹,旋向为左旋。
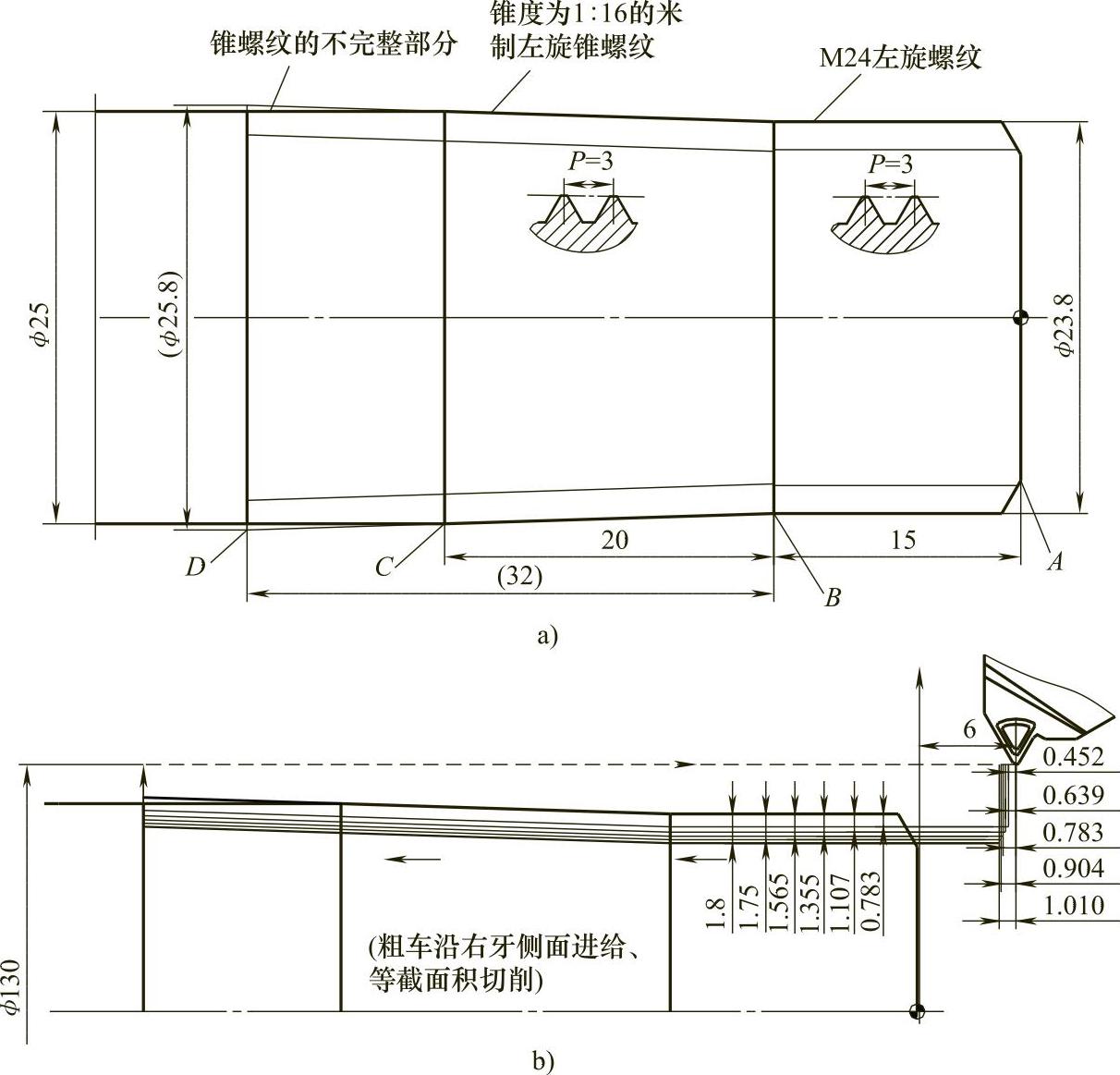
图3-31 由一段普通螺纹和一段米制密封锥螺纹组成的组合螺纹及车削数据
a)零件(头部) b)牙高取1.8mm、精车留量取0.05mm、粗车分5刀时的数据
如果粗车沿牙右侧面进给,等截面积切削,且牙高取1.8mm,精车留量取0.05mm,粗车分5刀,那么走刀路线和相应的数据如图3-31b所示。
如果升速段δ1=6mm,那么用于发那科系统的程序和用于西门子系统的程序分别为O327和PP327.MPF。
O327;
N09 G54 G90 S500 M04;
N10 T0101;
N11 G00 X13 0Z6;
N12 Z5.548; (6-0.452)
N13 X22.434; (24-0.783×2)
N14 G32 Z-15 F3;
N15 U2 W-32;
N16 G00 X130;
N17 Z5.361; (6-0.639)
N18 X21.786; (24-1.107×2)
N19 G32 Z-15;
N20 U2 W-32;
N11 G00 X130;
N22 Z5.217; (6-0.783)
N23 X21.29; (24-1.355×2)
N24 G32 Z-15;
N25 U2 W-32;
N26 G00 X130;
N27 Z-5.096; (6-0.904)
N28 X20.87;( 24-1.565×2)
N29 G32 Z-15;
N30 U2 W-32;
N31 G00 X130;
N32 Z4.99; (6-1.010)
N33 X20.5; (24-1.75×2)
N34 G32 Z-15;
N35 U2 W-32;
N36 G00 X130;
N37 Z4.99;
N38 X20.4; (24-1.8×2)
N39 G32 Z-15;
N40 U2 W-32;
N41 G00 X130;
N42 X150;Z200 M05;
N43 M30;
PP327.MPF
N09 G54G90S500M04;
N10 T1D1
N11 G00 X130 Z6
N12 Z5.548; (6-0.452)
N13 X22.434; (24-0.783×2)
N14 G33 Z-15 K3
N15 G91 X2 Z-32 K3
N16 G90 G00 X130;
N17 Z5.361; (6-0.639)
N18 X21.786; (24-1.107×2)
N19 G33 Z-15 K3
N20 G91 X2 Z-32 K3
N21 G90 G00 X130
N22 Z5.217;( 6-0.783)
N23 X21.29; (24-1.355×2)
N24 G33 Z-15K3
N25 G91 X2 Z-32 K3
N26 G90 G00 X130;
N27 Z-5.096; (6-0.904)
N28 X20.87; (24-1.565×2)
N29 G33 Z-15 K3
N30 G91 X2 Z-32 K3
N31 G90 G00 X130
N32 Z4.99; (6-1.010)
N33 X20.5; (24-1.75×2)
N34 G33 Z-15 K3
N35 G91 X2 Z-32 K3
N36 G90 G00 X130
N37 Z4.99
N38 X20.4; (24-1.8×2)
N39 G33 Z-15 K3
N40 G91 X2 Z-32 K3
N41 G90 G00 X130
N42 X150 Z200 M05
N43 M02
如果工件材料是钢质,粗车的分刀数应比5大。由于现代数控系统(指用于数控车床的)都有连续螺纹切削功能,所以用此程序车出来的组合螺纹在圆柱螺纹与圆锥螺纹连接处为平滑过渡。
对于发那科系统,车此组合螺纹只能用G32指令,不能用G92指令。(https://www.xing528.com)
下面举一个某石油机械公司用的一种组合螺纹零件实例。该零件外圆一端有一段圆锥三角螺纹和一段普通螺纹,要求这两段螺纹的连接部位圆滑过渡,并且要求有一个45°尾退。这个组合螺纹可以看成由3段相同螺距、不同斜度的螺纹组成。图3-32所示为该零件一端外形。
工件材质是45钢,Z向原点取在工件右端面,选择车削起点距离端面12mm。
车削6mm螺距普通外螺纹的标准车刀刀片可以采购到。编程时牙高可取3.6mm,采用等截面积切削且沿牙侧面进给。实际应分25~30刀来车成。为了使给出的程序既完整又不太长,作者编制了粗车分10刀、精车1刀的程序。精车留量单向取0.1mm。主程序O328和子程序O329是适用于发那科系统的车削加工程序。
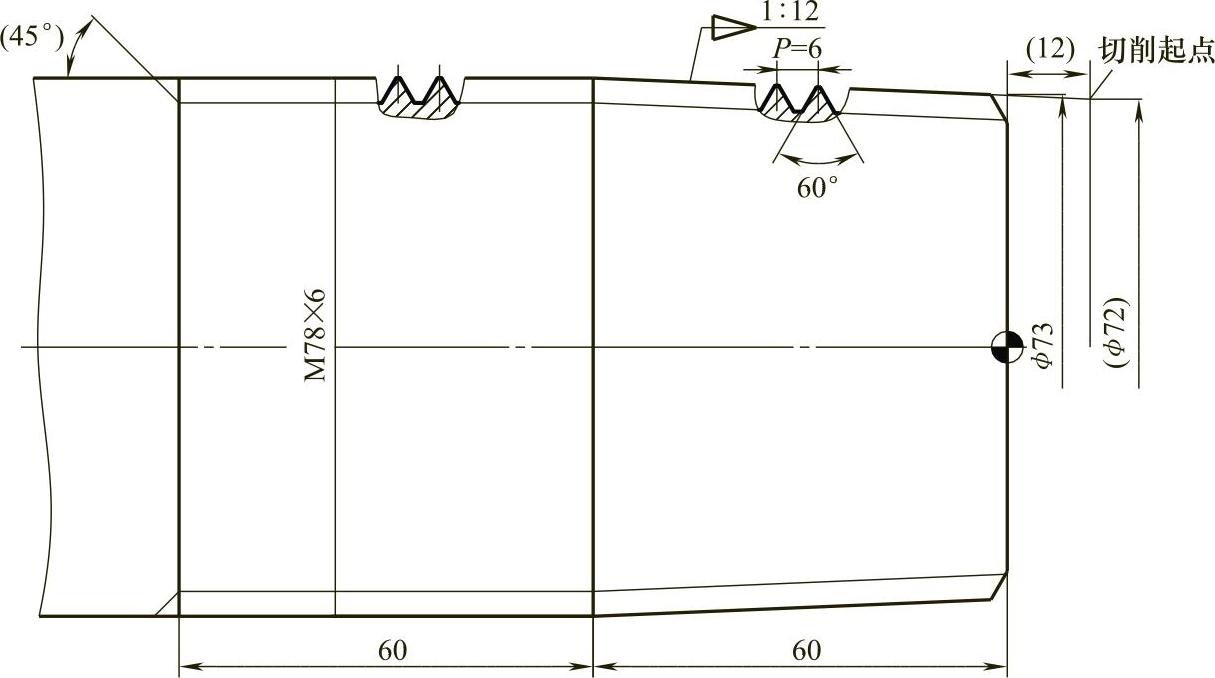
图3-32 组合螺纹零件一端外形
O328;
N01 G54 G00 X200 Z12 S600 M03;
N02 T0101 M08;
N03 X100 W2.021; (3.5×0.57735)
N04 X69.786 W-0.639; (72-2×1.107,-1.107×0.57735)
N05 M98 P329; (粗车第1刀)
N06 X68.870 W-0.904; (72-2×1.565,-1.565×0.57735)
N07 M98 P329; (粗车第2刀)
N08 X68.166 W-1.107; (72-2×1.917,-1.917×0.57735)
N09 M98 P329( 粗车第3刀)
N10 X67.573 W-1.278; (72-2×2.214,-2.214×0.57735)
N11 M98 P329; (粗车第4刀)
N12 X67.050 W-1.429; (72-2×2.475,-2.475×0.57735)
N13 M98 P329; (粗车第5刀)
N14 X66.578 W-1.565; (72-2×2.711,-2.711×0.57735)
N15 M98 P329; (粗车第6刀)
N16 X66.144 W-1.690; (72-2×2.928,-2.928×0.57735)
N17 M98 P329; (粗车第7刀)
N18 X65.738 W-1.808; (72-2×3.131,-3.131×0.57735)
N19 M98 P329; (粗车第8刀)
N20 X65.360 W-1.917; (72-2×3.320,-3.320×0.57735)
N21 M98 P329; (粗车第9刀)
N22 X65.000 W-2.021; (72-2×3.500,-3.500×0.57735)
N23 M98 P329; (粗车第10刀)
N22 X64.800 W-2.021; (72-2×3.6)
N23 M98 P329; (精车1刀)
N24 G00 X200 Z200 M09;
N25 M30;
O329;
N1 G32 U6 W-72 F6; (车圆锥螺纹段)
N2 W-60; (车圆柱螺纹段)
N3 U8 W-4;( 车45°尾退螺纹段)
N4 G00 X100 Z14.021; (回起始点)
N5 M99;
主程序PP328.MPF和子程序L329.SPF是适用于西门子802D系统的车削加工程序。PP328.MPF
N01 G54 G90 G00 X200 Z12 S600 M03
N02 T1 D1 M08
N03 X100 Z=IC(2.021); +3.5×0.57735
N04 X69.786 Z=IC(-0.639); 72-2×1.107,-1.107×0.57735
N05 L329; 粗车第1刀
N06 X68.870 Z=IC(-0.904); 72-2×1.565,-1.565×0.57735
N07 L329; 粗车第2刀
N08 X68.166 Z=IC(-1.107); 72-2×1.917,-1.917×0.57735
N09 L329; 粗车第3刀
N10 X67.573 Z=IC(-1.278); 72-2×2.214,-2.214×0.57735
N11 L329;粗车第4刀
N12 X67.050 Z=IC(-1.429); 72-2×2.475,-2.475×0.57735
N13 L329; 粗车第5刀
N14 X66.578 Z=lC(-1.565); 72-2×2.711,-2.711×0.57735
N15 L329; 粗车第6刀
N16 X66.144 Z=IC(-1.690); 72-2×2.928,-2.928×0.57735
N17 L329; 粗车第7刀
N18 X65.738 Z=IC(-1.808); 72-2×3.131,-3.131×0.57735
N19 L329; 粗车第8刀
N20 X65.360 Z=IC(-1.917); 72-2×3.320,-3.320×0.57735
N21 L329; 粗车第9刀
N22 X65.000 Z=IC(-2.021); 72-2×3.500,-3.500×0.57735
N23 L329;粗车第10刀
N22 X64.800 Z=IC(-2.021); 72-2×3.6
N23 L329; 精车1刀
N24 G00 X200 Z200 M09
N25 M02
L329.SPF
N1 G91G33 X6 Z-72 K6; 车圆锥螺纹段
N2 Z-60; 车圆柱螺纹段
N3 X8 Z-4; 车45°尾退螺纹段
N4 G90 G00 X100 Z14.021; 回起始点
N5 M17
在这两组程序中,有以下几点需要注意:
①主程序N03段中的2.021是粗车总深(牙高减去精车量)与牙型半角正切函数的乘积,子程序中N4段内的14.021是12与粗车总深和牙型半角正切函数乘积的和。粗车最后一刀和精车那刀的起点都距端面12mm。假如工件的材质是铜或硬铝,那就可以直接用上述程序做加工(S值应加大)。
②实际上,车此钢件宜用粗车30刀、精车1刀车成。精车量单向宜取0.02~0.05mm,这里取0.04mm,那么粗车总深是3.56mm,它与30°正切函数的乘积约为2.055mm,所以上述主程序中N03段内的2.021应改为2.055,子程序中N4段内的14.021应改为14.055(子程序除此之外不用改)。
③主程序要加出40段(粗车时每加1刀则加2段程序),即变成65段。主程序中N04段到倒数第8段内的数据可按本书第2章2.2、2.3、2.4节中的公式和方法算出来。倒数第6段中的65.000和-2.021应分别改成64.880和-2.055,倒数第4段中的64.800不变、-2.021改为-2.055。这组车钢件上组合螺纹的程序虽然较长,但编制并不难。这是一组加工效率高、加工质量好和省刀片的程序。
④用发那科系统加工此例时不能用G92和G76指令编程。用西门子系统加工此例时除了用G33指令编程外,还可以用链螺纹车削循环CYCLE98指令编程。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。